



航空發動機制造裝備驗收現狀與關鍵技術
2020-5-11 來源: 中國機床工具工業協會cmtba 作者:原創 于建華 等
接上文“航空發動機零組件加工特點與裝備分析”及2020年5月7日“航空發動機制造裝備的性能需求"(可點開鏈接閱讀)。因原文較長,為便于閱讀,經與作者商議,將其拆分成相對獨立的3篇文章陸續發布,但保留原文圖片及參考文獻的編號。若想一氣呵成看全文,請關注《世界制造技術與裝備市場(WMEM)》雜志2020年第3期“航空發動機加工裝備的性能需求與驗收關鍵技術”一文。
——編者注
1 、驗收流程
設備選型:這個階段是設備廠商了解用戶需求的重要階段,是保證設備滿足后期使用要求的前提。機床企業的設計代表和航空用戶的工藝代表應進行多輪次的技術交流,將設備的功能、性能、配置、數控系統、精度、使用便捷性、可靠性等逐項落實。如果是重要設備,要專門設計樣件進行試切加工,對功能和性能可行性進行驗證,最終形成指導設備選型的《技術規格書》。對于新研制設備,探索機床企業與航空用戶企業關鍵技術人員交叉任職、較長時期交流辦公等深度融合的工作機制,有利于推動高端機床與航空發動機制造的匹配發展。
招標投標:由設備廠商的銷售代表和航空用戶的商務代表依據《技術規格書》和招投標法規完成。
技術協議:對設備的用途、功能、結構形式、主要技術指標、安裝要求、關鍵部件配置、驗收執行標準、供貨范圍及其他特殊要求做出約定,形成《技術協議》。
合同簽訂:由設備廠商的銷售代表和航空用戶的商務代表依據《技術協議》和合同法規完成。
設備預驗收:這是至關重要的環節,尤其對于有特殊要求的設備,應該將特殊的性能要求充分進行加工驗證,如有必要甚至可以創新性地設計新的驗收標準。預驗收主要檢查、驗證所購置的機床能否滿足自身產品的加工質量及生產效率要求,提供的資料、備附件等是否齊全,具體內容根據《技術協議》中的要求。需要注意的是:機床通過正常運行試加工并經整體檢驗合格后,購置方才能進行預驗收工作,預驗收通過后可以向用戶廠家發運機床。
設備終驗收:主要包括到貨后開箱驗收、安裝過程驗收、安裝后總體驗收。對于分體運輸的大型設備,在用戶場地對經過長途運輸后的各部件安裝組合精度進行恢復調試更有利于機床的精度保證和運輸隱患排查。機床驗收時的所有驗收記錄都應有簽字確認,并交由用戶設備主管部門保管存檔。
2 、驗收內容
航空發動機數控機床與裝備的驗收是指利用高精度儀器對機床本身的機械、電路、液壓和氣動裝置等各系統進行綜合使用性能、單項使用性能和靜態及動態精度檢測的過程,最后給出本機床性能的綜合評估。驗收的項目主要有以下五部分內容。
(1)機床外觀功能檢測
主機及各零部件有無磕碰損傷、銹蝕等現象;各系統的動作試驗、空載/負荷運轉試驗。
(2)機床幾何精度檢測
各運動軸相對工作臺移動的直線度、平行度、垂直度、平面度、跳動等,對于機床的幾何精度和定位精度檢測要打開后臺補償,查閱機床精度補償量,對于補償較大的應要求進行硬件調整或更換。
(3)機床位置精度檢測
機床各驅動軸在數控系統控制下的定位精度、重復定位精度、反向差值、原點的復位精度、位置偏差及定位系統偏差等。一般推薦采用VDI/ DGQ 3441,GB/T17421.2,ISO 230 –2等標準。
