


錯齒內(nèi)排屑刀具深孔加工中的刀具振動特性對孔圓度形貌的作用機(jī)制
2018-4-23 來源:西安理工大學(xué) 機(jī)械與精密儀器工程學(xué)院 作者:孔令飛,牛晗,侯曉麗,林宏斌,王杰
摘要: 依據(jù)錯齒內(nèi)排屑刀具深孔加工的實際特點,構(gòu)建了受刀具橫向振動特性影響的加工孔圓度形貌模型。運(yùn)用動力學(xué)半解析法,在保證刀具系統(tǒng)動態(tài)分析精度的前提下,將復(fù)雜深孔刀具系統(tǒng)離散為多段具有局部特征的梁單元,其中相鄰單元之間滿足模態(tài)形函數(shù)傳遞矩陣的連續(xù)條件。結(jié)合 Newton-Raphson 迭代法,給出了深孔圓度形貌形成軌跡的數(shù)學(xué)描述,以及深孔刀具動態(tài)特性與加工孔圓度形貌之間的關(guān)聯(lián)關(guān)系。通過數(shù)值算例驗證了所提出方法的可行性,同時為實現(xiàn)深孔切削過程加工孔圓度誤差的預(yù)測與控制奠定了基礎(chǔ)。
關(guān)鍵詞: 機(jī)械制造工藝與設(shè)備; 深孔鉆削; 刀具振動; 圓度形貌; 半解析法
0、引言
精密高效的錯齒內(nèi)排屑刀具( BTA) 深孔鉆削技術(shù)是當(dāng)今兵器工業(yè)、新能源裝備制造和高新技術(shù)產(chǎn)業(yè)對深孔零件加工提出的迫切需要。然而,由于深孔鉆削機(jī)理的復(fù)雜性,實際加工中刀具系統(tǒng)需要承受切削力波動及刀具回轉(zhuǎn)慣性等的影響,而這些載荷又隨著加工參數(shù)的變化而變化,致使刀具所表現(xiàn)出的動態(tài)行為極其復(fù)雜,進(jìn)而對加工孔品質(zhì)產(chǎn)生極大影響。那么,如何構(gòu)建更加精確的深孔刀具系統(tǒng)動態(tài)模型,探明加工參數(shù)與加工孔精度的映射關(guān)系,實現(xiàn)高效、準(zhǔn)確地預(yù)測與控制加工孔品質(zhì),就成為深孔鉆削研究的熱點和關(guān)鍵問題。
Mehrabadi 等構(gòu)建了考慮鉆削過程阻尼和質(zhì)量偏心影響的刀具系統(tǒng)動力學(xué)模型,討論了刀具動態(tài)運(yùn)行軌跡及其相應(yīng)的孔圓度形貌特征,并結(jié)合實驗證實了該模型的準(zhǔn)確性。Bayly 等依據(jù)鉆削加工過程的實際特點,研究了顫振對鉆削刀刃切削力和 碰 摩 力 的 影 響,分析了葉瓣孔的成形機(jī)理。在此基礎(chǔ)上,Deng 等運(yùn)用 Euler-Ber-noulli 梁單元模型,并結(jié)合深孔切削力的傅里葉函數(shù)形式表達(dá)式,給出了深孔加工圓度誤差計算模型,進(jìn)而對波紋型與葉瓣型深孔的形成機(jī)理進(jìn)行了研究。但是,由于刀具系統(tǒng)結(jié)構(gòu)的復(fù)雜性,這些將切削力簡化為一階徑向波動分量形式,或是將刀桿簡化為簡支梁模型,以期得到加工孔圓度形貌的數(shù)值解或解析解,就不可避免地丟失刀具系統(tǒng)的一些動力學(xué)特性。在實際的深孔加工刀具系統(tǒng)中,刀具經(jīng)常是由多個部件組成的連續(xù)體,且包含有多段刀桿及特殊構(gòu)造的刀頭,因而難以用簡單模型來描述,必須構(gòu)建更加精確的深孔加工刀具系統(tǒng)模型。
針對上述問題,本文將復(fù)雜深孔刀具系統(tǒng)離散為多段具有局部結(jié)構(gòu)特征的梁單元,而相鄰單元之間滿足模態(tài)形函數(shù)傳遞矩陣的連續(xù)條件。然后,利用 Newton-Raphson 迭代法,并結(jié)合 BTA 深孔鉆削力的傅里葉多階諧波形式,給出了深孔圓度形貌形成軌跡的解析形式。據(jù)此,研究了深孔刀具動態(tài)特性與加工孔圓度形貌之間的關(guān)聯(lián)關(guān)系,以及在深孔低速切削過程中易出現(xiàn)葉瓣孔型的成因及其機(jī)理。數(shù)值算例驗證了本文所提出方法的可行性,該方法將為實現(xiàn)深孔切削過程加工孔誤差的預(yù)測與控制奠定基礎(chǔ).
