


基于電流變效應(yīng)的深孔切削顫振防治研究
2018-4-25 來源:中北大學(xué) 機械與動力工程學(xué)院 作者:魏旭民
摘要:在電流變液的電流變效應(yīng)基礎(chǔ)上,改進(jìn)了剪切模式下的深孔電流變液減振器,對減振器阻尼力公式及影響因素進(jìn)行了分析,推導(dǎo)出了切削系統(tǒng)動力學(xué)模型。由 MATLAB軟件仿真結(jié)果表明:切削系統(tǒng)的阻尼率變化可以通過對電流變液電場強度的改變而快速實現(xiàn),從而達(dá)到抑制切削顫振的目的。
關(guān)鍵詞:電流變液減振器;切削振顫;深孔加工
0、引言
切削顫振是機械加工過程中機床、工件和刀具之間發(fā)生的強烈的相對振動,具有復(fù)雜的動態(tài)不穩(wěn)定性。而深孔鉆削相比其他切削加工具有更復(fù)雜的系統(tǒng)結(jié)構(gòu),例如刀具的特殊構(gòu)造和鉆桿組件的復(fù)雜工藝,使得鉆削系統(tǒng)加工過程中更容易失穩(wěn)產(chǎn)生振動,從而會導(dǎo)致鉆削力的不穩(wěn)定變化并直接造成深孔加工的穩(wěn)定性差和加工效率低。切削振顫會導(dǎo)致鉆頭刀齒的嚴(yán)重磨損、崩裂,甚至是鉆桿的斷裂,從而損傷已加工孔表面,使鉆桿彎扭、斷裂,甚至造成機床的損壞。所以必須對深孔加工切削系統(tǒng)進(jìn)行顫振的抑制,設(shè)計一個能夠有效抑制顫振的減振器已刻不容緩。
隨著科學(xué)的發(fā)展,傳統(tǒng)的振動控制方式已經(jīng)逐漸落伍,新的主動控制理論被提出,相比于被動控制,其主要的區(qū)別便是有明顯的反饋控制回路,電流變材料被越來越多地應(yīng)用在主動控制振動的方案中。
電流變液(Electrorheological fluids,ER 液體)是一種智能混合液體,它是在絕緣性能良好的基礎(chǔ)液中靠可極化的介電微粒懸浮形成的。電流變液的屈服應(yīng)力、剪切模量等在電場中能發(fā)生連續(xù)、可逆、可控的變化,并且能在外加電場的作用下在毫秒級別內(nèi)完成響應(yīng),由液態(tài)變成固態(tài),并且其黏度可以快速增加幾個數(shù)量級從而使電流變液失去流動性,當(dāng)撤除電場后,它又能極快地恢復(fù)成原來的狀態(tài),只要應(yīng)用計算機技術(shù)對通過電流變液的電場強度進(jìn)行調(diào)節(jié),就能夠?qū)ζ漯ざ群颓?yīng)力實時主動調(diào)控,這將為智能控制開創(chuàng)新的思路和廣闊的前景。基于電流變效應(yīng),結(jié)合深孔加工機床切削振顫問題,本文設(shè)計了深孔電流變液減振器。
1、深孔電流變減振器的工作原理
深孔電流變減振器的工作原理大致分為3種:流動模式、剪切模式和擠壓模式。
1.1流動模式
圖1為流動模式工作原理簡圖。在減振器固定的正、負(fù)極板中,由于壓力梯度的作用,電流變液會在正、負(fù)極板間隙中做循環(huán)往復(fù)運動,而電流變液受到的剪切力(即阻尼力)由間隙之間的節(jié)流作用提供,只要調(diào)節(jié)電極板之間的電場強度,就可以實現(xiàn)對阻尼力的改變。
1.2 剪切模式
