



ESPRIT ProfitTurning?——相較于傳統車削更完美的策略
2017-2-20 來源:DP Technology 作者:——
傳統車削局限性
采用切入式車削操作
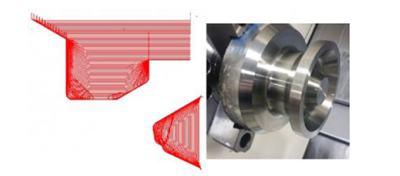
當使用傳統車削方式處理耐熱和硬質材料, 例如超合金時,會出現刀具進出時接觸角度過大,切削負載不穩定的情況。采用傳統切入式來加工此類工件還可能會造成余料不均勻,表面不規則。此外,傳統車削方式在切削過程中會造成不良反應,例如刀具負載過大,切削力過高或不規律,震動和切削控制差。當高速機械加工這些硬質材料時,一個關鍵因素就是保持穩定的切削負載,而這點對于機械加工合格品以及延長刀具壽命都是至關重要的。尤其是,如果切削負載過低或過高可能會導致刀具加速磨損,并造成許多不必要的后果。這些不必要的后果可能包括切屑過大以致無法足夠快地避開刀具。例如,如果刀具正在狹槽深處切割,切屑就會很難足夠快的避開,這可能會導致刀具損壞。低切削負載的另一不良反應就是摩擦效果,這會阻止機器產生干凈切屑,也會讓刀具和材料同時升溫,從而大大降低刀具壽命。因此,在生產過程中,保持穩定的切削負載是至關重要的。
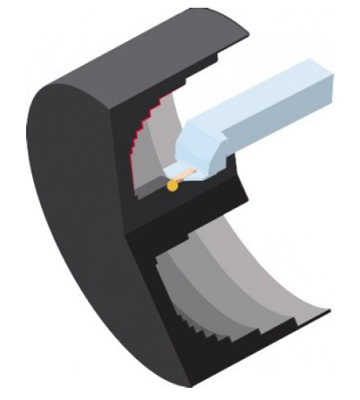
圖1.傳統切入式切削方式會造成接觸角度過大,切削力不規律以及余料不均勻。
ProfitTurning™ 能力
ESPRIT打造了一款全新創新的車床粗車策略,ProfitTurning™,以幫助消除傳統切削方式的不良反應。ProfitTurning™是一種高速切削方式,是ESPRIT現存粗車和切槽循環外的一種額外切削策略。ProfitTurning™是一種多產并安全的切削方式,讓制造商通過穩定的切削負載和切削力形成更多高效切削,從而減少刀具磨損,縮短循環周期。這是通過使用一種基于接觸控制策略的刀具路徑算法來實現的,它考慮到了固定的切削力,并且實現了最高水平的生產能力。
接觸控制:在整個通過過程中保持減少并固定的接觸
消除傳統切入式副作用的另一種方式是保持減少并固定的刀具接觸。ProfitTurning™將切削表面斷成易控制的小片,使用圓形刀片在車削時轉入轉出以控制刀具進出時的接觸。通過平滑的轉入運動和較小的進給速率,刀具切入時的切削力會大大減少并保持在一個固定的水平。進給速率在這些被稱為平行移動的直線運動時被最大化并保持固定接觸,之后在車削結束時減少接觸。
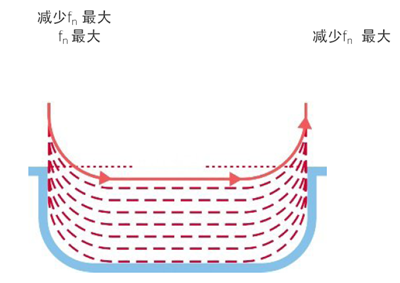
圖2. ProfitTurning™將動作分成若干部分,由進給速率,轉入,平行移動和轉出組成。
輕易切削較小、棘手區域