1、BTA 深孔鉆削系統(tǒng)的動態(tài)方程
1. 1 BTA 深孔鉆削系統(tǒng)的模型
深孔鉆削加工是將特殊構(gòu)型的切削刀具裝在圓形空心鉆桿上,使得工件相對于刀具作高速旋轉(zhuǎn)運(yùn)動( 或刀具相對于工件作高速旋轉(zhuǎn)運(yùn)動) 。通過授油裝置將高壓切削液沿著鉆桿與孔壁之間的縫隙噴入切削區(qū)域,利用切削液自身壓力實現(xiàn)刀具切削部分排屑、冷卻和潤滑。圖1為鉆桿系統(tǒng)示意圖。
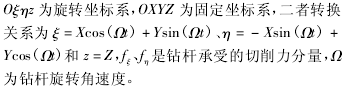
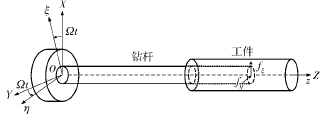
圖1 深孔鉆削刀具系統(tǒng)示意圖
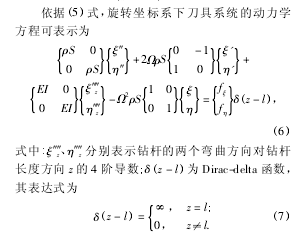
采用 Lagrangian 變分原理,如圖 1 所示的深孔刀具系統(tǒng)應(yīng)滿足:
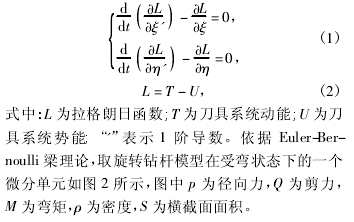
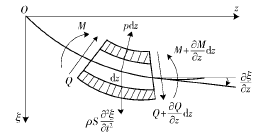
圖2 BTA 鉆桿微分單元
由圖2可以得到 BTA 旋轉(zhuǎn)鉆桿系統(tǒng)的動能表達(dá)式為

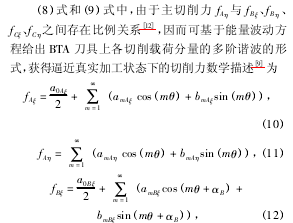
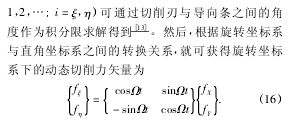
1. 2 BTA 深孔加工刀具的動態(tài)切削力求解( 6) 式的刀具動態(tài)軌跡時,迭代過程需要主切削刃上的切削力、導(dǎo)向塊上的正壓力及摩擦力矢量的多次求和,而矢量力疊加的協(xié)調(diào)精度不僅影響到求解刀具動態(tài)響應(yīng)是否收斂,而且對被加工孔圓度誤差預(yù)測及其演變規(guī)律的定量分析具有重要影響。為了方便計算各切削分力的矢量和,可將旋轉(zhuǎn)坐標(biāo)系下所描述的刀具受力系統(tǒng)轉(zhuǎn)化到直角坐標(biāo)系,如圖 3 所示。圖 3 中: A 表示 BTA 深孔加工刀頭的主切削刃,B、C 表示其兩個導(dǎo)向塊; fAξ、fBξ和 fCξ分別表示切削刃 A、導(dǎo)向條 B 及導(dǎo)向條C在動坐標(biāo)系ξ方向上的受力,而 fAη、fBη和 fCη分別表示切削刃 A導(dǎo)向條 B 及導(dǎo)向條 C 在動坐標(biāo)系 η 方向上的受力; θ為刀具旋轉(zhuǎn)角度,θ = Ωt; αB和 αC分別為切削刃與導(dǎo)向條 B 和 C 的夾角。因此,實際深孔鉆削中,t時刻加工刀具在 X、Y 方向上所承受的矢量疊加力可表示為
