



HTM系列臥式車銑復合加工中心的研發與應用
2020-6-18 來源:機床協會 作者:-
一、產品概述
臥式車銑復合加工中心作為機床行業的高檔機床之一其市場需求巨大,在提高能源、航空、航天、船舶及軍工等行業一些關鍵零件的加工精度和加工效率方面具有不可替代的作用。
沈陽機床HTM系列臥式車銑復合加工中心是針對汽車、航天、軍工等行業高檔數控機床的需求而研制開發的,該機床以“零件單機完工”為設計宗旨,融合了車削中心與臥式加工中心的優點,采用X1、Y、Z1三個直線軸正交結構,加大的Y軸行程很好地擴展了機床的加工空間。與可以連續分度的車削主軸(C軸)和在240°范圍內擺動的銑削主軸(B軸)配合,能進行五軸聯動加工,極大地改善了機床對復雜零件的加工能力。
機床配置自動換刀機構,車、銑主軸采用大功率電主軸驅動,工件一次裝卡調整后,不僅能進行車削、銑削、鉆削、磨削等多工序的復合加工,利用多軸聯動功能還可完成零件傾斜部位及復雜空間曲面的加工,極大地提高了加工效率與精度。
HTM系列臥式車銑復合加工中心體現了當今數控機床高效、高精、復合化的發展趨勢,尺寸公差為IT6級;加工表面粗糙度Ra1.6μm,圓度為3.5μm,該機床的顯著特點是銑削加工葉片螺旋面、加工偏心零件、銑削斜面等,特別適用于復雜零件的加工。
二、新技術的應用情況
現代數控機床的主要特征為高速、高精度和高動態特性,沈陽機床對HTM系列車銑復合加工中心動態性能展開研究,通過借鑒國內外機床動態特性測試手段以及機床整機仿真分析等方法,為高檔數控機床的性能評估及改善,為結構優化提供依據;基于現有機床原型構建機床動力學模型分析計算,并針對機床主要部件進行結構優化改善整體動態性能。
沈陽機床緊緊圍繞重點用戶領域需求,進行高速車銑復合、銑削主軸、高剛性高定位精度B軸技術及熱變形誤差補償技術的研究開發,攻克了一系列技術難題。
1. 高剛性高定位精度B軸技術
通過對高剛性高定位精度B軸技術的研究,解決了三個關鍵技術問題,即B軸高定位精度的實現方式;B軸高剛性的實現方式;小空間內B軸附屬功能的實現方式。B軸的驅動依靠安裝在主軸上的大轉矩、高可靠性的力矩電機來完成,外環配有水套,實現力矩電機的循環冷卻,控制B軸溫升。
主軸旋轉分度時,依靠轉臺軸承進行回轉支撐。主軸后端配有高精度直聯反饋光柵,保證B軸的分度精度。該B軸裝置有兩種鎖緊固定方式,當B軸分度角度是2.5º的整數倍時,通過軸承前端的鎖緊齒盤進行固定;當B軸分度角度不是2.5º的整數倍時,通過B軸后端的剎車機構進行鎖緊。在B軸參與插補加工的過程中,如果出現振動,可以對B軸后端的剎車機構進行低壓控制,使其起到增加減振阻尼的作用。B軸裝置后端有復雜的液壓、冷卻、氣動配給裝置,保證B軸裝置及車削主軸功能的實現(見圖1)。
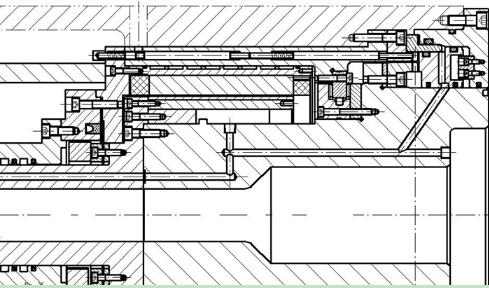
圖1 B軸機械圖