并非所有切削區域都是平滑且易到達的,如圖3所示。而ProfitTurning™ 專為所有較小和不均 勻區域提供了切削策略。這些區域通常由零件型材、轉入/轉出圓弧和最小余擺線半徑來決定。最小余擺線半徑是由使用者來決定以限制切削刀具無法輕易適用的小角落中余擺線移動的大小。這些不易到達區域的另一個挑戰要保持固定的刀具接觸,這樣轉入圓弧半徑不至于過大。為了解決這一挑戰,ProfitTurning™在這些較小區域采用全余擺線切削,直到刀具達到使用者所規定的“最小余擺線半徑”。之后最小余擺線半徑會在尖角設置不可切削區域,步距被減小以保持固定的刀具接觸。
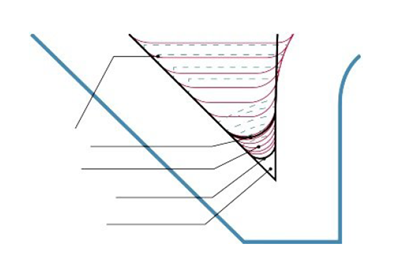
箭頭依次表示:
正常通過區域
轉入轉出圓弧半徑
余擺線通過
最小余擺線半徑
不可切削的尖銳區域
圖3. ProfitTurning™在較小區域切削時刀具路徑深度逐漸
改變切削方向和平滑過渡
ProfitTurning™能夠讓使用者改變切削方向來消除退刀移動(圖4)
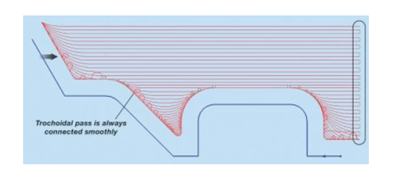
圖4.“改變切削方向”激活,“平滑過渡”未激活
“平滑過渡”通過平滑圓弧在改變刀具路徑時替代橋式移動。角落中過大的混合弧也可由這線段代替。
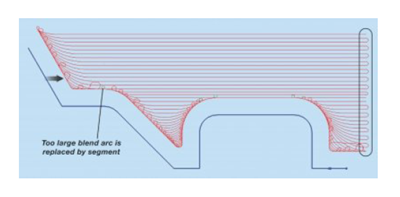
圖5. “改變切削方向”和 “平滑過渡”同時激活
ProfitTurning™ 優勢
ProfitTurning™使用圓形刀片或全半徑車槽刀具來達到更高的進給速率,從而達到保持固定或近似固定的切削負載的目的。這被稱為切屑減薄效應。此外,ProfitTurning™通過使用圓形刀片和接觸控制來減少會導致表面光潔度不良以及切削刀具損壞的振動和不規則切削力。反過來, 這讓ProfitTurning™很適合切削薄壁的硬質材料和超合金,正如下方圖6和圖7所示。
如圖6所示,當直徑是圓形刀片一半時,對每一圓形刀片來說,每牙的進給速率和切屑厚度是完全相同的。這與90度的刀具相似。當刀具的前角變化,切削深度減少(圖7),進給速率會增加以保持適當的切屑厚度。當切削的深度不足,使用者可以通過增加進給速率來彌補,其結果是產能增加。
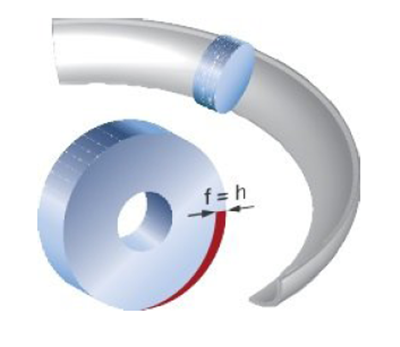
f = 進給速率
h = 切屑厚度
圖6. 對于圓形刀片來說,在圓形刀片一半直徑時,每牙的進給速率等于切屑厚度。
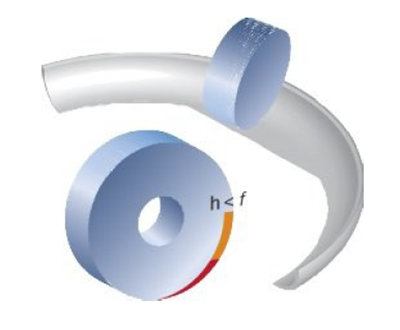
f = 進給速率
h = 切屑厚度
圖7. 切削深度減少,進給速率增加。
進行試驗!
