


摘要:為提高國產大型龍門導軌磨床精度,針對大型龍門導軌磨床的定位誤差,應用移動最小二乘法建立誤差模型。移動最小二乘法是形成無網格方法逼近函數的方法之一,生成的曲線曲面具有精度高、光滑性好等許多優點,其建模精度遠高于普通最小二乘法(LS)。為實現大型導軌磨床的在機實時補償,應用外部坐標偏移法對大型龍門導軌磨床定位誤差進行補償。補償后,大型龍門導軌磨床精度提高89.3%,有效提高了該龍門導軌磨床的加工精度。
關鍵詞:移動最小二乘法;導軌磨床;幾何誤差;實時補償
0 引言
隨著制造業向大型及高精度發展,各種大重型數控機床不斷產生,特別是航空、航天、船舶、風電、核電等行業對大重型精密數控機床的需求越來越多。導軌是組成大重型數控機床的主要部件,導軌的精度直接影響大重型數控機床的加工精度。大型數控龍門導軌磨床是實現零部件高精度磨削加工的關鍵工作母機,其精度高低直接影響到大重型數控機床的質量。而龍門導軌磨床的幾何誤差是影響其精度的關鍵因素,由于數控龍門導軌磨床的幾何誤差很難通過設計、制造及裝配來完全消除,故采用誤差補償是提高其精度的經濟有效的方法,誤差補償法在機械加工業中已受到越來越廣泛的重視 。
數控機床的誤差補償通常是采用激光干涉儀等精密測量儀器檢測數控機床的誤差,然后根據實際測量結果建立誤差模型。常用的建模方法有齊次坐標變換法、多元回歸理論、多體系統理論、最小二乘(least square,LS)法、正交多項式[3-7]等。應用建立的誤差模型可實現數控機床的誤差補償,目前常用的補償手段有修改G 代碼補償法、壓電陶瓷制動補償法、機床外部坐標偏移補償法 等。
為提高國產大型龍門導軌磨床精度,針對大型龍門導軌磨床的定位誤差,應用移動最小二乘(moving least square,MLS)法建立誤差模型,MLS法已在無網格方法中得到廣泛應用,其建模精度遠高于普通最小二乘法。為實現大型導軌磨床定位誤差在機實時補償,應用上海交通大學研制的誤差實時補償系統對機床幾何誤差進行實時補償,經補償后大型龍門導軌磨床精度提高89.3%,有效提高了龍門導軌磨床的加工精度。
1 、龍門導軌磨床幾何誤差檢測
本研究使用的龍門導軌磨床為雙主軸導軌磨床,工作臺運動方向為x 軸,臥主軸坐標設定為y軸和z 軸,立主軸坐標設定為v軸和w 軸,機床數控系統為Fanuc系統。
由于大型龍門導軌磨床的尺寸大,故采用激光干涉儀檢測該機床的幾何誤差。為獲得準確測量結果,本試驗采用兩臺相同的激光干涉儀同時測量機床的幾何誤差,圖1為大型龍門導軌磨床幾何誤差檢測圖。
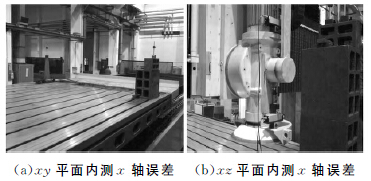
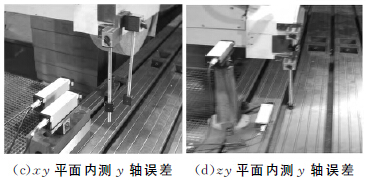
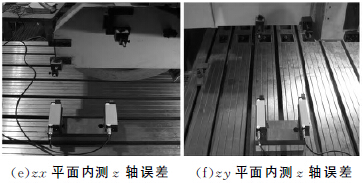
圖1 龍門導軌磨床幾何誤差測量
圖1中各測量過程如下:圖1a為x 軸在xy平面內的直線度和角偏測量;圖1b為x軸在xz平面內的直線度和角偏測量;圖1c為y軸在xy平面內的直線度和角偏測量;圖1d為y軸在zy平面內的直線度和角偏測量;圖1e為z軸在zx 平面內的直線度和角偏測量;圖1f為z軸在zy 平面內的直線度和角偏測量。
