


金剛石工具在鑄鐵加工中的應(yīng)用實(shí)例
2014-3-16 來源:數(shù)控機(jī)床市場(chǎng)網(wǎng) 作者:-
前言
目前,國內(nèi)用于加工鑄鐵的工具主要為硬質(zhì)合金刀具、剛玉(或碳化硅)磨具等,這類工具在使用中普遍存在著加工效率低、加工質(zhì)量差、工具安全性低等缺點(diǎn),尤其在加工材質(zhì)為耐磨鑄鐵以及鑄鐵件的白口層、孕沙層時(shí),這類工具表現(xiàn)出明顯的不適應(yīng)。借鑒日本利根公司關(guān)于鑄鐵切斷用金剛石鋸片的設(shè)計(jì)思路,在生產(chǎn)同種產(chǎn)品的同時(shí),我們延伸開發(fā)了金剛石磨片、金剛石鉆頭等系列產(chǎn)品,使金剛石工具滿足了針對(duì)鑄鐵的開槽、切斷、修磨、鉆孔等幾種不同作業(yè)的要求。對(duì)比于傳統(tǒng)工具,金剛石工具在加工質(zhì)量、使用壽命、加工效率幾方面指標(biāo)成倍的提高,表現(xiàn)出高效、低耗、安全的特點(diǎn)。
技術(shù)方案與原理
該工具采用電鍍(電鑄)方式制造,屬電鍍金屬結(jié)合劑金剛石工具。
針對(duì)鑄鐵材料和金剛石工具的特性及使用要求,在工具的設(shè)計(jì)制造中著重解決了以下幾個(gè)方面的關(guān)鍵問題:
1、金屬鍍層與基體間的結(jié)合強(qiáng)度問題
鑄鐵件的切、磨加工往往是在一種無冷卻水環(huán)境中,即干切、干磨,對(duì)電鍍類產(chǎn)品而言,無冷卻作業(yè)使工具自身的溫度升高,極易使鍍層與基體間開裂,導(dǎo)致鍍層脫落。為解決這一難題,采取以下幾種設(shè)計(jì):
(1)基體的材質(zhì)選擇低膨脹系數(shù)合金鋼,選用接近基體材質(zhì)成分的金屬鹽作為鍍液的主鹽,降低基體與鍍層間不同材料的熱膨脹系數(shù)差;
(2)基體表面預(yù)鍍Cu層作為過渡層,增加基體與鍍層間的結(jié)合強(qiáng)度;
(3)基體采用電學(xué)活化工藝;
(4)上砂鍍與增厚鍍工序采用不同鍍液配方,改善鍍層內(nèi)應(yīng)力狀態(tài),減少鍍層異常脫落因素。
2、對(duì)工件的加工效率問題
由于金剛石工具是以其表面密布的金剛石微切刃來實(shí)現(xiàn)對(duì)鑄鐵的加工,因此,使用中易出現(xiàn)切刃被切屑堵塞或磨鈍而影響效率的情況,為解決這一問題,采取如下設(shè)計(jì):
(1)選用高品級(jí)粗顆粒金剛石單晶作為切削刃;
(2)通過控制增厚時(shí)間控制金剛石顆粒在鍍層中埋入深度,確保平均出刃高度0.1mm以上;
(3)優(yōu)化電鍍工藝,采用鍍液循環(huán)、過濾、仿形陽極等手段,改善電場(chǎng)中電力線的分布狀態(tài),使鍍層平整,減少金屬瘤出現(xiàn)。
3、安全問題
采用優(yōu)質(zhì)鋼板,設(shè)計(jì)合理結(jié)構(gòu)形式,消除應(yīng)力集中情況,從而避免了使用中基體碎裂。
實(shí)驗(yàn)及應(yīng)用
基于上述原理,設(shè)計(jì)制造了適應(yīng)不同作業(yè)場(chǎng)合的金剛石工具:
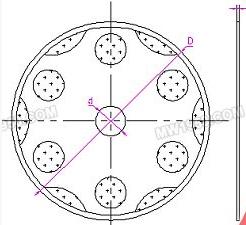
1、金剛石鋸片
該產(chǎn)品采用優(yōu)選的設(shè)計(jì)方案,用于鑄鐵件的冒口、鑄管、活塞環(huán)等的切槽、切斷工序。
基體采用退火合金鋼板,切刃采用MBD12級(jí)40/45粒度金剛石單晶,為防止鋸片在作業(yè)中基體被劃傷影響使用,在基體兩側(cè)面二次鍍覆RVD70/80金剛石單晶保護(hù)片。
該產(chǎn)品進(jìn)行如下條件的切斷實(shí)驗(yàn):
實(shí)驗(yàn)機(jī):固定式切機(jī)RC-16型 功率:2.2KW 主軸轉(zhuǎn)速:1900r/min
切斷對(duì)象:QT40-17 直徑30mm 退火硬度HB230
實(shí)驗(yàn)方式:載荷:2Kgf 無冷卻 、切斷
實(shí)驗(yàn)數(shù)據(jù)如下:
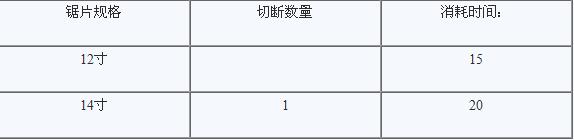
應(yīng)用表明,該產(chǎn)品壽命相當(dāng)于同規(guī)格樹脂切割片的50-80倍,且操作方便、安全性高、勞動(dòng)強(qiáng)度低。
外觀及規(guī)格如下圖:
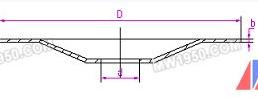
2、金剛石磨片
該產(chǎn)品用于鑄鐵件冒口清理,飛邊、棱刺的清除等作業(yè)中。
基體采用冷軋鋼板,模壓成型后精加工而成。磨料選用MBD8品級(jí)40/456粒度。
應(yīng)用表明,該產(chǎn)品壽命相當(dāng)于同規(guī)格樹脂鈸型砂輪的30-50倍,且安全性極高。
外觀及規(guī)格如下圖:
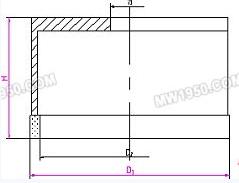
3、金剛石鉆頭
用于特殊情況下鑄鐵管的取芯鉆孔作業(yè)中。
基體采用45鋼管材,磨料選用MBD8品級(jí)40/456粒度。
應(yīng)用表明,該產(chǎn)品特點(diǎn)是高效、安全性極高
外觀及規(guī)格如下圖:
結(jié)論
經(jīng)合理設(shè)計(jì)與實(shí)驗(yàn),證明可以采用優(yōu)化工藝的金剛石工具對(duì)鑄鐵材料進(jìn)行加工,該類工具表現(xiàn)出良好的使用性能。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年7月 新能源汽車銷量情況
- 2025年7月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別