



宏程序在橢圓加工中的應用
2018-1-22 來源: 德州職業技術學院 作者:陳秋霞
摘 要:以FA N U C 0i數控系統為例,運用標準方程與參數方程兩種橢圓曲線的編程方法進行橢圓加工程序設計,在保證表面加工質量的前提下,利用FA N U C 0i數控系統的宏程序功能并結合G 73、G 70循環指令編制出具有通用性、適用性且應用簡單的橢圓曲面的粗、精加工宏程序。并指出在編程過程中應注意的問題,為編程人員提供方便。
關鍵詞:宏程序;橢圓曲面;加工程序
0 引 言
在各類數控車技能大賽、數控車(技師、高級技師)職業資格取證技能試題中,橢圓、拋物線、正弦曲線等非圓曲面的加工必不可少,這些表面的加工,運用G01、G02、G03指令不能實現,必須運用宏程序或編程軟件來完成。要想大賽奪冠,必須學會這兩種編程方法。常用編程軟件有Pro/E 、UG、CAXA等,現代數控編程軟件更新快,而且每次大賽軟件都有變動,在很短的時間內讓參賽選手運用熟練需要花費時間,軟件編程還存在一些弊端,生成的加工程序段多,而且不易讀、不易修改,程序使用不靈活等。
而用宏程序編制的加工程序簡短易讀、條理清晰、靈活方便、加工效率高、使用方便。每位參賽者、編程人員必須熟練掌握。現以FANUC Oi系統為例,對宏程序在橢圓曲面加工程序中的應用進行研究。
1 、應用實例
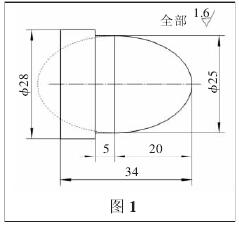
橢圓典型零件如圖1所示,以FAUNC Oi系統的格式編寫程序,以下是用兩種方法編制的加工程序。
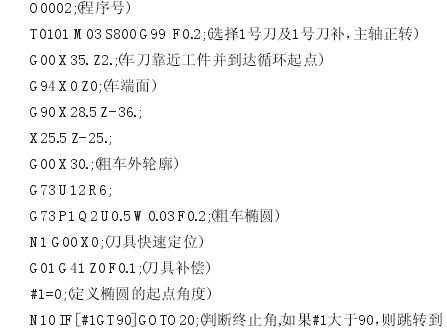
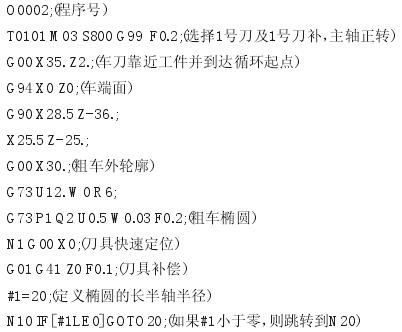
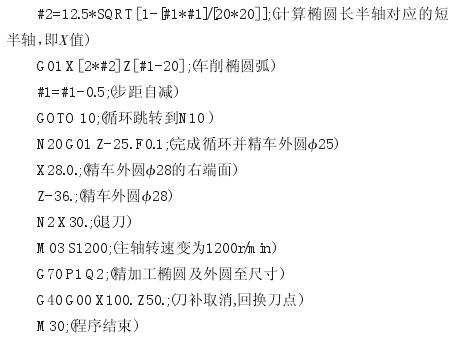
1.1 應用參數方程的參考
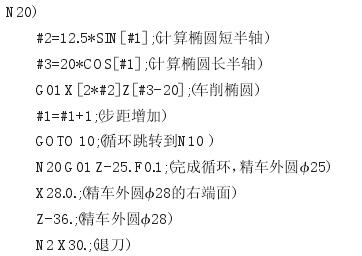
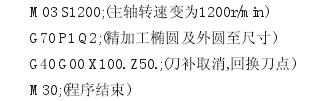
程序圖1零件的加工程序:
1.2 應用標準方程的參考程序
圖1零件的加工程序:
2 、注意事項
根據圖1零件的兩種加工程序(已通過實際加工),在編寫加工程序時應注意下面幾個方面。
1)粗加工指令的選擇。
根據零件結構粗車余量可以選擇復合固定循環G71或G73指令進行編程, 但是G73指令運行的精加工程序段中允許出現宏程序,而G71指令不允許,所以應選擇G73進行編程;如用系統報警或不執行。
2)標準方程和參數方程的選擇。
加工橢圓時,選擇參數角度方程,采用角度值為自變量,計算方便,不需要判斷就可自動過象限,且終點判別簡單。因此從加工精度、程序的數據量和加工效率出發,在數控車編程加工橢圓時應優先采用角度值作為自變量。
3)編程原點與橢圓方程原點。
本程序中編程原點和橢圓方程原點不在同一個點上,因此采用平移法把編程原點和方程原點平移到同一點,如程序中G01 X[2*#2]Z[#3-20]和G01 X[2*#2]Z[#1-20
]中偏移量為-20,還可以在操作機床時將刀補參數進行偏置相應的值。
4)橢圓輪廓的程序對其他曲面的參考價值。
本程序是車橢圓輪廓的程序,但編程思路不僅僅局限于橢圓類零件,對雙曲線、拋物線、余弦曲線等都有一定的參考價值。實際加工中只是根據曲線的公式進行程序修改。
5)旋轉角與離心角的轉化。
以參數角度方程編程時,注意圖樣標注的是旋轉角還是離心角θ,如是旋轉角應先轉化為離心角,如用旋轉角進行編程零件的形狀會發生變化。
在第一象限時,旋轉角小于離心角,其換算公式為:θ=arctan[(a/b)·tan];在第二象限時,旋轉角大于離心角,其換算公式為:θ=180°+arctan[(a/b)·tan]
3 結 語
本文研究的加工程序具有對橢圓曲面工件加工的通用性、靈活性、實用性,而且程序簡潔易懂。
為適應各種類型橢圓的編程,實際生產中可以編制一個只用變量不用具體數據的宏程序,然后在主程序中調用并為上述變量賦值即可,這樣對于不同的橢圓參數,不必更改程序,只要修改主程序中宏程序內的賦值數據,即把它視為固定模板使用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