經檢測,該機床y軸和z 軸的定位誤差最大,y 軸的定位誤差在整個行程達85μm,z軸的定位誤差在165mm行程已達37μm。圖2為y軸和z軸定位誤差分布圖。由于y軸和z 軸的運動精度(特別是定位精度和位置精度)是影響機床加工精度的關鍵因素,故本文針對機床y 軸和z 軸定位誤差進行建模和補償。
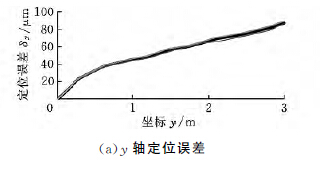
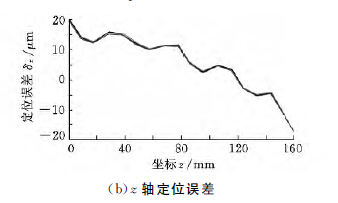
圖2 y軸和z 軸定位誤差
由圖2可以看出,y軸和z軸定位誤差與機床坐標位置成比例關系,y 軸定位誤差隨著y 坐標的增大而增大,誤差呈非線性分布;z軸定位誤差隨著z 坐標的增大而減小,誤差呈非線性分布。
2、 基于MLS的誤差建模
2.1 MLS建模原理
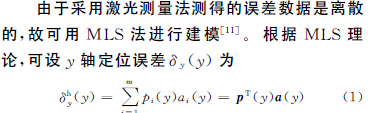
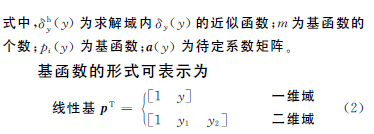
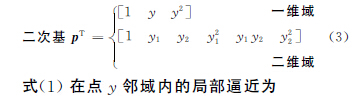
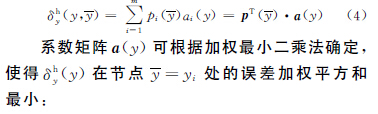
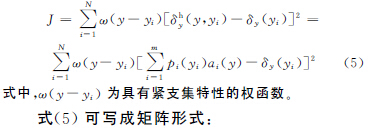
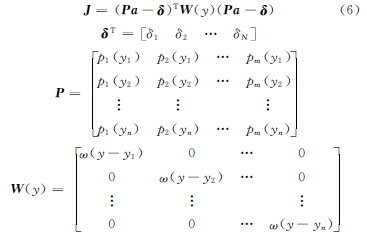
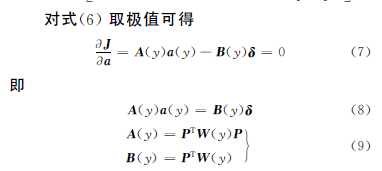
2.2 定位誤差建模
權函數在移動最小二乘法中起著非常重要的作用。移動最小二乘法中的權函數ω(y-yi)應該具有緊支性,也就是權函數在y 的一個子域內不等于零,在這個子域之外全為零,該子域稱為權函數的支持域(即y 的影響區域)[12]。由于機床幾何誤差的測量是等距的,故采用牛頓插值多項式作為移動最小二乘的權函數:
圖3所示為基于移動最小二乘法的建模結果與普通最小二乘法建模結果的對比。
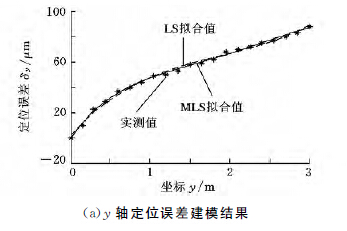
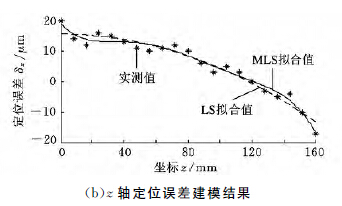
圖3 y軸和z 軸定位誤差建模結果
由圖3可以看出,基于移動最小二乘法的建模精度較高,y 軸定位誤差建模殘差為-1.5~2.2μm,z 軸定位誤差建模殘差為-2.1~2.8μm,建模精度分別為97.5%和91.8%,完全滿足定位誤差的補償要求。圖3還顯示了應用普通最小二乘法建模結果,y 軸定位誤差建模殘差為-4.2~4.4μm,z 軸定位誤差建模殘差為-2.5~3.1μm。說明移動最小二乘法的建模精度明顯優于普通最小二乘法的建模精度。
3 、基于外部坐標偏移的誤差補償
3.1 外部坐標偏移原理
本試驗采用上海交通大學自主研發的外置綜合誤差補償系統進行龍門導軌磨床定位誤差的在機實時補償。其誤差補償原理是通過與機床PLC的連接,實現補償系統與數控系統之間的數據交互:
(1)運用數控系統的窗口功能,在PLC中嵌入相應的程序,實時自動讀取當前各坐標軸的絕對坐標,并將實時絕對坐標輸入外置補償系統。
(2)補償系統在一個PLC周期內,通過預建的誤差模型自動完成各軸的實時誤差補償值計算,并通過補償值輸出接口將誤差補償值送到PLC,并進一步通過嵌入的PLC 程序傳送到CNC,再由機床CNC通過觸發外部坐標原點偏移功能使相關坐標軸向誤差反方向運動計算的補償距離,取得自動誤差補償的效果。
