


摘 要:通過分析目前生產(chǎn)中外圓磨床尾架對工件精度的影響,設(shè)計了調(diào)錐尾架結(jié)構(gòu),并介紹了其調(diào)錐原理,通過對調(diào)錐尾架進行受力分析,利用ANSYS Workbench 對其進行靜力結(jié)構(gòu)分析和模態(tài)分析,得出了調(diào)錐尾架結(jié)構(gòu)能滿足要求的結(jié)論。
磨床在磨削工件時,尾架對工件起到支承和定心的作用。尾架結(jié)構(gòu)設(shè)計不合理,會導(dǎo)致尾架剛度不足、振動大等問題,最終影響工件的加工精度。因此,對外圓磨床尾架結(jié)構(gòu)的研究就顯得尤為重要。在磨削高精度外圓柱面時,要求頭尾架頂尖中心線與砂輪橫向進給方向平行,由于磨削時頭架與尾架的熱變形不一致,從而使兩頂尖中心線與砂輪橫向
進給方向的平行度發(fā)生變化。而且,尾架在使用過程中,尾架體殼基部與導(dǎo)軌存在摩擦,長此以往,接觸面的磨損也會使兩頂尖中心的偏移,導(dǎo)致加工的工件圓柱度達不到要求。因此,磨床擁有一個具有調(diào)錐功能的尾架就很有必要。
1、 調(diào)錐尾架設(shè)計
1.1 調(diào)錐尾架結(jié)構(gòu)
調(diào)錐尾架的結(jié)構(gòu)如圖1 所示,其特點是:在體殼內(nèi)裝有襯套,襯套內(nèi)裝著尾架套筒,頂尖裝在套筒內(nèi),襯套和套筒之間有兩個密植軸承,通過密植軸承小鋼球的滾動減小了摩擦力。前、后密植軸承的位置由體殼側(cè)面的一個擋銷(圖1 為正視圖,看不見此擋銷)限制。
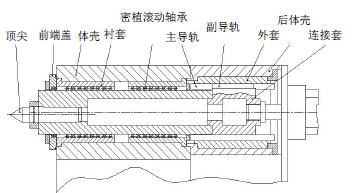
圖1 調(diào)錐尾架剖視圖
在后蓋板外部設(shè)有油缸,油缸的柱塞桿與連接套通過螺紋連接緊固在一起;連接套與套筒通過螺栓及側(cè)面的鍵連接在一起。連接套和外套之間有上、下兩個精密交叉滾柱直線滑動導(dǎo)軌副,可以減小連接套軸向運動時的摩擦,同時能夠?qū)⑼馓椎霓D(zhuǎn)動傳給連接套和尾架套筒,從而實現(xiàn)其調(diào)錐功能。在磨削工件時,打開油缸開關(guān),此時,油缸中的柱塞桿伸出,將套筒和頂尖頂出,支撐并定心工件,配合頭架實現(xiàn)磨削。
1.2 調(diào)錐尾架調(diào)錐原理
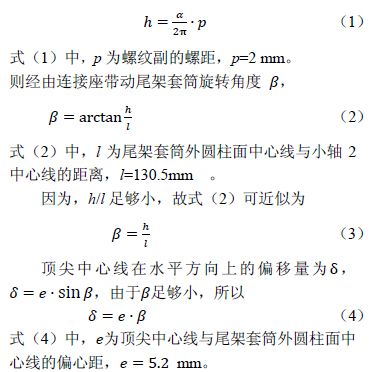
調(diào)錐尾架實現(xiàn)調(diào)錐的原理如圖2 所示。當旋轉(zhuǎn)豎直小軸1 時,由于螺紋副的作用,通過水平小軸2 繞O 點旋轉(zhuǎn),從而帶動尾架套筒轉(zhuǎn)動,由于頂尖錐孔的中心線與尾架套筒外圓柱面的中心線存在5.2 mm 的偏心距,因此,在尾架套筒旋轉(zhuǎn)的過程中,頂尖中心線會有一個水平方向的偏移量,從而實現(xiàn)調(diào)錐的功能。
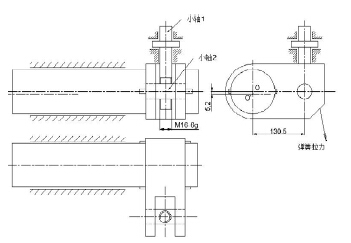
圖2 尾架調(diào)錐功能原理簡圖
從圖中可看出,若將各零部件視為剛體,并且接觸無間隙,則各零部件(除套筒外)是完全定義的,即所有自由度均被限定。但是由于間隙的存在,以及各零部件受力時會有微量的變形,故連接座能夠繞O 點轉(zhuǎn)動一個微小的角度。