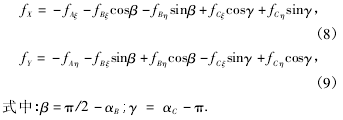
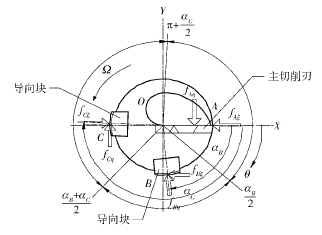
圖3 BTA 深孔加工切削力分布
由圖2可以得到 BTA 旋轉(zhuǎn)鉆桿系統(tǒng)的動能表達(dá)式為
2 、深孔圓度形貌的形成軌跡
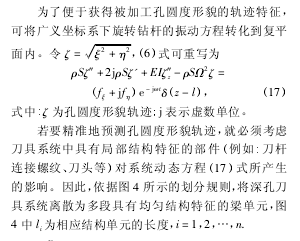
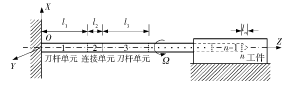
圖4 深孔鉆削刀具系統(tǒng)模型
圖4中,經(jīng)離散化處理后的深孔刀具系統(tǒng)可分為 n 個結(jié)構(gòu)單元,其中第 i 段梁的模態(tài)函數(shù)為
采用與( 20) 式相似的推導(dǎo)過程,若取 i = 1,2,…,n 時,則自由邊界條件下 BTA 深孔刀具系統(tǒng)模態(tài)形函數(shù)的傳遞矩陣可寫為(21)式的形式。Deng 等和 Hussien 等的研究結(jié)果表明深孔刀具系統(tǒng)的邊界條件可假設(shè)為簡支梁,且具有足夠的精度。因此,根據(jù)(22) 式的刀具單元模態(tài)傳遞形式,并綜合考慮邊界條件,便可得刀具系統(tǒng)的連續(xù)傳遞函數(shù)(22) 式。


就(27) 式的本質(zhì)而言,被加工孔的動態(tài)形貌軌跡 ζ( t) 是深孔刀具振動過程中 n 階振動模態(tài)函數(shù)的疊加。利用( 27) 式,并結(jié)合 Shunmugam 提出的最小二乘圓法,即可很容易地獲得被加工孔的圓度誤差。
3 、方法驗證
為了驗證方法的可行性,運(yùn)用上述理論和算法編制程序,將計算結(jié)果與文獻(xiàn)的實驗結(jié)果進(jìn)行對比。相關(guān)計 算參數(shù)如下: 鉆桿材料密度為7860 kg / m3,彈性模量為 2.06×1011Pa; 刀具直徑分別選用 18. 91 mm 和 26. 40 mm 兩種,其中刀具直徑為 18. 91 mm 時,鉆桿的內(nèi)徑與外徑分別為11. 5 mm和 17 mm,而當(dāng)?shù)毒咧睆綖?26. 40 mm 時,鉆桿的內(nèi)徑與外徑分別為 14 mm 和 22 mm.
