


【摘 要】我公司對機床進(jìn)行數(shù)控化改造之后,電氣控制系統(tǒng)采用三菱控制器,極大的提升了機床的精度與剛性,降低了其故障率。現(xiàn)分別對三菱數(shù)控研磨在內(nèi)圓磨床中的應(yīng)用以及三菱交流伺服系統(tǒng)在溝道磨床中的應(yīng)用進(jìn)行分析。
【關(guān)鍵詞】三菱數(shù)控系統(tǒng) 磨床 應(yīng)用
1 、三菱數(shù)控系統(tǒng)初始參數(shù)設(shè)置
當(dāng)機床裝配完成,電氣控制系統(tǒng)設(shè)置完成后,按照機床的實際情況設(shè)置相關(guān)參數(shù),從而讓三菱數(shù)控系統(tǒng)與機床本體實現(xiàn)最優(yōu)匹配,具體的參數(shù)設(shè)置流程如下:
1.1 參數(shù)設(shè)置畫面進(jìn)入
參數(shù)的顯示方式根據(jù)不同的數(shù)控系統(tǒng)而有所區(qū)別,三菱數(shù)控系統(tǒng)主要是利用MDI/CR 單元上的參數(shù)見來顯示與輸入?yún)?shù),當(dāng)初始化開機之后,將RESET 以及INPUT 兩個鍵同時按下,系統(tǒng)顯示屏?xí)霈F(xiàn)“是否初始化?”這時輸入“Y”,之后在屏幕上SYSTEM TYPE:L-TYPE 與M-TYPE 中選擇M-TYPE,即可進(jìn)入三軸模式。
1.2 基本規(guī)格參數(shù)設(shè)置
在三菱數(shù)控系統(tǒng)的各個參數(shù)中,#1001 到#1093 屬于基本規(guī)模參數(shù)。為了節(jié)省系統(tǒng)的啟動時間,我們一般會讓一部分參數(shù)進(jìn)行初始化,通常需要調(diào)整的包括:控制軸數(shù)、輸入單位、指令單位、主軸數(shù)、軸名稱、顯示語言等參數(shù)。
當(dāng)我們執(zhí)行#1060 參數(shù),鍵入1,顯示屏右下角會出現(xiàn)“顯示標(biāo)準(zhǔn)參數(shù)設(shè)定?”這時選擇輸入“Y”,隨后顯示屏右下角顯示“顯示執(zhí)行格式化?”選擇輸入“Y”,顯示屏出現(xiàn)“設(shè)定完成”,此時初始化完成。大多數(shù)參數(shù)為默認(rèn)值,應(yīng)當(dāng)對系統(tǒng)再次上電,而上電以前應(yīng)使用旋轉(zhuǎn)開關(guān)對軸編號進(jìn)行設(shè)定。
基本規(guī)格參數(shù)設(shè)置完成之后,按照伺服驅(qū)動器型號以及伺服電機的具體型號,設(shè)置伺服參數(shù)#2201-#2265;按照主軸驅(qū)動器以及主軸電機的具體型號,將主軸參數(shù)設(shè)置為#3301-#3584;最后再分別設(shè)置NC 軸快進(jìn)速度、最大切削速度、軟件限位等,對控制系統(tǒng)進(jìn)行調(diào)試確保不存在報警輸出之后即設(shè)置成功[1]。
2、 三菱數(shù)控研磨在內(nèi)圓磨床中的應(yīng)用
2.1 研磨功能概述
機床的運動機構(gòu)一般是由下面兩個伺服進(jìn)給機構(gòu)構(gòu)成:X軸工件進(jìn)給機構(gòu)以及Z 軸砂輪往復(fù)進(jìn)給機構(gòu)。X 軸工件進(jìn)給機構(gòu)主要是磨削工件的徑向進(jìn)給,而Z 軸砂輪往復(fù)進(jìn)給機構(gòu)通常作用是砂輪軸向進(jìn)給。在磨削工件時,因為砂輪寬度要低于磨削面長度,因此為磨削全長,X 軸在進(jìn)行工件進(jìn)給作業(yè)的過程中,Z 軸一般會同時進(jìn)行砂輪往復(fù)振蕩,即是砂輪軸在起始位與停止位之間按照既定的頻率持續(xù)往復(fù)振蕩。內(nèi)圓磨床運動圖如下圖1:
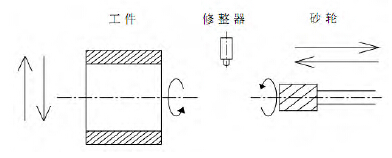
圖1 內(nèi)圓磨床運動示意圖