為提高B軸控制精度和響應速度,對原有產品進行升級改造,更改B軸結構,HTM63系列車銑加工中心采用力矩電機式B軸(見圖2)代替機械式B軸結構形式(見圖3)。相比機械式B軸具有以下優點,傳動鏈減少,以力矩電機結構代替原齒輪傳動結構,減少了減速變速、齒輪傳動、齒輪定位等環節和零件;在保持B軸扭矩不變的情況下,提高系統傳動效率及響應速度,便于加工制造和壓縮裝配調整時間,提高裝配效率,減少裝配誤差;提高B軸動態響應能力,減少響應時間,提高加工效率,增加使用可靠性和穩定性。
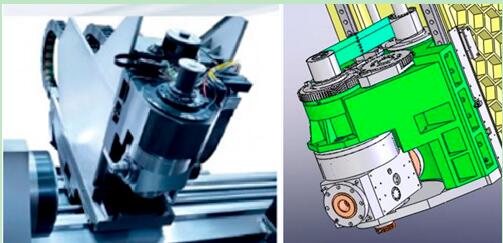
圖2 力矩電機B軸結構 圖3 機械B軸結構
機床主軸采用高速、高可靠性的內裝電機實現直接驅動,反饋光柵直聯結構,保證車削主軸的高動態特性;主軸箱體內置水套,對電主軸進行循環冷卻;車削主軸前端布置液壓鎖緊機構,保證了工件任意角度定位進行銑、鉆加工時的鎖緊剛性。電主軸主軸箱如圖4所示。

圖4 電主軸主軸箱
對主軸刀具高壓內冷進水結構也進行了改進,原結構在使用一段時間后,受機加件加工精度的工作影響,存在漏水問題,影響使用壽命。將原結構改為旋轉接頭,靠高壓水壓力自動密封接頭,有效解決了結構漏水,提高了使用壽命,增加密封可靠性。
HTM63系列車銑加工中心副主軸鎖緊裝置改進為滑塊鎖緊,床身加高更改內部筋型,B軸三齒盤鎖緊機構由外布置改為內布置結構。第二主軸鎖緊原為液壓壓板結構,布置在床身內側。使用中發現問題為當有鐵屑或油污進入床身內部后,會造成鎖緊失靈,不在正確位置鎖緊;后采用鎖緊滑塊形式,通過對導軌鎖緊達到定位鎖緊目的。這種鎖緊形式安裝、調整、維護和使用方便,定位鎖緊安全可靠,精度和可靠性高。
針對原床身剛性不好,裝配后床身精度不好等情況,重新設計床身內部結構。原床身結構如圖5所示,內部為1條筋型支撐,床身整體變形量大;通過計算分析機床受力點和變形量最大點,通過軟件模擬分析增加床身內部筋型,調高床身高度等設計改進,增強了整體剛性,減小了床身變形量,達到提高機床精度、可靠性的目的,同時提高了床身固有頻率達到遠離機床共振點,避免切削共振產生。改進后床身結構如圖6所示。
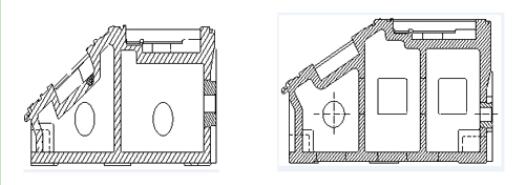
圖5 改進前床身結構 圖6 改進后床身結構
B軸原分度鎖緊機構布置在滑枕外側,裸露布置。易受到油氣污染銹蝕,同時原銑削頭,受機構整體變形影響鎖緊時鎖緊角度誤差容易超差,精度保持性不好。本次改進將鎖緊機構整合在B軸箱體內部,靠近銑削頭處,B軸整體全防護,鎖緊機構使用精度和壽命得到提高,同時增強機構運行可靠性和穩定性。HTM80150機床如圖7所示,HTM63150iy機床如圖8所示。
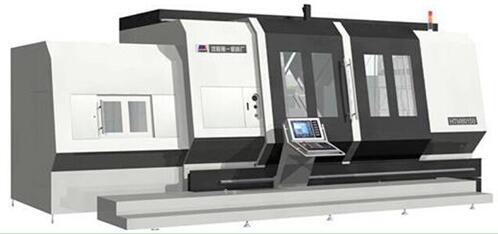
(a)外部展示圖
