


汽車離合器片雙端面磨床的磨削機構(gòu)設(shè)計
2016-8-15 來源:金華漢生機電控制工程有限公司等 作者:杜巧連 陳旭輝 舒柏和
摘要:離合器片是汽車換擋機構(gòu)中不可缺少的部件。汽車離合器片雙端面磨床的磨削機構(gòu),采用無心磨床的工作原理設(shè)計。汽車離合器片豎直掛在機械手掛鉤上,以圍繞掛鉤芯軸旋轉(zhuǎn)的進給方式,通過左、右磨輪進行磨削.該設(shè)計大大提高了磨削進給力的均勻性。同時利用機械手進行自動進出片,通過數(shù)控系統(tǒng)設(shè)定相關(guān)參數(shù).工件磨削過程中各階段的磨削速度及磨削量都由磨床電控系統(tǒng)自動完成,以實現(xiàn)左右磨輪對離合器片同時進給磨削加工。該設(shè)計不僅提升了磨削機構(gòu)自動化水平。也提高了磨削精度。
關(guān)鍵詞:離合器片磨床磨削機構(gòu)自動化
最早對離合器片的加工是采用普通磨床實現(xiàn)的,需要一名工人在機器旁邊對其進行操作,工作強度較大,加工的效率與自動化程度低。砂帶磨床是利用快速運動的砂帶作為磨具進行磨削和拋光的磨床,其加工精度一般可保證在±5¨m之內(nèi),效率比普通磨床高數(shù)倍,功率消耗僅為其幾分之一?。與普通磨床相比,利用砂帶磨床可以大大提高離合器片的加工效率,但是砂帶磨床需要兩名工人配合才能完成加工,即需一名工人在機器的前端放置需要加工的工件,另一名工人在機器的后端取下已被加工的工件,而且需要往復加工,才能使工件加工完整。20世紀以來,隨著汽車、拖拉機和軸承類工業(yè)的發(fā)展,雙端面磨床的使用得到了快速的增長∞]。雙端面磨床相對于普通平面磨床,它一次就可將工件的兩個端面磨削出來,再加上磨床本身配有專門的上料、送料機構(gòu),使工件裝夾時間大為減少。效率得到大大提高。汽車離合器片采用普通磨床、砂帶磨床等方式加工時,產(chǎn)品質(zhì)量不易控制,出現(xiàn)離合器片的厚度不均勻等現(xiàn)象。筆者所設(shè)計的離合器片雙端面磨床是一種在現(xiàn)代工業(yè)中應用非常廣泛的高效加工設(shè)備。采用無心磨床的工作原理,同時通過控制系統(tǒng)設(shè)定相關(guān)參數(shù),利用機械手進行自動進出離合器片,實現(xiàn)左右磨輪同時進給磨削加工,大大提高了磨削進給力的均勻性及磨削精度。
1、磨床磨削機構(gòu)的結(jié)構(gòu)及工作原理
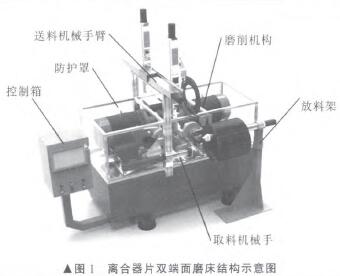
離合器片雙端面磨床由床身、自動進出片機械手、兩臺對稱砂輪架磨削裝置、自動磨削伺服進給系統(tǒng)、冷卻液供給系統(tǒng)及電氣控制系統(tǒng)等組成Hj,結(jié)構(gòu)如圖1所示。其中左、右砂輪架進給由伺服電機驅(qū)動,砂輪軸角度可在內(nèi)部調(diào)整,磨頭進給部分采用伺服電機和精密滾珠絲杠用聯(lián)軸器直接連接,進給平穩(wěn),靈敏度高。雙端面磨床工作采用無心磨床工作原理。離合器片豎直掛在機械手掛鉤上.由前面的一對橡皮輪帶動工件旋轉(zhuǎn).后面的一對金剛砂輪同時進給,實現(xiàn)雙面磨削。以圍繞掛鉤芯軸旋轉(zhuǎn)的進給方式,通過左、右磨輪同時進行磨削,大大提高了磨削進給力的均勻性。產(chǎn)品的厚度以及分段進給量、進給速度、進給停留時間、磨輪補償?shù)葏?shù)均由控制系統(tǒng)設(shè)定,磨削加工完成后,由機械手自動完成出片工作,使離合器片能夠達到均勻磨削.提升了磨削機構(gòu)自動化水平及磨削精度[2]。
2、砂輪主軸結(jié)構(gòu)設(shè)計
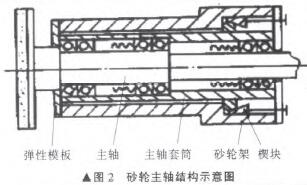
砂輪主軸由三套精密級角接觸球軸承支承,提高了砂輪軸的剛性,其結(jié)構(gòu)如圖2所示口]。從圖中可以看出,在砂輪軸后端有一個斜圓環(huán)和上、下、左、右4個位置對稱由楔塊組成的斜楔機構(gòu),調(diào)整任何一組對應楔塊.可以改變砂輪軸在水平面內(nèi)或垂直面內(nèi)的角度,從而可以較方便地調(diào)整兩砂輪的相對角度。砂輪架進給結(jié)構(gòu)采用滾動導軌殼體移動進給方式,其驅(qū)動部分由伺服電機、諧波減速器、滾珠絲杠副和滑板組成。砂輪架固定在滑板上并隨之移動,其優(yōu)點是:摩擦力小,扭矩大,脈沖當量小,低速進給穩(wěn)定,精度高。