如果僅僅通過編制Z 軸往復(fù)振蕩加工程序十分復(fù)雜,而三菱控制系統(tǒng)中的研磨chopping(振蕩軸)功能可以有效的解決這一問題。研磨功能指的是執(zhí)行加工程序的過程中存在一個伺服軸能夠按照相關(guān)設(shè)定進(jìn)行往復(fù)振蕩運動。將加工程序所定位的位置當(dāng)作基準(zhǔn)位置,之后分別設(shè)置好上死點、下死點以及周期數(shù)。對內(nèi)圓磨床來說,基準(zhǔn)位置通常設(shè)定在砂輪磨削的起始位,上死點設(shè)定在振蕩起始位,下死點設(shè)置在停止位,周期數(shù)一般即是振蕩頻率。使用專門的命令啟動研磨功能之后,砂輪軸從基準(zhǔn)位置開始,在振蕩起始位和停止位之間持續(xù)往復(fù)振蕩,再次輸入停止命令即可讓砂輪軸停止往復(fù)運動。
2.2 研磨功能的實現(xiàn)
(1)振蕩軸的啟動。振蕩軸的往復(fù)運動主要是借由PLC信號進(jìn)行控制,對加工程序能夠利用輔助指令M 代碼進(jìn)行控制。在PLC 梯形圖中,對M 代碼M15 進(jìn)行讀取,之后借助于解碼程序與M615 相連接,進(jìn)而能夠啟用振蕩軸功能信號,從而讓其啟動研磨功能。當(dāng)振蕩軸處于停止?fàn)顟B(tài)下時,復(fù)制指令M15 信號上升時啟動研磨模式,同時將數(shù)控加工程序中給出的位置當(dāng)城市基準(zhǔn)位置(一般為砂輪磨削的起始位),機床開始執(zhí)行研磨動作。
(2)研磨數(shù)據(jù)的讀取。在數(shù)控加工程序之內(nèi),G200 的參數(shù)Z 代表上死點,Q 代表下死點,R 代碼周期數(shù),這些數(shù)據(jù)被帶入進(jìn)利用G 代碼宏程序所設(shè)置的局部變量之內(nèi),必須借由PLC 讀取數(shù)控加工程序中的局部變量:#26(Z)、#23(Q)、#18(R)。在對局部變量進(jìn)行讀取時我們可以選擇利用數(shù)控系統(tǒng)的PLC 窗口數(shù)據(jù)命令,PLC 窗口即是在R 寄存器的用戶領(lǐng)域內(nèi)使用的讀出和寫入窗口,我們可以利用PLC 窗口對運行狀態(tài)、軸信息以及相關(guān)參數(shù)進(jìn)行讀出和寫入。
對于振蕩軸的相關(guān)控制數(shù)據(jù),例如說局部變量具體值、振蕩軸進(jìn)給倍率、振蕩軸號的指定等,應(yīng)當(dāng)借助于PLC 來對振蕩軸的控制數(shù)據(jù)進(jìn)行讀取。首先我們利用PLC 裝置將研磨功能的控制數(shù)據(jù)地址分配于R 寄存器的研磨控制數(shù)據(jù)的開頭編號(R 寄存器編號為R9840);之后我們分別將指定軸號(Z 軸H2)、上死點、下死點以及周期數(shù)等相關(guān)數(shù)據(jù)輸入到R 寄存器內(nèi);接下來將研磨進(jìn)給倍率輸入到R2503 寄存器內(nèi)。Chopping 控制數(shù)據(jù)會在相關(guān)參數(shù)有效信號YC34 上升時寫入到數(shù)控內(nèi)的當(dāng)前參數(shù)區(qū)域內(nèi),當(dāng)我們確定研磨功能啟動信號TC34 連通后應(yīng)斷開本信號。研磨功能啟動信號YC34 包含于研磨控制數(shù)據(jù)的控制狀態(tài)內(nèi),同時直接反映在研磨動作中。有效信號YC34 接通且振蕩軸開始運動之后,數(shù)控裝置向PLC 輸入啟動中信號XC80,借由這一信號斷開參數(shù)有效信號YC34。
(3)振蕩軸的停止。當(dāng)PLC 的chopping 信號下降時研磨動作便會停止,在PLC 梯形圖中,對輔助功能M16 代碼進(jìn)行讀取,之后利用解碼程序與M616 輔助繼電器相連接,將YC30 信號斷開,這時振蕩軸執(zhí)行研磨動作到上死點后,將會以較快的進(jìn)給速度返回到基準(zhǔn)位置。在上死點與下死點之間進(jìn)行移動時,也會移動到下死點一次。當(dāng)振蕩軸回到基準(zhǔn)位置之后,chopping啟動信號與chopping 模式信號斷開。
3 、三菱交流伺服系統(tǒng)在溝道磨床中的應(yīng)用
軸承磨床通常說的是軸承內(nèi)圈溝道磨床,一般是用于對單列角接觸球軸承的內(nèi)圈溝道進(jìn)行加工,它是微型軸承加工廠的主要配置機型。改造后使用三菱可編程控制器、定位模塊、觸摸屏以及變頻器,配合三菱交流伺服系統(tǒng)驅(qū)動滾珠絲桿。進(jìn)行磨削加工時從導(dǎo)軌左側(cè)逐漸向右邊推動工件接近砂輪;因為磨削加工作業(yè)會讓砂輪產(chǎn)生磨損,為了保障工件加工后具有較好的光潔度,應(yīng)當(dāng)及時對砂輪進(jìn)行調(diào)整,調(diào)整時讓兩側(cè)的滾珠絲桿向砂輪靠近,從而確保工件加工的精確度[2]。