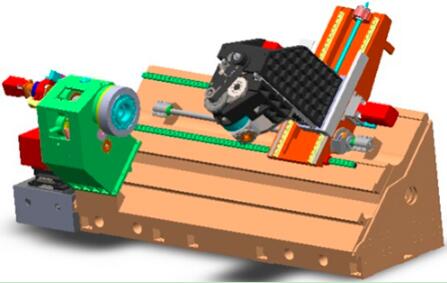
(b)部分結構示意圖
圖7 HTM80150機床
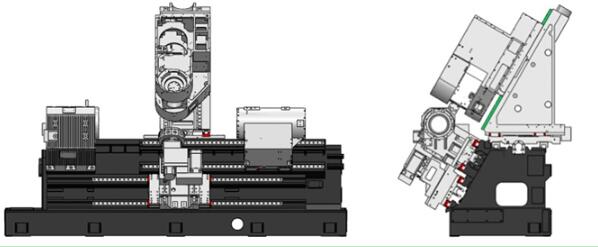
(a)正視圖 (b)機床側視圖
圖8 HTM63150iy機床
2. 車銑復合加工中心動態性能測試及拓撲優化
通過對車銑復合加工中心動態性能展開研究,借鑒國內外機床動態特性測試手段以及機床整機仿真分析等方法,實現高檔數控機床的性能評估及改善,為結構優化提供依據。基于現有機床原型構建機床動力學模型分析計算,并針對機床主要部件進行結構優化改善整體動態性能。
(1)模態測試
綜合模態分析方法即用模態試驗的結果來驗證和校正模態仿真的設置。由于在模態仿真中需要設置模型的材料參數、邊界條件和結合面部件等效參數(包括滾珠絲杠、滑塊導軌、軸承),變量較多,各變量對于仿真結果的影響機理較為復雜。鑒于此原因,我們在進行模態試驗時采用邊裝配邊進行模態試驗的方法,也即當裝配一個部件時即進行模態試驗并進行模態仿真,并用模態試驗校正仿真參數,這樣就確定下該部件的仿真參數。當再裝配下一個部件時同樣進行模態試驗和模態仿真,這樣只需要調整下一個需要裝配的部件的仿真參數。由此,便于控制模態仿真過程中的單一變量,減少誤差。
將各個機床部件參數導入機床整機模型進行仿真,得到機床的整機模態性能如圖9所示。
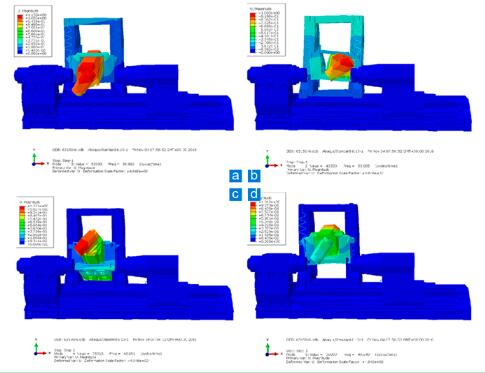
(a)機床整機一階模態圖(b)機床整機二階模態(c)機床整機三階模態(d)機床整機四階模態
圖9 機床整機各階模態
從以上整機模態仿真結果可以看出,機床第一階的振動頻率為33Hz,振型為銑主軸結構的振動變形和立柱結構的振動變形,二階振型也為立柱結構與銑主軸結構的振動變形。需要對機床相關部件進行優化和改進。
(2)立柱輕量化
機床立柱結構的優化目標為:低階固有頻率高、運動部件質量小、兼具體積與效率。
對機床立柱的箱體式結構進行相應的優化和改進,如圖10所示。將機床的箱體式結構修改為開放式結構,將箱體式結構的垂直交叉肋板修改為更為穩定的斜交叉肋板,并加一些肋板進行加固。采用該結構材料節省0.03m3,若是采用鑄鐵材料,重量減輕約210kg。
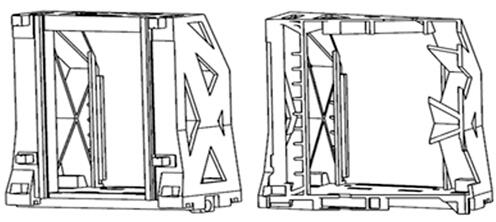
圖10 輕量化立柱結構與剖視圖
使用該立柱結構對機床進行模態仿真,該模型設置與機床原仿真模型設置一致,僅將原模型中的立柱結構換為經過改進的機床立柱結構。仿真結果如圖11所示。
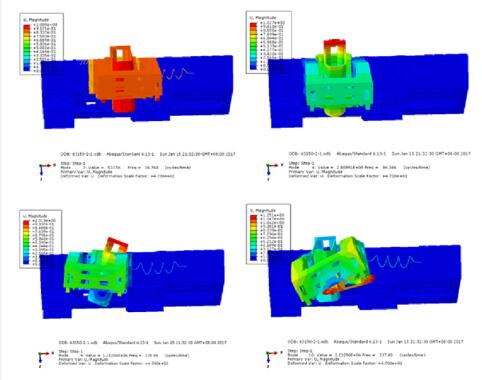
圖11 機床立柱仿真結果(部分略)
(3)銑主軸結構優化
