



摘 要:零件中一些有著特殊幾何形狀分布的加工,比如見的圓周等分、矩陣分布的孔,可以采用數控系統提供的循環指令來加工,但對于一些有著特殊形狀或結構要求的零件,其分布的加工部位結構可能不是在平面上,而是二維輪廓,或者三維輪廓,甚至更為復雜。針對這種情況,我們可以使用宏程序,采用條件轉移的方式來實現簡化程序。
關鍵詞:SIEMENS 系統;宏程序;特殊指令;數控編程
隨著高等院校的飛速發展和數控技術的廣泛應用,大批數控機床編程人員的培訓迫在眉睫而又難以解決。目前的數控系統為用戶提供了許多具有特殊意義的 G 指令、宏指令以及參變量。這就使我們在編程過程中,對于具有相同與相似加工部分的零件,更容易編制它們的通用程序,并且采用特殊 G 指令、宏指令及參變量編程,使所編出的程序更加簡化。比如 SIEMENS 系統中的可編程參數設定$TC_DP6 指令以及相關的宏指令。
1 、可編程參數設定$TC_DP6 指令及宏指令
刀具幾何參數的編輯,即通過程序指令來變更刀具的半徑補償量,在 SIEMENS 系統中可通過$TC_DP6 指令來實現。
1.1 $TC_DP6 指 令 變 更 刀 具 補 償 量 。 格 式 :G90/G91$TC_DP6[1,1]=R;其中,變量 1—前一個 1 表示對變量的賦值為 1,這個 1 表示變更刀具補償量方式;1—刀具補償號;R—刀具的補償量;G90—絕對坐標編程(覆蓋原有補償量);G91—相對對坐標編程(在原有補償量的基礎上累加)。為了能夠實現用同一把刀具對零件進行粗、精加工,可以通過改變程序中 R 來改變刀具的半徑補償量,從而實現一把刀加工零件輪廓時加工余量的調整。
1.2 用戶宏指令
1.2.1 變量的賦值與運算。格式:R1= R2+R3;SIEMENS 系統中以“R”作為變量名,“R”后的數值為變量的下標用來區分各變量。“=”表示變量的賦值,“R1”為被賦值的變量,“=”右邊可以是實際值或數學表達式。數學表達式中可包含四則混合運算和三角函數運算。
1.2.2 無 條 件 轉 移 指令 GOTO。格 式 :GOTOB labe1;GOTOFlabe1;GOTOB-向后跳轉,即向程序開始的方向跳轉;GOTOF-向前跳轉,即向程序結束的方向跳轉;labe1 表示行號,轉移到目的程序段在哪一行,這里就寫該行的行號。
1.2.3 條件轉移指令 IF。格式:IF [conditional expression] GOTOBlabe1;“[ ]”中是一個邏輯運算表達式,常見的邏輯運算功能指令如下:=;≠;>;≥;<;≤。邏輯運算過程中,常量、變量與數學表達式均可參與運算。labe1 是轉移目標程序段的行號。若“[ ]”中邏輯運算表達式成立,程序將轉移到 labe1 所指定的程序段,不然,將繼續執行下一個程序段。在數控編程中,根據零件結構的特點,對于數控系統中的特殊指令,我們可以加以靈活運用。例 如 ,將$TC_DP6 指令與用戶宏指令共同使用,可以使零件的加工程序更加簡化,使程序可以縮短到原來的 1/3,甚至更短。
2 、應用實例分析
2.1 零件特點。如圖 1 所示是一個橢圓,把它從中點和端點分成兩個半橢圓,然后用直線相連。長半軸為 76mm,短半軸為 20mm。使用 φ12mm 刀具。將工件坐標系(編程坐標系)G54 的原點設定在零件對稱中心。
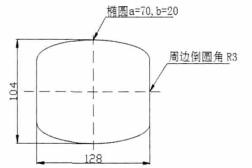
圖 1 零件圖
2.2 程序處理。在零件的實際加工過程中,由主程序 ABC.MPF來調用宏程序。零件的外形輪廓加工完之后,利用可編程參數設定指令$TC_DP6 的刀具補償量更換功能,在加工倒圓角時通過變更刀具補償,使工件坐標數值逐漸增大,而 Z 軸由參數的變化而逐步下降一個深度,其深度由參數確定。程序執行框圖如圖 2 所示。
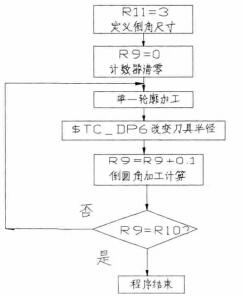
圖 2 宏程序執行框圖
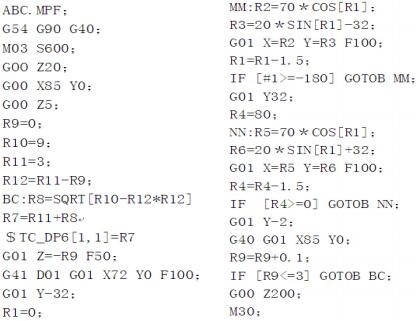
利用系統宏指令的參數計算以及判斷循環功能,在宏程序ABC.MPF 中通過多次循環執行,將 R3 的圓角完成,程序既簡化又清楚地表達了每一個加工步驟。下面是具體加工程序:
結束語
通過編程的方式,根據需要重新設定工件坐標系,借助于可編程的參數設定$TC_DP6 指令,能夠使工件坐標系在任意方向上改變位置。該指令與宏指令的共同使用,大大增強了被加工零件數控程序的邏輯性和靈活性,進一步擴展了數控系統的加工功能。在數控程序中采用如$TC_DP6 之 類 的 一 些特殊功能指令及變量,為解決一些形狀特殊及輪廓復雜的零件加工程序的編制提供了新思路。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