ESPRIT ProfitTurning™與傳統車削方式的對比試驗在與 ESPRIT 機床合伙人的合作下完成了。試驗的基線是使用傳統的往復式切削策略建立的,之后與ESPRIT 的ProfitTurning™ 策略進行 對比。結果很成功,表明使用ESPRIT ProfitTurning™與傳統切削方式相比,循環周期降低了25%。
試驗切削的另一目的是評估使用ESPRITProfitTurning™相較于傳統切削策略的刀具壽命。一個帶有兩處完全相同特性的零件被用來進行試驗切削。一處特性是使用傳統往復式切削方式來切削的,另一處特性是使用ProfitTurning™來切削的。在試驗切削過程中,采用Caron Engineering 的TMAC4(刀具監控自制控制)來監測轉軸的馬力。Caron Engineering 公司在 監測和控制數控機床方面有三十多年的經驗,而TMAC 只是他們的產品之一。TMAC 的工作 原理是刀具壽命減少時,切削一個零件所需的功率會增加。在TMAC的支持之下,我們測量了ProfitTurning™與傳統往復式切削策略的馬力差異。每一種策略,我們都以氣割開始,然后測量每一次通過時的馬力,之后計算數據的平均值來顯示每一凹槽的整體馬力值。
如圖8 所示,橙色的豎條顯示的是使用傳統往復式切削方式時,每一凹槽的馬力值逐漸上升, 且始終保持5%的上升趨勢(注:隨著道具不斷磨損,機器要使用更大的馬力來完成切削。)相同的數據也從ProfitTurning™處進行收集,以藍色豎條表示。比較兩種切削策略,使ProfitTurning™加工八個零件所做的功是10.26%,而使用傳統往復式切削方式所做的功是31.3%。圖表趨勢線所顯示的結果表明,通過與傳統往復式削方式相比,使用ESPRIT 的ProfitTurning™,使用者將體驗到增加了三倍的刀具壽命,并且工裝刀片的更換頻率也將降低。
每一零件加工時刀具做功差異
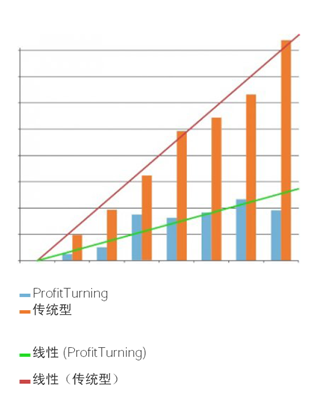
刀具壽命增加三倍
圖8. ProfitTurning™與傳統往復式切削方式的刀具做功對比
ProfitTurning™ 刀具選擇
ProfitTurning™使用圓形刀片或全半徑車槽刀具。當使用這些圓形刀片時,整個切削刃周邊在切削時都能得到使用,刀具路徑的方向能夠改變,使刀具使用達到最大化,效率得到提升,并且刀具壽命得以延長。另外,圓形刀片還能處理側向負荷的工作,而常規的方形刀片通常無法完成。此外,圓形刀片適合加工硬度等級在ISO-S 和H5 的材料,例如耐熱的超合金。
此外,在機加工時,硬度也是比較圓形刀片和方形刀片的一個因素。一般而言,圓形刀片更加結實,讓它們成為了可用的最牢固的刀片,這也意味著在切削過程中,它們不太可能產生諧波,也就能帶來更高的產能。例如,航空航天部件通常較大,半徑增加,并且使用專為去除高應力點所設計的混合型材,這樣圓形刀片就能輕而易舉地使用。
圓形刀片的益處:
o整個刀片周邊在切削時都能得到使用
o切削方向能夠改變
o運用轉入和轉出技術,實現有效接觸控制
o切削刃更堅硬,能加工硬質材料
o進給速率更高
o側向負荷切削
ProfitTurning™ 應用
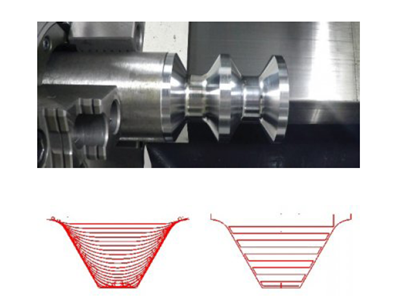
圖9所示是ProfitTurning™應用的一個例子,當切深槽和仿形切削時,需要使用細長的刀具。在下圖中,圓盤部件和卷軸部件的特點是帶有深腔,這需要對一個固體進行機械加工或在焊接之后完成。在機械加工這些典型部件時,有很高的趨勢會振動并且深寬比會很大。通過采用ProfitTurning™,使用者能夠通過最大的硬度和最小化的振動來優化這些有難度的機械加工應用,從而提高產能。ProfitTurning™應用的其它例子在圖10中有所體現。
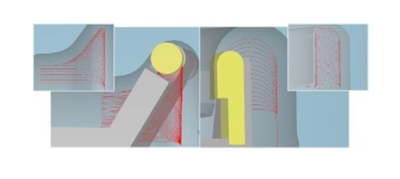
圖9. ProfitTurning™應用的一個例子——切深槽