圖2為剪切模式工作原理簡圖。由于外加的振動作用,在兩極板中的電流變液基本處于非流動狀態(tài),而正、負(fù)極板會在電場的垂直方向與電流變液做相對運動,運動的電極會對流體以及流體之間的剪切作用提供阻尼力,只要改變正、負(fù)極板之間的電場強度就可以調(diào)節(jié)電流變液的剪切屈服應(yīng)力,進(jìn)而調(diào)節(jié)阻尼力的大小。
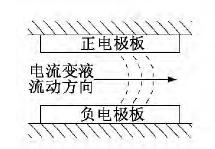
圖1 流動模式工作原理簡圖
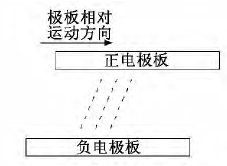
圖2 剪切模式工作原理簡圖
1.3 擠壓模式
圖3 為擠壓模式工作原理簡圖。由于振動的作用,正、負(fù)極板沿著電場的方向做振蕩運動,此時兩極板間距的變化會導(dǎo)致電流變液擠出又流入,因此電流變液在受到拉力和壓力的同時,也受到剪切力的作用。
2 電流變液減振器在深孔切削顫振防治中的應(yīng)用根據(jù)客觀的實驗條件設(shè)計了基于剪切模式的電流變液減振器,對深孔加工的鉆桿進(jìn)行減振和輔助支撐。
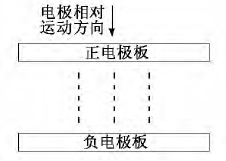
圖3 擠壓模式工作原理簡圖
圖4為電流變液減振器結(jié)構(gòu)簡圖。上、下缸體中的液體完全接觸部分均含有有機絕緣涂,該涂層可以有效地耐磨損和耐化學(xué)腐蝕,其表面強度可以達(dá)到金屬鋁的強度,無需再做封孔處理。在有機絕緣涂層浸入電流變液的部分,貼有條形銅電極,上缸體條形電極為正極,下缸體條形電極為負(fù)極。底座支撐在導(dǎo)軌上,中心支撐和上缸體固接并與鉆桿形成轉(zhuǎn)動副。當(dāng)鉆桿在加工過程中的振動通過中心支撐傳到上缸體時,上缸體上下運動帶動電極剪切電流變液從而產(chǎn)生阻尼力。
本減振器安裝在深孔加工機床的輸油器和工件之間,與深孔加工機床中心架安裝位置相同,可以替代其中心架。
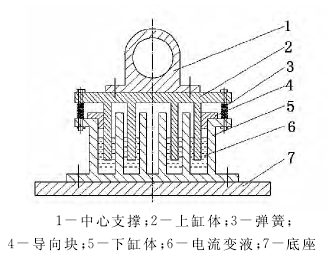
圖4 電流變液減振器結(jié)構(gòu)簡圖
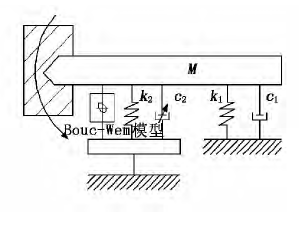
圖5 深孔鉆床兩自由度動力學(xué)模型
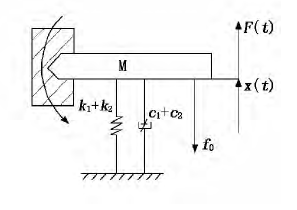
圖6 單自由度動力學(xué)模型
在正常的鉆削過程中,系統(tǒng)的振動幅值一般比較小,通過圖6的簡化動力學(xué)模型和阻尼力的表達(dá)式,可以推導(dǎo)出系統(tǒng)的運動微分方程:
電流變液減振器的阻尼力分為兩部分:①電流變液的基礎(chǔ)黏度引起的本底阻尼力及上缸體運動時的摩擦力,與外加電場的強度無關(guān);②電致阻尼力,其大小與電場強度有關(guān)。由于電流變液具有難揮發(fā)性,故本減振器為開放式設(shè)計,與外界氣壓連通,當(dāng)減振器上缸體上下運動時,由缸內(nèi)氣體體積變化引起的壓力可以忽略。
大量研究表明,在振幅幅值較小時,阻尼力的大小可以近似地看作以剪切速度為自變量的線性函數(shù),并且函數(shù)斜率隨電場強度的增大而增大。因此減振器的阻尼力近似表示為:
其中:x為振動系統(tǒng)位移;k為等效剛度系數(shù);c為等效阻尼系 數(shù);m為減振器等效質(zhì)量;f0為本底阻尼力。當(dāng)正、負(fù)電極板之間的電場強度改變時,c和f0均會改變,如果電場強度為定值,f0也為定值。深孔鉆床安裝電流變液減振器后系統(tǒng)可簡化為兩自由度振動系統(tǒng),應(yīng)用 Bouc-Wem 模型后得到的動力學(xué)模型如圖5所示。其中,切削系統(tǒng)的等效質(zhì)量為M,未安裝減振器的切削系統(tǒng)阻尼為C1、剛度為K1,減振器的等效阻尼為C2、剛度為K2、質(zhì)量為 m。m 相對于M很小,故可以忽略,所以圖5 的動力學(xué)模型可簡化為單自由度系統(tǒng),如圖6所示,其中F(t)為激振力。
3、MATKAB計算機仿真結(jié)果與結(jié)果分析
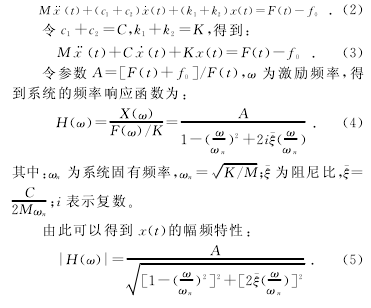
電流變液減振器的剛度系數(shù)和阻尼系數(shù)會隨著外加電場強度的增大而增大,同時切削系統(tǒng)的固有頻率ωn 和阻尼率ξ也會增大。為了了解切削系統(tǒng)的阻尼比(C/(2Mωn))、頻率比(ω/ωn)與幅頻響應(yīng)的關(guān)系,用MATLAB對該系統(tǒng)的幅頻響應(yīng)特性曲線進(jìn)行數(shù)值仿真,得到該系統(tǒng)的幅頻響應(yīng)函數(shù)曲線,如圖7所示。
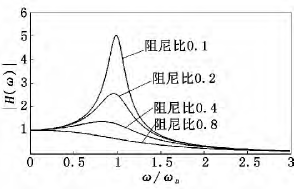
圖7 頻率響應(yīng)仿真曲線
從圖7中可以看出,如果振動系統(tǒng)的阻尼比很小,而且激勵頻率又接近系統(tǒng)的固有頻率,那么振動系統(tǒng)的穩(wěn)態(tài)振幅很大,并且會發(fā)生共振;而如果減振器的阻尼系數(shù)足夠大,使得C2/C1的比值遠(yuǎn)大于1,則振動系統(tǒng)的阻尼比珋ξ顯著增大。隨著阻尼比的增大,增加減振器后的系統(tǒng)振動幅值明顯減小。通過調(diào)節(jié)電流變液減振器中電極間的電場強度,就可以快速便捷地調(diào)節(jié)減振器的阻尼,進(jìn)而達(dá)到減振的目的。
4、結(jié)語
本文在前人研究的基礎(chǔ)上,對電流變液減振器進(jìn)行了改造,設(shè)計了多缸同時工作的結(jié)構(gòu),實現(xiàn)了電流變液效應(yīng)在顫振防治方面的應(yīng)用。同時改進(jìn)了供電模式,從直接在缸體上供電改為在有絕緣層的電極上供電,提高了可輸出的最高電壓,進(jìn)而提高了電場強度的最大值,為后續(xù)的實驗提供了高場強的可行性,還有效地防止了漏電、連電等事故的發(fā)生,保障了操作工人的安全.
在深孔切削加工的工藝系統(tǒng)中,加入了剪切模式下的電流變液減振器,針對該振動系統(tǒng)進(jìn)行了動力學(xué)模型的建立和計算機仿真分析。仿真結(jié)果表明:可以通過改變加在電流變液上電場強度的大小,進(jìn)而改變整個系統(tǒng)的阻尼率來達(dá)到防治切削顫振的目的。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年7月 新能源汽車銷量情況
- 2025年7月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況