假設(shè)豎直小軸 1 旋轉(zhuǎn)一個角度α(0 <α <=π)時,由于小軸1 軸向固定無位移,螺紋副螺距為2mm,則水平小軸2 沿小軸1 軸向移動的距離為h,
2 、調(diào)錐尾架受力分析
2.1 磨削力的確定
砂輪與工件接觸進行磨削,其磨削過程一般分為三個階段:第一階段是滑擦階段,砂輪磨粒的切削刃與工件表面開始接觸,工件發(fā)生彈性變形;第二階段為耕犁階段,切削刃壓入工件的塑性基體,經(jīng)過塑性變形之后,金屬基體被推向砂輪磨粒的一側(cè),導(dǎo)致工件的表面金屬顆粒從基體上隆起;第三階段為切屑形成階段,此階段,隆起的表面金屬顆粒被砂輪切削刃從基體上切除。而磨削力就是起源于工件與砂輪接觸后引起的彈性變形、塑性變形、切屑形成以及磨粒和結(jié)合劑與表面之間的磨擦作用。為方便理解及計算,一般將磨削力沿著三個相互垂直的方向分解為三個分力:砂輪旋轉(zhuǎn)切線方向的切向力Ft,砂輪和工件接觸面法線方向的法向力Fn,縱向進給方向的軸向力Fa,如圖3 所示。
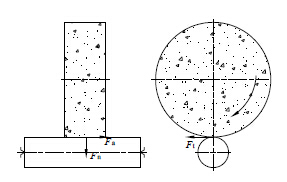
圖3 工件所受磨削力分解示意圖
軸向力Fa一般比較小,可以忽略不計。
2.2 工件重力及頂緊力的確定
該調(diào)錐尾架適用的外圓磨床能加工的工件最大直徑320 mm,最大長度為750 mm,最大質(zhì)量150 kg。磨床的工況為兩頂尖共同頂持工件磨削,因此,作用在尾架頂尖的重力為工件總重力的1/2,即150×9.8×1/2=735 N對于兩頂尖支承工件的機床系統(tǒng),根據(jù)實際經(jīng)驗可知,其對工件的頂緊力一般為工件自重的70%~80%。考慮尾架在極限工況下仍必須具備良好的性能,分析時取頂緊力為工件自重的80%。所以,對于該磨床所能加工的工件最大自重,其頂緊力為:150×9.8×80%N=1176 N
3 、調(diào)錐尾架靜力結(jié)構(gòu)分析
3.1 模型分析時的假設(shè)
由于尾架結(jié)構(gòu)復(fù)雜,受多方面因素的影響,進行有限元分析時,為簡化計算,進行如下假設(shè):
(1)認定尾架是由相同材料組成,密度均勻分布,在工作過程中始終處于彈性階段;
(2)假定位移和變形都是微小的 。
3.2 材料物理參數(shù)
金屬材料的物理性能參數(shù)如比熱容、導(dǎo)熱系數(shù)、彈性模量、屈服應(yīng)力等一般都隨溫度的變化而變化,當溫度變化范圍不大時,可采用物理性能參數(shù)的平均值來進行計算。因此,可選用室溫下材料的物理參數(shù)值進行模型的靜態(tài)分析和模態(tài)分析。
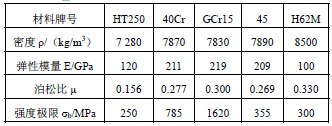
分析的磨床尾架所使用的材料及其常溫下的物理性能參數(shù),如表1 所示。
表1 尾架所用零件材料常溫下的物理性能參數(shù)
3.3 靜力結(jié)構(gòu)分析
調(diào)錐尾架是由許多零件裝配而成的大型復(fù)雜結(jié)構(gòu),主要由頂尖、體殼、后體殼及安裝在體殼和后體殼的眾多零部件組成,且存在多處零件間的接觸連接。若不對模型進行簡化處理,將很大程度上影響計算速度,甚至?xí)鹩嬎憬Y(jié)果不收斂等嚴重錯誤。因此,在將模型導(dǎo)入有限元分析軟件之前,首先對尾架的CAD 模型進行簡化,如去除不直接承受力的零件、忽略零件上小的螺栓孔、銷孔、凸臺、倒角以及退刀槽等對分析結(jié)果影響不大的局部細節(jié)結(jié)構(gòu)。