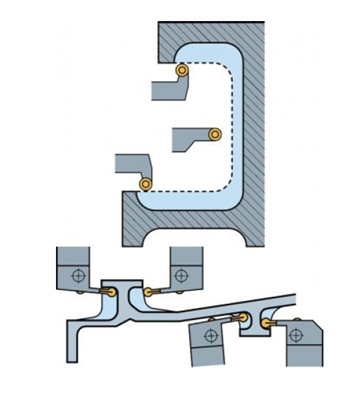
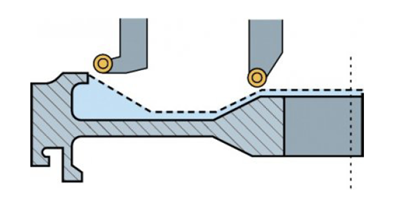
圖10. ProfitTurning™ 的更多例子
試驗結果
第一次試驗切削是在加利福尼亞州加迪納的馬扎克技術中心進行。第一次試驗切削的目的是證明最初的刀具路徑運動在適當的進給和速度下是能正常工作的。結果顯示當切削槽面時,“改變”參數打開,那外徑槽/輪廓和槽面都會加工到。外徑切削條件和最終結果證實是成功的, 表面光潔度與高速粗車周期一致。
舉例1
地點: 美國加利福尼亞州加迪納,馬扎克技術中心
零件: 316 不銹鋼, 已退火(直徑6”,~149 布氏硬度)
機械加工刀具: 馬扎克快速車削 Nexus 200 II
控制: Mazatrol Matrix Nexus 2
切削刀具刀片: Sandvik N123L2-0800-RO 1125
刀具直徑 (英寸): 0.315
刀具運動模式: ProfitTurning™
軸轉速: CSS 800
進給速率: IPR 0.032
切削深度(英寸,%): 0.025, 7
轉入/轉出半徑(英寸,%): 0.394, 125
改變: 否/是
冷卻劑: 是
舉例2
地點 北卡羅來納州夏洛特THINC 工廠,Okuma Partners
零件 D2 工具鋼,已退火,~23 洛氏硬度,直徑2.5”,長36”,D2 Tool Steel
機械加工刀具 Okuma Genos L300
控制
切削刀具刀片 ISCAR GDMY 840 IC 808
刀具直徑 (英寸) 0.315
刀具運動模式 ProfitTurning™
軸轉速, CSS 550
進給速率, IPR 0.05
切削深度(英寸,%) 0.04, 13
轉入/轉出半徑(英寸,%) 0.394, 125
改變 否/是
冷卻劑 是
視頻鏈接 youtube.com/watch?v=GP4ft3rjqcw
結果 循環周期:ProfitTurning™是22 秒,相對于傳統車削所需的41秒,節約了19 秒。
商業方程式
在如今的制造業世界中,很多金錢都投入在采用和投資新技術上。但是,相對于繼續使用傳統方式,何時采用那些新技術尚待決策。采用ESPRIT的ProfitTurning™可以提高切削速度并且減少切削時間,但是與傳統方式相比,使用這項新技術的投資成本是多少呢? 我們使用了Sandvik的車削計算器,通過設置選擇切削策略時的優先順序來向使用者展示這一點。我們計算了使用ESPRIT Profit-Turning™和圓形刀片的情況下,每個零件的成本(表1),同時,我們使用傳統往復式切削方式和相同的圓形刀具刀片和刀架進行相似的成本估算(表2)。最終結果顯示,使用ProfitTurning™
加工的每個零件單價比使用傳統往復式切削方式加工的零件單價要減少 60%。
每個零件成本減少-60%
商業方程式數據
零件年量: 5,000
每小時機器成本(美金): $50
每個零件的總循環周期(秒): 22
刀片成本(美金): $45
刀片壽命(零件數量): 24
每個刀片的刀刃: 2
每個刀具的刀片數: 1
每個零件分攤的刀架成本: $150
最大刀片指標: 1
每個零件機加工單價( 美金): $7.49
每年總成本(美金/年): $37,465
表1. 使用ProfitTurning™的成本預估
零件年量 5,000
每小時機器成本(美金) $50
每個零件的總循環周期(秒) 41
刀片成本(美金) $45
刀片壽命(零件數量) 8
每個刀片的刀刃 2
每個刀具的刀片數 1
每個零件分攤的刀架 成本 $150
最大刀片指標 1
每個零件機加工單價 ( 美金) $22.13
每年總成本(美金/年) $110,66
表2. 使用傳統往復式切削方式的成本預估
結論
