


摘要:軋輥磨床磨削過程中軋輥表面經(jīng)常產(chǎn)生振痕等表面質(zhì)量缺陷,嚴重制約生產(chǎn)效率和磨削質(zhì)量. 本文基于磨床雙時延動力學模型,以砂輪動不平衡為輸入激勵,建立了軋輥磨床砂輪動不平衡模型,運用龍格--庫塔法進行求解,獲得了砂輪動不平衡時磨削系統(tǒng)的動力學特性. 通過對正常工況與不同砂輪動不平衡量工況的仿真,獲得了其振動響應,并與試驗數(shù)據(jù)進行對比,驗證了軋輥磨床砂輪動不平衡模型的正確性和有效性.
關鍵詞軋輥磨床; 砂輪動不平衡; 磨削顫振; 振動特性
軋輥磨床是鋼材板材軋制生產(chǎn)線的重要配套設備,由床身、砂輪、頭架、尾架、托架、拖板以及電氣數(shù)控系統(tǒng)等組成,其磨削精度和效率直接影響鋼板的軋制質(zhì)量和生產(chǎn)效率. 磨削砂輪動不平衡是磨床磨削過程中常見的故障,砂輪動不平衡進而可能會導致磨床顫振,在軋輥表面形成振紋,影響鋼材的生產(chǎn)效率和質(zhì)量. 針對這一問題,國內(nèi)外學者進行了一些研究.
Inasaki 等詳細的分析了磨削表面質(zhì)量問題,認為再生顫振是產(chǎn)生振痕的主要原因,并通過一系列方法對磨削顫振進行過程監(jiān)測[1]. Yuan 等建立了輥子磨削過程的時延動力學模型,并利用PD 控制器實現(xiàn)對砂輪的實時控制[2]. Li 等提出一種時域動力學模型,該模型考慮了磨入及磨出時的瞬時顫振現(xiàn)象,進而確定了顫振的邊界[3 - 4]. Liu 等提出了雙時延動力學模型,提出了一套通過控制加工工藝參數(shù)對顫振特性在線監(jiān)測和控制的方法[5]. 一些學者對振痕的監(jiān)測也做出大量工作,F(xiàn)u 等通過熵函數(shù)以及形態(tài)學分析方法對外圓橫磨的顫振進行分類[6]. Oscar 等利用小波變換方法對外圓磨件表面信號進行分析,將顫振信號提取出來并利用實驗證實[7]. Ahrens 等利用砂輪處的力信號及振動信號綜合考慮,通過小波變換等手段對早期顫振進行監(jiān)測[8]. 國內(nèi)學者也對顫振機理進行了一定研究,王龍山等基于攝動理論和試驗探討了砂輪與工件接觸剛度非線性對工件顫振頻率的影響[9]. 金滿霞等分析了軋輥磨削時的工件系統(tǒng)固有頻率及其對磨削質(zhì)量的影響,提出了消除和預防工件表面缺陷的方法[10].綜上所述,目前對磨削顫振的研究主要集中在磨削模型的建立以及磨削顫振特征的識別,以及如何識別這些缺陷的特征方面. 本文針對砂輪動不平衡問題,基于磨削雙時延動力學模型,以砂輪動不平衡力為輸入激勵,對軋輥磨床磨削過程建模,通過與試驗數(shù)據(jù)對比,驗證了模型的正確性,為實現(xiàn)磨床實時運行狀態(tài)奠定了基礎.
1、 砂輪動不平衡模型的建立
1. 1 軋輥磨床磨削過程
軋輥磨床磨削過程簡圖如圖1,砂輪寬度為W,質(zhì)量為mg,旋轉角速度為ωg,軋輥兩端由床頭箱及床尾箱頂尖固定,中間由三個拖瓦支承,長度為L,質(zhì)量為mw,旋轉角速度為ωw,且磨削時軋輥隨著拖板左右移動,速度為V.
