


不同磨損狀態下刀具車削振動特性試驗研究
2016-11-21 來源:江蘇師范大學機電工程學院 作者:袁冠雷,李順才,楊 睿,吳明明
摘要:對3種磨損狀態的刀具進行車削試驗,利用振動測試系統、壓電式三向加速度傳感器及Vib’SYS振動分析系統,采集車削刀具的振動信號,分析信號的時域和頻域特征,研究3種刀具各向振動的加速度最大值和自功率譜密度均值隨主軸轉速的變化規律.研究表明:1)初期磨損和正常磨損的刀具振動特征值隨主軸轉速的變化規律相似,呈現先增大后降低的趨勢;2)嚴重磨損刀具的振動特征值隨主軸轉速的增加而不斷增大;3)不同磨損狀態的刀具沿工件徑向所受沖擊最大,而振動能量主要沿軸向分布.
關鍵詞:車削刀具;三向振動;自功率譜;時域分析;頻域分析
0.引言
車削加工過程中,刀具與工件接觸產生摩擦導致刀具的磨損.刀具的嚴重磨損會降低工件加工精度,劣化其表面粗糙度,加劇車削系統的振動,造成車削環境的噪聲污染,減少設備使用壽命,降低生產效率.許多學者研究了機械加工中的振動機理及特性.張正義等[1]根據細長軸車削理論建立車削加工力學模型,通過Matlab 得到的振型函數與用ANSYS模態分析得到的仿真結果一致.郭瑞琴等[2]建立了三自由度再生型顫振的動力學模型并對刀具振動響應進行仿真研究,得出刀具切向上振動最大,軸向上次之,徑向上最小.邵明輝等[3]通過試驗研究了不同進給速度下刀具的三向振動響應.孟華等[4]利用QLVC-ZSA1振動信號分析儀及加速度傳感器,對數控車床在不同切削要素的車削過程中刀具的振動響應進行了測試及量化研究.張強等[5]利用振動信號分析儀及壓電式加速度傳感器,研究了數控車床在不同進給速度下刀具上下表面的振動響應,得到了刀具振動加速度信號的時域曲線及自功率譜密度曲線.吳迪等[6]采用加速度傳感器對振動信號進行監測,通過信號分析實現刀具磨損與振動信號的關聯.謝厚正等[7]采用振動測試的監測方法進行刀具磨損的在線研究.陳會斌等[8]對采集的振動信號進行時域、頻域分析,通過提取有效的特征量并結合工件表面粗糙度來判斷刀具磨損的規律.目前對于刀具振動特性的試驗研究成果較多,但不同磨損狀態下刀具車削振動的量化研究有待深入.本文通過3種不同磨損狀態刀具的車削試驗,采集車削過程中刀具的三向振動信號,利用時域和頻域分析研究不同磨損狀態下刀具的振動響應特性.
1.試驗設備
以CJK6163-MATE-360X570型數控車床為試驗平臺,切削方式為干切削.工件為直徑45 mm 的鋁棒.采用DCMT11T302-SM IC907 型硬質合金涂層刀片,選擇3 種磨損狀態的刀片:D1(初期磨損),D2(正常磨損),D3(嚴重磨損).采用壓電式三向加速度傳感器拾取刀具三向振動信號.傳感器的X、Y、Z 方向分別接入測振設備的9、10、11通道,其中X、Y、Z 向分別對應軸向、徑向及切向振動.
2.試驗方案
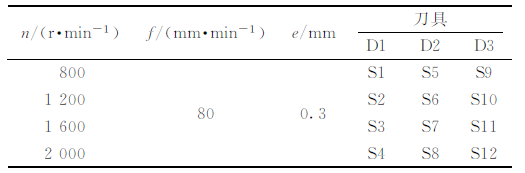
采用單因素試驗方法對3種磨損狀態的刀具分別進行不同主軸轉速下的車削試驗.設定進給速度f、背吃刀量e 及主軸轉速n.對刀具進行車削試驗時,更換不同磨損狀態的刀具時要同時更換工件,每次車削試驗中工件的材料及尺寸相同.設定采樣頻率1000 Hz,采集時間1 min.試驗的編號為S1~S12,試驗方案如表1所示.
表1 車削試驗方案
3.試驗結果及分析
對振動信號一般采用時域和頻域分析.時域分析的特征值包括均值、最大值、最小值、均方值等.振動信號的時域均值反映平均振動能量,而最大值、最小值指標在一定程度上反映出振動信號是否含有沖擊成份.常用的頻域分析方法有幅值譜、功率譜以及相位譜等.幅值譜表示了振動物理量的幅值隨頻率分布的情況,功率譜表示了振動物理量的能量隨頻率的分布.本試驗中分別采用振動加速度最大值及自功率譜均值研究振動信號的時域及頻域特征.
3.1 振動信號的時域分析
根據試驗方案進行車削試驗,利用測振設備和Vib’SYS信號采集、處理和分析軟件,得到刀具振動加速度的時域曲線,記錄不同磨損狀態的刀具在不同主軸轉速下各通道加速度的最大值amax,繪制不同狀態的刀具三向加速度amax隨著主軸轉速n 的變化曲線,如圖1所示.