外置綜合誤差補償系統與機床的連接主要有以下兩個方面:①補償系統坐標輸入接口與機床PLC實時絕對坐標輸出地址連接;②補償系統誤差補償值與機床PLC補償值輸入地址連接。
外置綜合誤差補償與機床的誤差功能設定與軟件調試主要有以下方面:①PLC輸入擴展模塊通道地址配置、輸出擴展模塊通道地址配置及相關程序編制;②讀取當前各個控制軸的實時絕對坐標位置的相關PLC程序的編制;③CNC讀取輸入各軸補償值的相關PLC程序的編制;④機床外部坐標原點補償功能的觸發控制設定;⑤補償系統實時數據交互功能的調試;⑥誤差綜合補償系統預設模型實時補償的實用性調試。
3.2 定位誤差實時補償
為驗證龍門導軌磨床定位誤差的補償效果,將誤差綜合補償系統與機床數控系統連接并調試,如圖4所示。將基于移動最小二乘法的建模結果嵌入誤差補償系統,綜合誤差補償系統根據定位誤差計算結果觸發自動補償功能,用同樣的激光干涉儀測量經過實時補償后的y 軸、z 軸定位誤差,機床y 軸、z軸定位精度補償前后對比見表1。
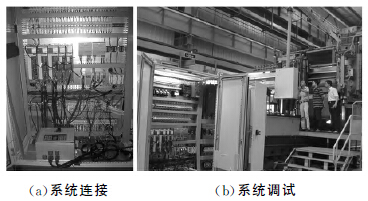
圖4 定位誤差補償
表1 機床定位精度補償前后對比

由表1可以看出,經實時誤差補償后,機床各軸定位精度均有大幅提高,y 軸正向定位誤差由補償前的88.4μm減小為補償后的9.5μm;z軸正向定位誤差由補償前的20.2μm 減小為補償后的8.2μm。龍門導軌磨床的定位精度最大提高89.3%,說明實時誤差補償系統可有效提高機床精度,并且試驗過程及結果均由機械工業機床產品質量檢測中心(上海)檢測并認定。
系統偏差補償前后對比見表2。由表2可以看出,y 軸正向系統偏差由補償前的88.6μm 減小為補償后的4.3μm;z軸正向系統偏差由補償前的21.5μm 減小為補償后的7.1μm。龍門導軌磨床的系統偏差最大提高95.1%,有效提高了該龍門導軌磨床的精度。
表2 系統偏差補償前后對比
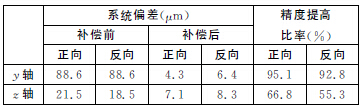
圖5所示為補償后龍門導軌磨床y 軸、z 軸的定位誤差。圖5中的誤差曲線分別為沿y 軸、z軸正反向各測量3次,y 軸、z 軸測量距離分別為1400mm 和160mm。由圖5可以看出,補償后的定位誤差在10μm 以內,對于大型龍門機床,這樣的定位精度已經屬于精密級,完全可以滿足大型精密數控機床導軌的磨削加工。

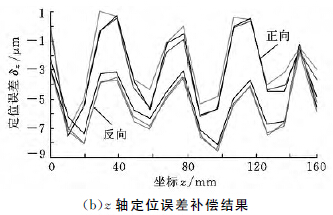
圖5 定位誤差補償結果
此外,本文提出的誤差建模及補償方法還可用于機床其他誤差的建模及補償。
4、 結語
大型數控龍門導軌磨床是實現機床導軌高精度磨削加工的關鍵工作母機,其精度高低直接影響到大重型數控機床的質量與發展。而龍門導軌磨床的幾何誤差是影響其精度的關鍵因素,由于數控龍門導軌磨床的幾何誤差很難通過設計、制造及裝配來完全消除,所以,采用誤差補償是提高其精度經濟有效的方法。
基于外部坐標偏移的誤差實時補償系統可實現大型龍門導軌磨床定位誤差的實時補償,經補償,大型龍門導軌磨床精度提高89.3%,有效提高了該龍門導軌磨床的加工精度。試驗過程及結果均由機械工業機床產品質量檢測中心(上海)檢測并認定。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