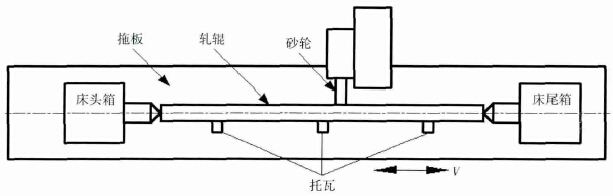
圖1 軋輥磨床磨削過程簡圖
1. 2 軋輥磨床正常模型建立
基于磨削簡圖建立磨削過程動力學模型如圖2,其中KN為砂輪與軋輥的接觸剛度,kg為砂輪的支撐剛度,c g為砂輪阻尼,同理kw為軋輥支撐剛度,cw為軋輥阻尼,xw為軋輥橫向位移,xg為砂輪橫向位移,mw為軋輥質(zhì)量,mg為砂輪質(zhì)量,ωw為軋輥轉動速度,ωg為砂輪轉動速度. 建立磨削過程的動力學方程[5]如下.
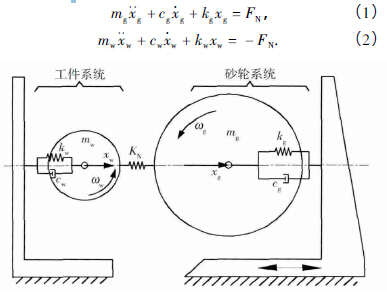
圖2 軋輥磨床磨削動力學模型

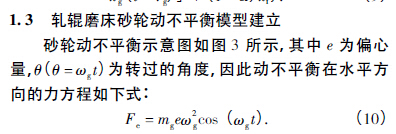
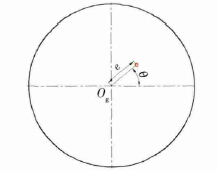
圖3 砂輪動不平衡示意圖
2 、磨削過程的仿真分析與模型驗證
2. 1 磨削過程的仿真
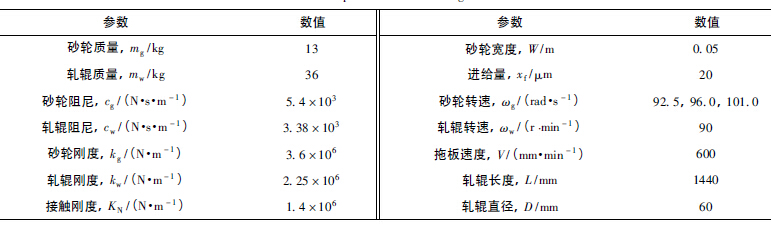
本文的仿真與試驗對象是德國某型號重載軋輥磨床. 砂輪質(zhì)量、軋輥質(zhì)量、砂輪速度、砂輪寬度、軋輥速度和進給量等參數(shù)均與現(xiàn)場的實際試驗條件相同,砂輪阻尼、軋輥阻尼等為基于模態(tài)試驗獲取,而砂輪剛度、軋輥剛度和接觸剛度為通過有限元方法計算得到,具體參數(shù)如表1 所示.
表1 軋輥磨床試驗參數(shù)
對砂輪正常情況與砂輪存在動不平衡情況下進行仿真分析,結果如圖4.
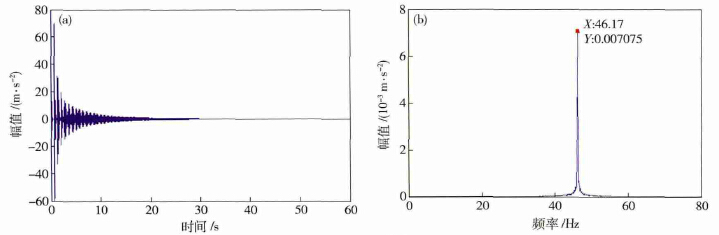
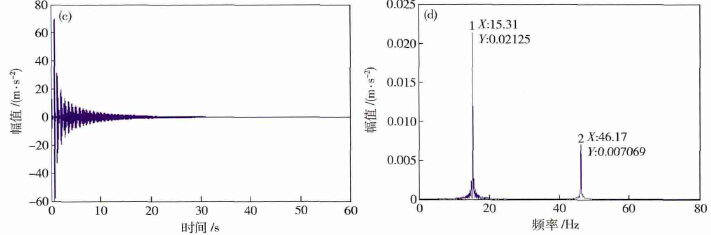
圖4 動力學模型仿真結果. ( a) 正常工況響應時域波形; ( b) 正常工況響應頻域波形; ( c) 砂輪動不平衡工況響應時域波形; ( d) 砂輪動不平衡工況響應頻域波形
圖4 中( a) 和( b) 為正常工況響應,( c) 和( d) 為砂輪動不平衡工況響應. 正常工況與砂輪動不平衡工況的仿真時間為60 s,采樣頻率為10240 Hz. 對比正常工況與砂輪動不平衡時域圖,可發(fā)現(xiàn)砂輪存在動不平衡時幅值并未變化,基本一致; 對比正常工況與砂輪動不平衡頻域圖,可發(fā)現(xiàn)砂輪存在動不平衡時較正常工況多出15. 31 Hz 的頻率成分,此成分對應砂輪轉頻( 2wgπ - 1 = 15. 31 Hz) .