固有頻率較低說明結構的結構剛度較小,或者承載質量較大。提高結構的剛度或降低結構的承載質量,都可以提高機床的固有頻率。根據研究對象的設計,機床的銑主軸長度僅為350mm,可以節省更多的空間,機床的加工空間更大,同時在不降低輸出功率的情況下,該型號主軸的功率密度更高,質量更輕,對于機床的動態特性更有利。
對比機床原設計動態特性仿真分析結果以及銑主軸經過改進設計的機床動態特性結果,見表1。
從表1對比分析可以看出,采用新主軸的設計結果,機床各階次的頻率都有提升,對銑主軸振動的階次的振型尤其明顯,高階模態頻率提升也較明顯。
(4) 結構拓撲優化
此次對結構拓撲優化的流程如圖12所示。
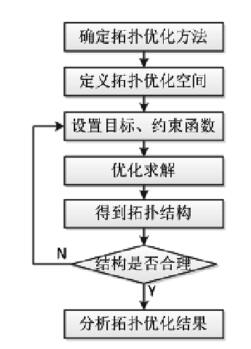
圖12 拓撲優化流程
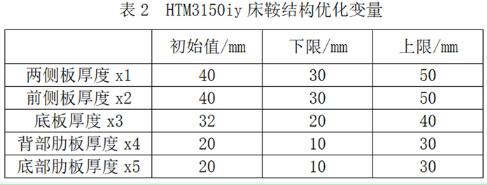
在HTM3150iy的床鞍結構研究中,進行了結構尺寸優化的研究工作。如圖13所示,其中,x1為兩側板厚度,x2為前側板厚度,x3為底板厚度,x4為背部肋板厚度,x5為底部肋板厚度。其優化變量見表2。
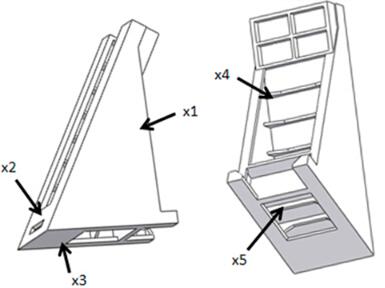
圖13 HTM3150iy床鞍結構
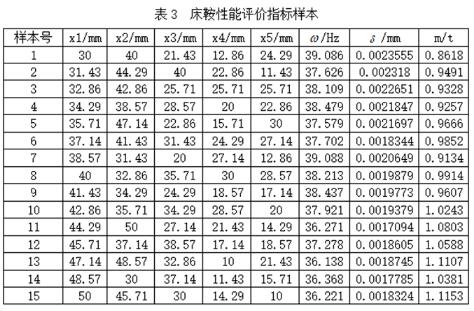
根據設計變量的變化范圍,采用拉丁超立方設計方法,使試驗設計矩陣中各個樣本點因素水平分布盡可能均勻,得到15組試驗數據,并對得到的數據點進行仿真,形成床鞍性能評價指標樣本(見表3)。
通過表3,借助Isight軟件建立RBF近似模型,并根據所建立的RBF近似模型,基于帕累托法則,得到輸入輸出的帕累托圖(見圖14)。
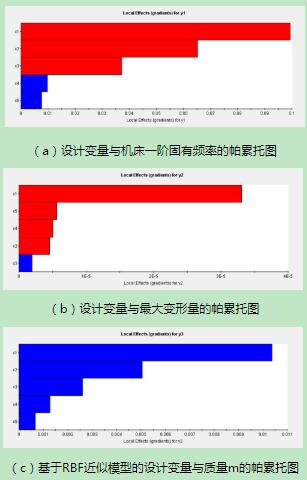
圖14 設計變量與響應的帕累托圖
利用RBF近似模型進行優化分析,借助優化算法,得到最優解,為了方便鑄造,對尺寸進行一定的改進。并基于原始有限元模型,將設計尺寸改為優化改進后的尺寸,重新生成模型,并進行靜力分析和裝配條件下的模態分析,得到的結果如表4所示。
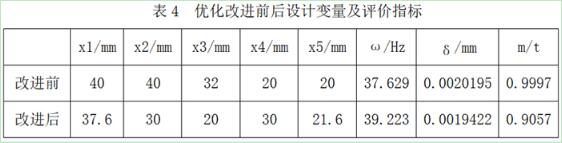
由表4可以看出,經過優化改進后機床一階固有頻率提高了4.24%,最大變形量減小了3.83%,同時床鞍的質量減輕了94kg,減少了9.4%。此次優化在減輕了床鞍質量的前提下,同時提高了一階固有頻率,并且降低了機床床鞍最大變形量,且結構的靜動態特性有所加強,因此該尺寸優化改進是可行的。
采用變密度法,經過有限元分析及迭代計算,得到機床床鞍結構拓撲優化結果,其密度云圖如圖15、圖16所示,紅色區域為密度大的材料需要保留,藍色區域為密度小的材料,對結構性能影響相對較小,可以嘗試去除。
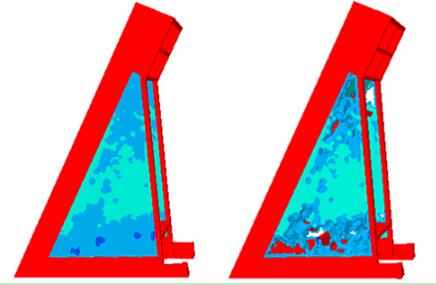
圖15 床鞍密度云圖 圖16 床鞍拓撲優化結構