(4)機床工作精度檢測
對于車削機床、四軸以下機床的工作精度檢測一般推薦NAS試件,如果切削難加工材料或者有其它特殊要求,可適當增加未來需加工的典型特征試件;對于五軸機床除了NAS試件外,應針對性設計可檢測外圓與內孔同軸度、圓度、傾斜角度、鉆/鏜孔精度及各尺寸精度等的試件;對于航空發動機難加工材料所用機床,主軸的扭矩、功率、轉速要符合加工工況的扭矩/功率/轉速曲線圖,不能以單個指標去衡量切削性能;尤其對于工作剛度和動態性能會有針對性的驗收措施。
(5)機床綜合性能檢測
機床軟件程序導入導出及后處理匹配性;機床負載一定周期下的可靠性與精度保持性;裝夾找正、上下料、維護保養操作便捷性。
3 、存在問題與關鍵技術
新出廠的數控機床與裝備在檢驗時僅把機床本身的幾何與位置精度、加工精度作為考核測試的標準是遠遠不夠的,必須對機床綜合精度和動態響應特性、連續運轉時間、系統穩定性及機床溫升等各項指標做出全面的檢測。只有這樣做才能夠保證高速切削數控機床今后加工性能的穩定度[15]。美國航空航天局于1969年發布了NAS 979標準,這也是此前唯一被行業公認的試件標準。然而大量的實踐表明,NAS五坐標錐臺檢測試件加工時始終處于開角加工區域,不能準確反映機床的綜合精度。傳統精度檢測儀器如激光干涉儀、雙球桿儀、激光跟蹤儀等對多軸聯動誤差和動態誤差檢驗的局限性逐步顯現。近年來S型試件、RTCP檢驗方法逐漸得以推廣和應用,有效彌補了五軸機床加工航空難加工材料時工作性能檢測的短板。此外,航空發動機企業對于專用或者復雜的機床裝備還要設計專門樣件,進行樣件加工,它是對機床從設計到制造再到安裝調試的質量和性能的總體檢驗,直接關系到機床裝備的功能、加工精度和綜合加工能力的可靠性。
(1)S型試件檢測
NAS試件主要對機床的幾何精度敏感,而對動態精度不敏感,按照此標準驗收的五軸機床在加工飛機結構零件復雜曲面時,大量出現過切、欠切、表面嚴重波紋等情況。為此,由中國主持修訂、由中航工業成都飛機工業(集團)有限責任公司基于航空制造經驗及多年自主深入研究成果提出的,ISO10791-7: 2020《加工中心檢驗條件第7部分:精加工試件精度檢驗》國際標準,獲國際標準化組織(ISO)批準正式發布,成為國際標準 [16]。如圖20所示,試件由S形走向的扭曲曲面形成的等厚度緣條和矩形底座組成。S型緣條由上下兩個平面上的四條S形曲線相互交叉構成。由于緣條與底平面的夾角連續變化,在連續加工S型曲面緣條兩側時,可檢查五軸數控機床連續變軸加工零件表面時的粗糙度、厚度、輪廓誤差等,檢驗機床開、閉角轉換時的性能,更好地反映多軸加工中各運動部件的綜合精度和動態響應特性,更能體現航空薄壁件的機床加工性能。在圖20中,直紋面A由兩條準均勻三次B樣條曲線定義,這兩條B樣條曲線分別由兩組控制點即Mi(i=0-11)和Ni(i=0-11)定義。與直紋面A相似,直紋面B也由兩條準均勻三次B樣條曲線進行定義,兩條樣條線分別由兩組控制點Pi(i=0-11)和Qi(i=0-11)定義[17]。
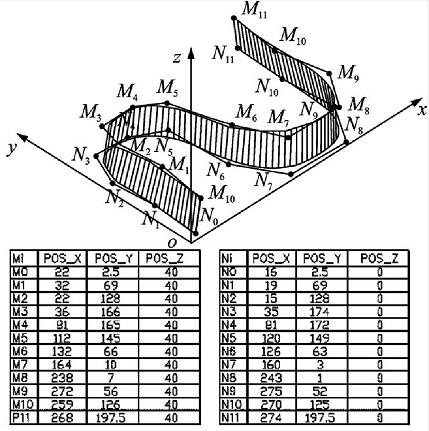
圖20 S型試件(直紋面A和B)