3.1 伺服系統(tǒng)參數(shù)設(shè)置
在三菱交流伺服系統(tǒng)中,電子齒輪屬于一個非常關(guān)鍵的參數(shù),其表達(dá)式可以寫作:指令脈沖倍率分析/ 指令脈沖倍率分母=CMX/CDV。其設(shè)置范圍根據(jù)機型的不同而存在一定的差別MR-J2S 系列的設(shè)置范圍是:1/50 < CMX/CDV < 500,可通過如下方法進(jìn)行計算:
已知機械規(guī)格參數(shù):滾珠絲桿進(jìn)給量Pb 為8mm,減速機減速比n 為1;伺服電機編碼分辨率Pt 為131072;脈沖當(dāng)量△ L=10 um=10x10-3mm( 因考慮到到加工精度,不采用AL=lum精度)。CMX/CDV= △ Lx Pt/nPb=10x10-3x131072/8=4096/25由上述計算可得參數(shù)設(shè)置范圍為:CMX=4096 CDV=253.2 定位單元設(shè)置及PLC 編程三菱FX2N-20GM 屬于小型智能化定位單元,其功能相對完善,能夠和很多大中型PLC 定位模塊相媲美。三菱FX2M-20GM 運用FX-VPS-E 軟件,其流程圖窗口主要是符號塊構(gòu)成,通過有向連線進(jìn)行連接,具有操作簡單,直觀方便的優(yōu)勢。點擊指令符號塊便會直接顯示參數(shù)設(shè)置對話框,能夠直接開始操作,F(xiàn)X-VPS-E 軟件一般包含了下面幾個窗口:(1)監(jiān)視窗口。在監(jiān)視窗口中包含了X 軸和Y 軸的相關(guān)參數(shù),如啟動(start)、停止(stop)、原點回歸(ZRN)、正轉(zhuǎn)(FWD)與反轉(zhuǎn)(RVS)、就緒(ready)、完成(completed)以及回零完成(zero completed)等。我們能夠在觸摸屏上直接單擊選擇相關(guān)的參數(shù)框,即能夠驅(qū)動相應(yīng)的定位單元,驅(qū)動伺服系統(tǒng)同時實施監(jiān)測。
(2)參數(shù)設(shè)置窗口。參數(shù)設(shè)置窗口能夠?qū)Χㄎ粎?shù)、I/O參數(shù)以及系統(tǒng)參數(shù)實施形象化設(shè)置。定位參數(shù)的單位體系設(shè)置一般包含下面三類:單位機械體系、單位電氣體系以及單位綜合體系。
(3)流程圖窗口。流程圖窗口能夠借助有向連線把三種類型的流程圖符號根據(jù)控制順序進(jìn)行連接,操作起來十分方便。FX2M-20GM 定位單元和PLC 主機通訊程序編制在FX2M-
20GM 定位單元和PLC 主機之間的通訊數(shù)據(jù)主要是通過FROM/TO 指令進(jìn)行控制。FX2M-20GM 中有用于通訊的緩沖存儲器BFM,每個緩沖存儲器由16 個位構(gòu)成。BFM 有自身對應(yīng)的號碼,通過TO 命令從PLC 傳送數(shù)據(jù)寫入FX2M-20GM 的數(shù)據(jù)設(shè)備之內(nèi),再利用FROM 指令從FX2M-20GM 中傳輸數(shù)據(jù)“讀”到PLC 的數(shù)據(jù)寄存器內(nèi)。能夠通過觸摸屏或物理按鈕,從PLC向FX2M-GM 發(fā)出操作指令[3]。
4 、結(jié)語
總而言之,利用三菱數(shù)控系統(tǒng)的研磨功能執(zhí)行對機床往復(fù)軸的運動控制,其可行性最佳,能夠很好的滿足內(nèi)圓磨床的實際加工特點和性能需求。此外在進(jìn)行設(shè)計開發(fā)的過程中,我們能夠直觀的看到觸摸屏、PLC 控制系統(tǒng)、定位單元以及交流伺服系統(tǒng)之間的配合,其擁有操作方便、性能穩(wěn)定、成本低廉等特點,和過去的繼電器控制比起來更具有優(yōu)勢。三菱控制系統(tǒng)的實際應(yīng)用效果較好,實現(xiàn)了較高的精度,在很大程度上提升了我公司的生產(chǎn)效率。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況