從鑄造工藝及加工成本方面進行考慮,根據床鞍拓撲優化的結果,兼顧鑄造方便性及可行性,建議分別在兩側板的下部開兩個圓孔,在兩側的上部開一個孔,改進后的結構如圖17所示。
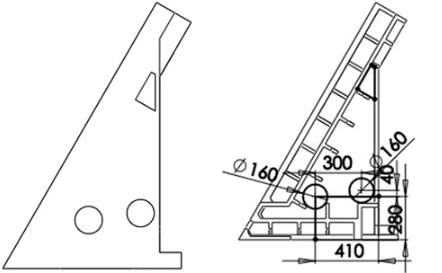
圖17 拓撲優化改進后結構

通過表5可知,進行拓撲優化后,機床的一階固有頻率有所提升,并且最大變形量變化很小,且比原結構的最大變形量小,同時床鞍的質量又減少了3.6%,達到了設計目的,因此該設計是合理的。
三、成果應用及推廣情況
在研發HTM系列臥式車銑復合加工中心的過程中,開展了機床結構優化技術、熱變形誤差補償技術、多軸聯動車銑復合加工工藝、可靠性技術、在線檢測技術、三維防碰撞技術、動態性能研究與測試技術、空間誤差補償技術、高剛性高定位精度B 軸技術和帶刀具自動識別系統的自動換刀技術的研究。對于以上關鍵技術的研究,對車銑復合數控加工設備的研發和生產提出了重要的參考和指導要求。
車銑復合加工設備的精度及其性能指標直接影響了產品的加工精度。車銑復合加工工藝設計對車銑復合加工設備的性能依賴性更大,車銑復合加工設備的主軸數目、刀架數目、主軸與刀架的相對位置關系都對車銑復合工藝有很大影響。因此,為了完成高精度的產品加工要求,車銑復合數控加工工藝設計及其仿真或實際加工可以有效檢驗車銑復合加工設備的精度和參數指標。
在車銑復合加工機床研發方面,可考慮解決現有的車銑復合工藝設計問題,如工藝設計過程中,易出現刀架上的非加工刀具與工件或機床干涉的問題,可考慮將刀架改為刀塔,并建立刀具庫,不僅提高了加工過程中可攜帶的刀具數量,而且大大減少了發生干涉碰撞的概率。
在車銑復合加工機床的生產裝配方面,車銑復合加工工藝對機床刀架、主軸的位置精度、雙主軸之間的位置精度、雙刀架之間的位置精度等方面提出了具體的要求,合理安排車銑復合加工設備裝配工藝,保證車銑復合機床的精度要求。如HTM63系列車銑加工中心是沈陽機床自行開發設計HTM系列五軸車銑中心的更新換代產品,具有國際先進水平。該車銑中心除了可以實現直線、斜線、圓弧、錐螺紋及多頭螺紋外,還可進行銑直、斜面,銑螺旋槽,銑螺紋,以及鏜、銑鉆等多種加工方式,特別適合于軍工、航空航天、船舶、運輸等行業對高精度、形狀復雜的大型回轉體零件加工的要求。
同時在產品研發與產業化過程中,同相關用戶緊密聯系,針對臥式車銑復合加工中心的幾個典型樣件,進行車銑復合工藝研究與示范應用,實現一次裝卡中完成回轉車削、斜面及曲面銑削、斜孔及孔口倒圓加工等多道工序。
掌握和優化用戶加工工藝,努力開拓市場需求空間,始終把用戶的需求放在第一位,通過解決最終銷售問題,保證了產業化目標的實現。
(來源:《世界制造技術與裝備市場(WMEM)》雜志2020年第1期 作者:王帥 溫華棟 楊國強,沈陽第一機床廠有限公司 責編:梅峰)
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