表1 為在不同切削轉(zhuǎn)速、進(jìn)給量及加工深度條件下,計算得到的被加工孔圓度誤差數(shù)值。由表 1可以看出,當(dāng)選定加工深度時,若改變鉆削進(jìn)給量、切削轉(zhuǎn)速或鉆桿直徑參數(shù),被加工孔圓度誤差的預(yù)測結(jié)果與實驗結(jié)果的變化趨勢是相同的,即隨著鉆削進(jìn)給量的增加、切削轉(zhuǎn)速的增大及鉆桿直徑的減少,被加工孔的圓度誤差均在不同程度上增大。例如當(dāng)選定加工深度為 150 mm 時,鉆削進(jìn)給量從0.05 mm / r 增加到 0. 1 mm / r,圓度誤差的預(yù)測結(jié)果從 2. 9 μm 增加到 4. 9 μm,而實驗結(jié)果則從 2. 7 μm增加到 4. 8 μm; 若選定加工深度為 200 mm 時,切削轉(zhuǎn)速從 390 r/min 增加855 r/min,圓度誤差的預(yù)測結(jié)果與實驗結(jié)果分別從 2. 8 μm 增加到 4. 9 μm 和從 2. 6 μm 增加到 5. 2 μm. 此外,盡管孔圓度誤差的預(yù)測結(jié)果與實驗結(jié)果存在一些差異,但二者之間的誤差幾乎都在 10% 以內(nèi),這表明本文所提出的方法適用于預(yù)測被加工孔的圓度誤差及其變化趨勢,且具有較高的精度。然而,就預(yù)測結(jié)果與實驗結(jié)果之間的差異而言,主要是由于本文采用的切削力模型尚存在不足之處,例如導(dǎo)向塊與孔壁表面之間的摩擦效應(yīng)、材料本身的性能等因素未被考慮。
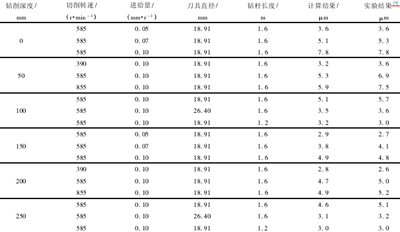
表1 圓度誤差的理論計算與實驗結(jié)果對比
4 、應(yīng)用算例與分析
本節(jié)將運(yùn)用前文所述的算法編制程序,探究不同切削轉(zhuǎn)速條件下,刀具中心動態(tài)軌跡與孔表面圓度形貌之間的關(guān)聯(lián)聯(lián)系,進(jìn)而為實際加工過程中精準(zhǔn)預(yù)測或控制被加工孔的圓度誤差奠定基礎(chǔ)。圖5~圖 7 分別給出了當(dāng)進(jìn)給量為 0. 1 mm/r、鉆桿長度為 1. 6 m 及刀具直徑為 18. 91 mm 時,選取390 r / min、560 r / min 和 830 r / min 3 種不同切削轉(zhuǎn)速進(jìn)行加工,獲得的刀具中心動態(tài)軌跡。從圖5~圖7中可以看出,隨著切削轉(zhuǎn)速的增大,刀具中心動態(tài)軌跡的振動范圍不斷增大,但振動特征卻呈現(xiàn)出明顯差異。例如當(dāng)?shù)毒咿D(zhuǎn)速為 390 r/min 時,刀具中心的動態(tài)軌跡呈現(xiàn)出明顯的 4 波瓣軌跡,而切削轉(zhuǎn)速為560 r / min 和 830 r / min 時,上述現(xiàn)象卻并不明顯。為了進(jìn)一步研究孔圓度形貌的形成機(jī)制,可取上述相同的加工參數(shù),繪制出孔圓度形貌軌跡,如圖8所示。從圖 8 中可以看出,對于 3 種不同的切削轉(zhuǎn)速而言,刀具每切削一個周期所形成的圓度形貌軌跡與相鄰兩周之間均存在著一個相位差εp,進(jìn)而造成了相鄰切削周期內(nèi)所形成的孔型存在角度差異。若相位差εp越小,則相鄰切削周期的孔型偏差也就越小。結(jié)合 Bayly 等和 Tlusty的研究可知,孔圓度形貌的偏差與刀具系統(tǒng)固有特性有著直接聯(lián)系。基于此,利用本文所述的數(shù)值計算方法,獲得深孔刀具系統(tǒng)的第 1 階固有頻率為 25. 2 Hz,將其轉(zhuǎn)化成相應(yīng)的轉(zhuǎn)速單位為 1 510. 8 r/min. 若選取切削轉(zhuǎn)速為 390 r/min 時,該值恰好接近于固有頻率的四分之一( 即 377. 