2. 2 實驗驗證
現(xiàn)場實驗工況: 床尾頂尖位置安裝加速度計,軋輥轉速為90 r·min - 1,砂輪的狀態(tài)設置為正常和不平衡2種工況. 振動傳感器采用ICP 類型,經(jīng)NI 采集儀器傳輸調(diào)理,獲取振動信號,采樣頻率為10240 Hz. 采集到的砂輪兩種工況振動信號如圖5 所示,( a) 和( b) 為正常工況下振動信號的時域與頻域分析,( c) 和( d) 為砂輪動不平衡工況下振動信號的時域與頻域分析圖. 從時域?qū)Ρ瓤砂l(fā)現(xiàn)發(fā)生動不平衡故障時時域幅值基本與正常工況相同; 而頻域?qū)Ρ瓤煽闯霭l(fā)生動不平衡故障時15. 31 Hz 處幅值由0. 00485 m·s - 2增加到0. 0106 m·s - 2,該頻率對應砂輪的轉頻. 這個結論與模擬仿真的結果一致.
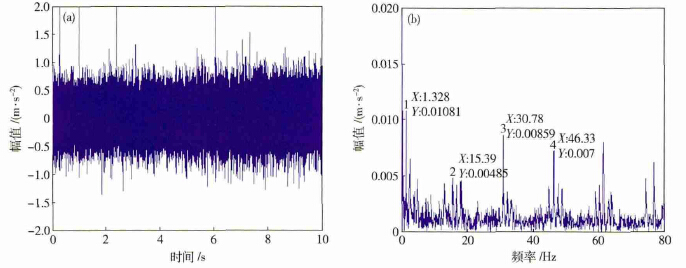
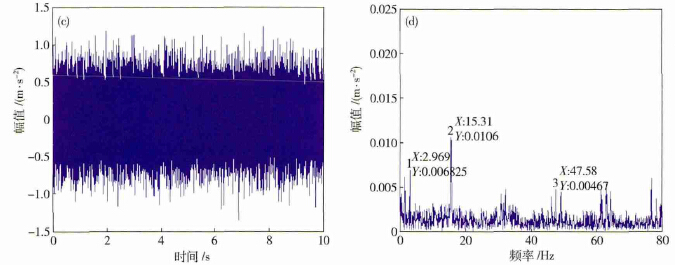
圖5 實測數(shù)據(jù)砂輪正常工況與動不平衡工況振動響應對比. ( a) 正常工況振動信號時域波形; ( b) 正常工況振動信號頻域波形; ( c) 砂輪動不平衡工況振動信號時域波形; ( d) 砂輪動不平衡工況振動信號頻域波形
3 、砂輪不同動不平衡量下磨床振動響應分析
為進一步考察動不平衡量對磨削系統(tǒng)的振動特性的影響,在磨削參數(shù)不變的前提下,分別對不同的砂輪動不平衡量、不同砂輪轉速下的振動響應進行仿真分析. 德國某型重載軋輥磨床屬于高精度磨床,查找相關標準知該磨床的砂輪動不平衡許用量[e]< 10 μm.故取砂輪故障情況下動不平衡量分別為20、40、60、80、100 和120 μm,砂輪的旋轉角速度分別為92. 5、96. 0 以及101. 0 rad·s - 1,其對應的砂輪轉動頻率分別為14. 69、15. 31 以及16. 09 Hz. 磨削系統(tǒng)的振動響應,如圖6 所示.