ESPRIT的ProfitTurning™切削策略的特點是刀具路徑能保持固定的切削負載和切削力,使切削速度得以顯著提升。通過使用圓形刀片來控制接觸這一技術,ProfitTurning™刀具路徑還能減少震動和殘留應力,使它尤為適合處理薄壁或硬質材料,如超合金。這一創新的切削策略使得每個零件的機械加工循環周期和成本顯著降低,產能提高,讓它成為終極車削解決方案。

1 見Sandvik Coromant 貼士影片:切槽——余擺線車削,網址:youtube.com/watch?v=sJnQnsz0cN8
2 見Sandvik Coromant 計算機輔助制造編程貼士:余擺線車削,網址:youtube.com/watch?v=HRtSpY0SdBY
3 見Sandvik Coromant 貼士影片:圓形刀片超前角,網址:youtube.com /watch?v=9CCr78Z60U4
4 TMAC,Caron Engineering 公司的刀具監控自制控制,可參考網站caroneng.com/
5 不良的基本形狀刀片見Sandvik Coromant——車削刀具2012,網址:
sandvik.coromant.com/sitecollectiondocuments/downloads/global/catalogues/en-gb/turning/turn_a.pdf
6 航空航天工業工程方案見Sandvik Coromant - 應用指南——耐熱超合金PDF 文件,網站:
sandvik.coromant.com/sitecollectiondocuments/downloads/global/technical%20guides/en-us/c-2920-034.pdf
6 Sandvik Coromant 車削計算器可見網址
sandvik.coromant.com/en-gb/knowledge/calculators_and_software/apps_for_download/Pages/turning-calcula
tor.aspx
關于ESPRIT
作為DP Technology的旗艦產品——ESPRIT,被譽為提供給CNC程序員有史以來功能最強大的CAM系統。ESPRIT是世界上唯一一款能夠在同一操作界面進行車削、銑削、線切割以及車銑復合編程加工的CAM系統。高性能的ESPRIT系統能夠為任意一種CNC機床提供強大的編程能力,與我們合作的機床企業有:德馬吉森精機(DMG MORI),日本山崎馬扎克(MAZAK),瑞士阿奇夏米爾(GF Agie Charmilles), 西鐵城(CITIZEN),韓國斗山(DOOSAN),EMCO,中村留(NAKAMURA-TOME),大隈(OKUMA)等。
關于DP Technology
DP Technology的全球總部位于美國加州的卡馬里奧市,是業界領先的CAM技術解決方案開發商和供應商,其旗艦產品ESPRIT可以為任意一種CNC機床提供強大的編程能力。公司不僅擁有一批長期專業從事軟件研發、二次開發、軟件應用的專業人才隊伍,還堅持每年投入近20%的年收入用于產品的持續研發中,以增強其技術優勢。這一長期的戰略決策成就了ESPRIT強大的技術創新優勢,并奠定了ESPRIT自上市以來在工業領域的領航地位!
需要了解更多關于DP Technology和ESPRIT的信息,請致電:021-31335575,esprit@dptechnology.com或者訪問公司網站:www.espritcam.com/cn
DP Technology Europe
MIBI
672 rue du Mas Verchant
34000 Montpellier
France
Emilie DUBREUIL
聯系電話: +33 467 15 40 41
傳真: +33 467 64 99 41
Emilie.dubreuil@dptechnology.com
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