7 r/min) ,因而被加工孔圓度形貌呈現(xiàn)出明顯的 4 瓣特征,如圖 8 ( a) 所示。圖9 ~圖 12給出了當(dāng)切削轉(zhuǎn)速分別為深孔鉆桿系統(tǒng)第 1 階固有頻率的 1 /2、1 /3、1 /4 和 1 /5 時,計算獲得的刀具中心動態(tài)軌跡,相應(yīng)的波瓣數(shù)為 2 瓣、3 瓣、4 瓣、5 瓣。通過上述數(shù)值算例可以看出,雖然實際鉆削中引發(fā)孔圓度形貌變化的原因不同,但其形成的過程和出現(xiàn)的規(guī)律是相同的,即孔圓度形貌與刀具系統(tǒng)的低階固有頻率及激勵頻率有著最為直接的聯(lián)系。
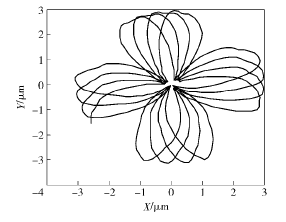
圖5 當(dāng) Ω = 390 r/min 時刀具中心的動態(tài)軌跡
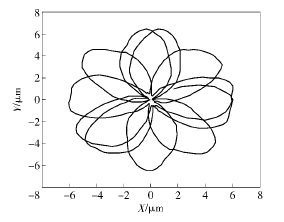
圖6 當(dāng) Ω = 560 r/min 時刀具中心的動態(tài)軌跡
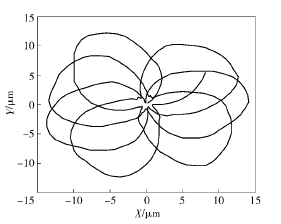
圖7 當(dāng) Ω = 830 r/min 時刀具中心的動態(tài)軌跡
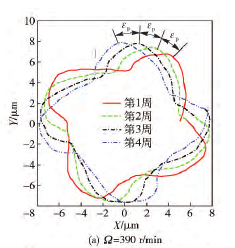
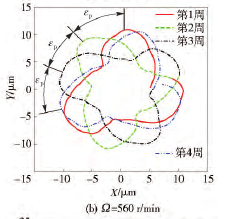
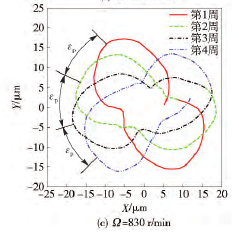
圖8 不同轉(zhuǎn)速時孔表面圓度的二維形貌軌跡
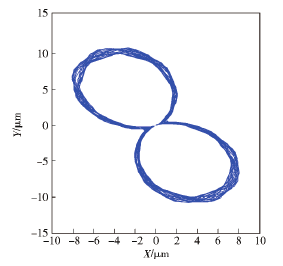
圖9 當(dāng) Ω = 755. 4 r/min 時刀具中心的動態(tài)軌跡
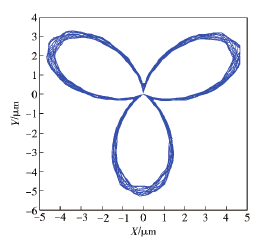
圖10 當(dāng) Ω = 503. 6 r/min 時刀具中心的動態(tài)軌跡
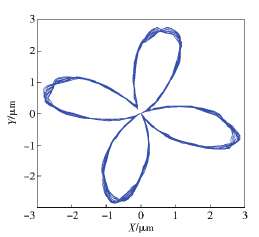
圖11 當(dāng) Ω = 377. 7 r/min 時刀具中心的動態(tài)軌跡
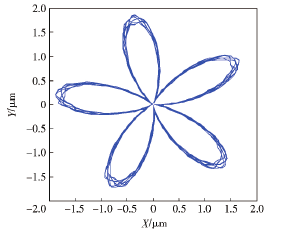
圖12 當(dāng) Ω = 302. 16 r/min 時刀具中心的動態(tài)軌跡
5 、結(jié)論
考慮到實際深孔加工刀具系統(tǒng)結(jié)構(gòu)的復(fù)雜性,將刀具系統(tǒng)離散為多段具有局部結(jié)構(gòu)特征的梁單元,其中相鄰單元之間滿足模態(tài)形函數(shù)傳遞矩陣的連續(xù)條件,進(jìn)而構(gòu)建了深孔圓度形貌形成軌跡的解析表達(dá)式。運(yùn)用該數(shù)值計算方法,研究了刀具動態(tài)特性與加工孔圓度形貌之間的關(guān)聯(lián)關(guān)系。由數(shù)值計算結(jié)果可以看出,雖然深孔鉆削過程中引發(fā)孔圓度誤差變化的原因不同,但其形成的過程和出現(xiàn)的規(guī)律是相同的,即孔圓度誤差形貌與刀具系統(tǒng)的固有頻率及激勵頻率有著最為直接的聯(lián)系。此外,算例結(jié)果也驗證了本文所提出的方法適用于探究被加工深孔圓度誤差的變化規(guī)律,這些將為實現(xiàn)深孔切削過程加工孔圓度誤差的預(yù)測與控制奠定基礎(chǔ),且具有足夠的精度。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年7月 新能源汽車銷量情況
- 2025年7月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點智造,多談點制造
- 現(xiàn)實面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別