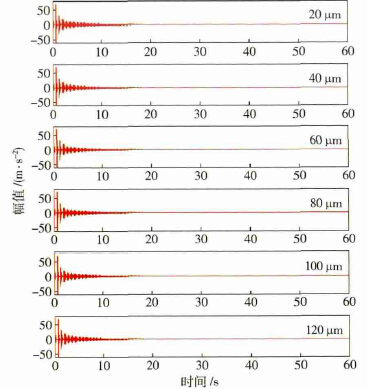
圖形中“藍線”代表砂輪旋轉角速度為92. 5 rad·s - 1 下響應,“綠線”代表砂輪旋轉角速度為96. 0 rad·s - 1 下響應,“紅線”代表砂輪旋轉角速度為101. 0 rad·s - 1 下響應.
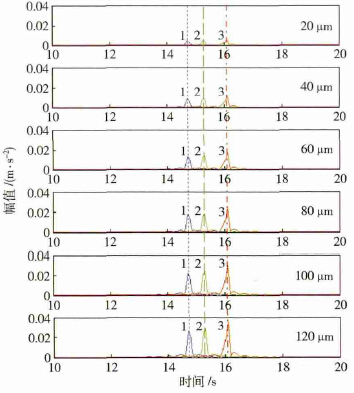
圖6 砂輪不同動不平衡量以及不同旋轉角速度下的動力學響應. ( a) 時域仿真響應; ( b) 頻域仿真響應
圖6( a) 為6 種砂輪不同動不平衡量以及三種不同旋轉角速度的磨削系統(tǒng)振動響應圖. 經(jīng)對比可發(fā)現(xiàn)動不平衡量在20 μm 到120 μm 范圍內(nèi),時域上幅值不會有太大影響,基本保持不變; 而從不同的三種旋轉角速度來看,角速度為101. 0 rad·s - 1時幅值略微增大,但不明顯. 圖6( b) 為6 中不同動不平衡量以及三種不同角速度下穩(wěn)定磨削時段的頻域分析. 經(jīng)對比可發(fā)現(xiàn)隨著動不平衡量由20 μm 增大到120 μm 的過程中,圖中所對應的“1”、“2”和“3”特征頻率成分一直存在,分別為14. 69、15. 31 以及16. 09 Hz; 隨著動不平衡量的增大,14. 69 Hz 處幅值由0. 004339 m·s - 2 增大到0. 02604 m·s - 2 呈線性增長,15. 31 Hz 處幅值由0. 004725 m·s - 2 增大到0. 02834 m·s - 2 呈線性增長,16. 09 Hz 處幅值由0. 005918 m·s - 2 增大到0. 0355 m·s - 2呈線性增長; 且隨著砂輪轉速的增加特征頻率所對應的幅值也響應增大,如圖7 所示.
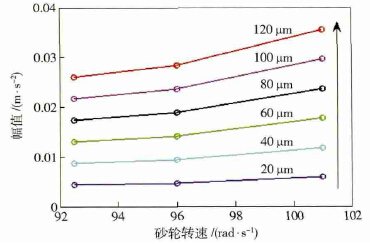
圖7 不同砂輪轉速與動不平衡量特征頻率幅值趨勢圖
4 、結論
本文建立了軋輥磨床砂輪動不平衡雙時延動力學模型,通過對仿真數(shù)據(jù)與實驗數(shù)據(jù)的對比分析,驗證了模型的正確性和有效性; 分析了在不同砂輪轉速、不同砂輪動不平衡量下,軋輥磨床的振動特征的變化規(guī)律;研究表明軋輥磨床特征頻率及其幅值隨著砂輪轉速以及砂輪動不平衡量的增大而增大,砂輪轉速越高、動不平衡量越大對磨床的穩(wěn)定性影響越明顯.
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況