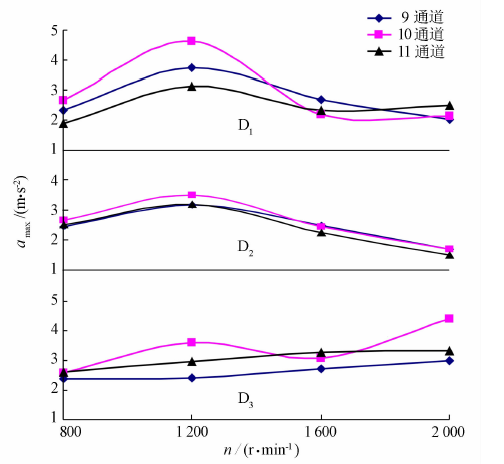
圖1 不同刀具三向振動amax-n 曲線
由圖1可知:
1)初期磨損和正常磨損的刀具,隨著主軸轉速的升高,3個方向振動的加速度amax先增大后減小;當主軸轉速為1200r/min時,amax都達到最大值.
2)對于嚴重磨損的刀具,隨著主軸轉速的升高,三向加速度amax不斷增加.
3)對于不同磨損狀態的刀具,3個通道中第10通道(對應于徑向加速度)的amax變化最顯著.考慮到3種不同磨損狀態的刀具其徑向振動的變化最顯著,繪制不同刀具的徑向加速度amax-n 曲線,如圖2所示.
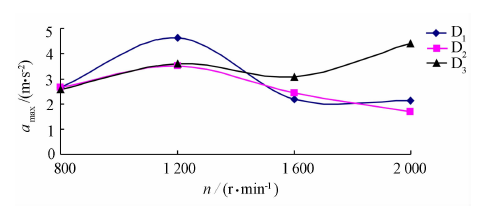
圖2 不同磨損刀具的徑向加速度amax-n 曲線
由圖2知:
1)較低轉速下,初期磨損刀具徑向振動加速度amax值最大.這是因為初期磨損狀態的刀具由于表面粗糙度和應力分布的不均勻等原因,在車削過程中磨損速度較快,其振動變化也比較顯著.增大主軸轉速,可以有效降低初期磨損刀具的加速度amax.
2)正常磨損的刀具,由于刀具表面粗糙度和應力分布比較均勻,因而隨著主軸轉速的增大,刀具的振動加速度amax逐漸減小.
3)嚴重磨損狀態的刀具,已無法正常使用.隨著主軸轉速的增大,刀具的徑向振動加速度amax顯著增大.
3.2 振動信號的頻域分析
利用Vib’SYS系統進行頻域分析,得到相應于圖1的自功率譜曲線,計算各信號的自功率譜均值¯ρ,并繪制不同主軸轉速下的變化曲線,如圖3所示.
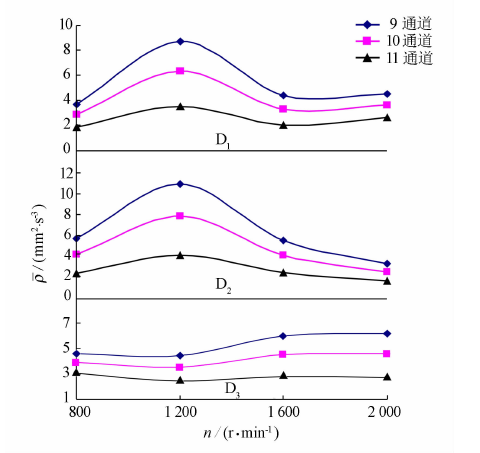
圖3 不同刀具各通道的 ̄ρ-n 曲線
根據圖3分析可得:
1)初期磨損和正常磨損刀具的自功率譜均值隨主軸轉速的變化趨勢基本一致,其值隨主軸轉速先增大后減小,在轉速為1200r/min時達到最大。
2)嚴重磨損刀具的自功率譜均值隨著主軸轉速的增大而增大,當主軸轉速增大到1600r/min后趨于穩定。
3)相同轉速下,3種磨損狀態的刀具在9通道(對應于軸向振動)的自功率譜均值最大.考慮到3種不同磨損狀態的刀具其軸向自功率譜均值¯ρ 最大,繪制不同刀具軸向振動的¯ρ-n 曲線,結果見圖4。
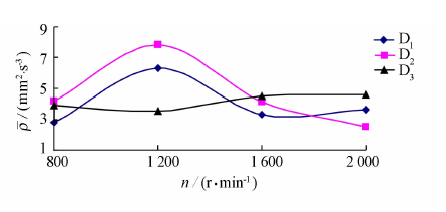
圖4 不同刀具軸向振動的 ̄ρ-n 曲線
4.結論
在給定進給速度及背吃刀量時,改變主軸轉速,研究3種磨損狀態刀具的車削振動特性.對振動信號進行時域分析和頻域分析,得出以下結論:
1)隨著主軸轉速的升高,初期磨損和正常磨損的刀具所受沖擊不斷減小,而嚴重磨損的刀具所受沖擊不斷增大.當主軸轉速為1200r/min 時,3 種磨損狀態的刀具在徑向所受沖擊最大.
2)在車削過程中刀具的振動能力主要分布在軸向,且在主軸轉速為1200r/min 時振動能量最大.
3)相同車削條件的較高轉速的車削試驗中,嚴重磨損刀具的振動最劇烈,初期磨損刀具次之,正常磨損刀具振動最弱.
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