(2)RTCP精度檢驗
隨著用于檢測刀具中心點空間位置誤差的R-test測量儀的研究成熟,可通過三個位移傳感器測量球頭空間位置配合機床刀尖跟隨功能(Rotation Tool Centre Point,RTCP),快速檢測多軸聯動時的刀具中心點空間運動誤差。R-test測量裝置的性能主要取決于測量范圍和測量敏感度,應該選擇較大測量半徑和較高測量敏感度的測量儀[18]。目前,ISO10971-6國際標準中針對雙擺頭五軸機床的RTCP檢測用AK4軌跡,操作簡單,無須編寫檢測數控代碼,但無法反映出航空發動機零件曲面突變加工時所需的機床動態性能,在RTCP 檢測軌跡的規劃過程中,應采用更加復雜的函數或通過選取點位進行樣條擬合的方式生成檢測軌跡(如S型軌跡),以提升檢測性能[19]。

圖21 RTCP精度檢測
(3)樣件設計與檢測
航空發動機零件對于機床的剛度、特殊工位行程可達性、難加工材料切削性、使用便捷性等有苛刻要求。設計與真實零件特征相似的樣件,觀察樣件加工過程后置處理、刀具路徑規劃、路徑光順、誤差檢測與補償、原位測量與自適應補償的各功能的運行狀況[20],檢測加工樣件的精度可以有效評價機床的使用性能。
綜上,對于航空發動機零件加工的關鍵設備,用傳統檢測儀器進行幾何精度和位置精度檢測;對于多軸機床要進行S形試件加工和RTCP精度檢查;對于精加工或難加工材料切削機床要設計專門樣件進行工作精度檢查。
4 、驗收項目與流程
重要的機床與設備采購要經過以下九大環節才能完成驗收(見圖22),機床設計人員應該在設備選型伊始就充分參與進來,并與機床使用的工藝人員充分交流,摸透用戶需求;在機床使用工藝人員要選擇合適的驗收標準,對機床所需的性能進行充分檢驗。
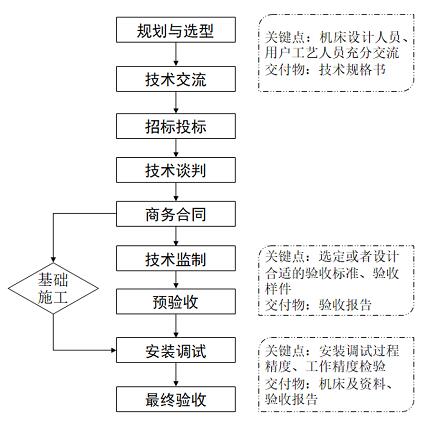
圖22 驗收流程邏輯圖
結論
綜上所述,本文根據航空發動機零件結構的復雜特點和加工中的特殊要求,對所需的關鍵短板裝備性能特點進行分析。通過總結航空發動機的設備選型、性能提升改造、驗收與使用經驗,得到以下結論:
(1)對于航空發動機所需的關鍵與瓶頸裝備,應充分發揮“用、產、學、研”機制,由用戶牽頭,設備企業、高校和研究機構參與,研制之初就吃透工藝需求,共同攻關,新開發的機床應經過大量機床測試,通過幾輪迭代創造出符合先進航空發動機工藝需求的新裝備。
(2)航空發動機研制生產準備周期長,需要的工藝裝備品種多,要求高。而且發動機還需要不斷更新換代,具有典型的多品種小批量特征,尤其是特種加工設備,批量不大。對于這些難度高、投資大、批量小的工藝裝備需要國家項目大力支持。
(3)機床設計應重點關注結構功能一體化、多種工藝復合機床的研制,關注本文提出的共性技術性能提升。同時,機床設計者和機床使用者應該大膽創新,敢于提出新標準,與行業協會和各級標準化組織共同推動建立高端機床中國標準。
(4)對于粉末冶金難加工材料高效切削、復合材料切削加工、復雜型面(如渦輪盤榫槽等)電加工和磨削加工、激光打孔(單晶葉片氣膜孔)、增材制造等設備和驗收標準,還有待進一步開發和研究。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