3、磨削控制系統(tǒng)設(shè)計
離合器片雙端面磨床設(shè)計時,內(nèi)部參照傳統(tǒng)的端面磨床設(shè)計,將傳統(tǒng)的端面磨床對稱放置,利用兩臺對稱的砂輪進行磨削.實現(xiàn)一次磨削兩端面的設(shè)計。離合器片雙端面磨床不僅在機械結(jié)構(gòu)上采取了措施,以提高精度,還在磨削控制上采取措施,以進一步避免影響加工精度的因素發(fā)生【2]。
(1)采用可編程的PLC控制器替代常規(guī)電器硬件控制,開發(fā)了性能可靠、操作性強的數(shù)控模塊,使砂輪主軸驅(qū)動工作可靠性、操作性大大提高,以取得最佳磨削速度。
(2)采用人工界面觸摸屏操作,實現(xiàn)端面磨床裝置的進給補償、熱變形補償和砂輪修整補償,增加了在線測量裝置,測量砂輪間的實際距離,將誤差值反饋到數(shù)控系統(tǒng),實現(xiàn)閉環(huán)反饋;將原手動控制所產(chǎn)生的因素盡量避免,用數(shù)字顯示磨床工作的實際位置與狀態(tài)。
(3)增加砂輪主軸電機的電流顯示,實時了解砂輪的磨削情況,以判斷加工余量的變化和砂輪的實際使用狀況。
(4)利用機械手進行自動進出片,實現(xiàn)左右砂輪同時進給磨削加工,顯著提高了磨削效率,減輕了工人勞動強度。
4、磨床磨削過程[5-6]
離合器片雙端面磨床的磨削方式包括手動工作和自動工作。手動工作是為調(diào)整機床而設(shè)計的,自動工作是專為工件磨削而設(shè)計的。其磨削的主要特點是:機械手上下料對工件進行逐個磨削,工件磨削過程中,各階段的磨削速度及磨削量都是由磨床電控系統(tǒng)自動完成的。磨削加工的主要過程如下。
(1)取片。由取片機械手的氣缸將負氣壓吸盤推出,吸上離合器片后,氣缸后退反向運動,將要加工的離合器片吸附到指定的位置。
(2)送片。由龍門式的機械手臂將氣動手指送到指定位置,氣動手指在氣缸的作用下,平行夾緊離合器片。由機械手臂將其送至指定位置進行磨削。
(3)磨削。待送片動作完成后,伺服機構(gòu)將磨頭和用于使離合器片產(chǎn)生旋轉(zhuǎn)的機構(gòu)進行合并,從而使離合器片旋轉(zhuǎn).使磨頭能對離合器片進行均勻的磨削。
(4)出片。待磨削加工完后,由另一氣動手指將其取出,并將其放置到指定位置,從而完成一次加工。
5、結(jié)束語
離合器片雙端面磨床的主要特點如下。
(1)在片的兩面被連續(xù)磨削的同時,還以圍繞掛鉤芯軸旋轉(zhuǎn)的進給方式通過左、右磨輪進行磨削,大大提高磨削進給力的均勻性。使離合器片能夠達到均勻磨削,提高了磨削精度和加工效率,適合于大批量生產(chǎn)。
(2)采用數(shù)控裝置的離合器片雙端面磨床,能連續(xù)磨削工件,在機床上配置自動測量、自動補償、自動上下料等機構(gòu),提高了自動化程度,節(jié)省了勞動力,提高了磨削加工效率,降低了加工成本。
(3)磨削工件時,采用掛鉤芯軸,不采用電磁吸盤夾持,這樣可以避免工件有殘磁,是適合加工薄型工件的雙端面磨床。
參考文獻
[1] 豪彥.21世紀世界汽車工業(yè)發(fā)展趨勢(十八)——汽車離合器新技術(shù)[J].汽車與配件,2001(27):22—24.
[2]姚峻,賈平,呂一林,等.近年來雙端面磨床的發(fā)展綜述[J].精密制造與自動化,2012(1):8—13.
[3] 王洪,許世雄,申彬彬,等.雙端面磨床的研究[J].內(nèi)燃機與配件,201 l(3):19—23.
[4]沈克仁.雙端面磨床及其應用[J].精密制造與自動化,1981(2):68—70,13.
[5]曾榮超.通用上下料氣動機械手結(jié)構(gòu)設(shè)計[J].中國機械,2013(17):19-20.
[6]胡正義.桁架片搬運機械手優(yōu)化設(shè)計及計算機仿真[D].武漢:武漢理工大學,2007.
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況