將尾架裝配體所分的各部分的三維模型分別導(dǎo)入到ANSYS Workbench 中,添加各零件的材料屬性,定義、修改接觸對。在劃分網(wǎng)格時,將定義了不同接觸類型的零件區(qū)分對待,定義了摩擦接觸(Frictional)的兩零件盡量采用Sweep 或MultiZone的網(wǎng)格劃分方法,并適當?shù)貙⒕W(wǎng)格劃分的比較小;定義了綁定接觸(Bonded)及不分離接觸(NoSeparation)的零件,則可由計算機內(nèi)部程序自動控制劃分方法。劃分之后的有限元模型,如圖4 所示。
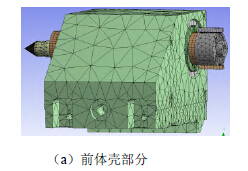
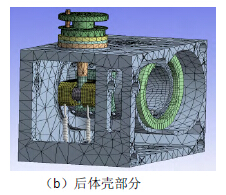
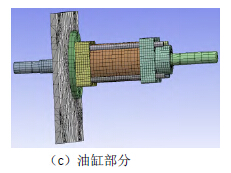
圖4 網(wǎng)格劃分
添加相應(yīng)的載荷及約束;設(shè)置求解項并求解,結(jié)果如圖5、圖6 及圖7 所示。

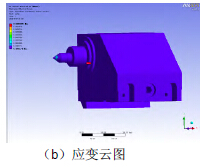
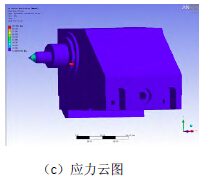
圖5 前體殼部分分析結(jié)果
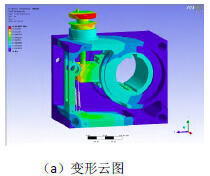
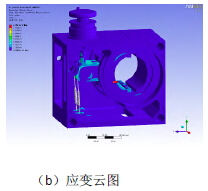
圖6 后體殼部分分析結(jié)果
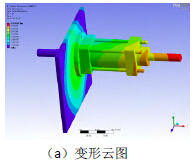
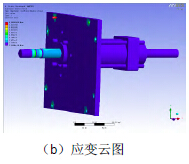
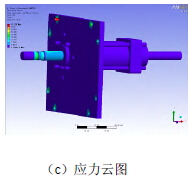
圖7 油缸部分分析結(jié)果
將分析結(jié)果匯總整理,如表 2 所示。
表2 現(xiàn)有尾架靜態(tài)結(jié)構(gòu)分析結(jié)果匯總
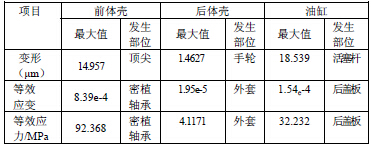
由表2 可知,該尾架在工作過程中,產(chǎn)生的最大應(yīng)力不足100 MPa,而各零件所用材料的許用應(yīng)力均大于100 MPa,故其強度滿足要求。
變形也都在許可范圍內(nèi),所以剛度不成問題。對于比較關(guān)心的頂尖,其變形量也不足15μm,是滿足要求的。
4 、模態(tài)分析結(jié)果
以靜力分析的求解為輸入數(shù)據(jù),這樣我們省去了修改材料屬性,定義接觸類型、網(wǎng)格劃分和添加載荷及約束,直接設(shè)置求解項并求解,在工程應(yīng)用中,通常關(guān)注前4 階低階的固有頻率已經(jīng)足夠,結(jié)果如圖8(前體殼部分)、圖9(后體殼部分)、圖10(油缸部分)所示。
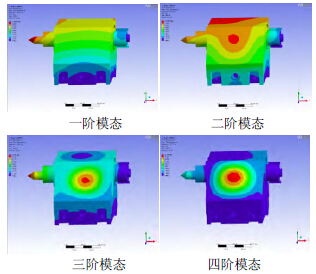
圖8 前體殼部分模態(tài)分析結(jié)果
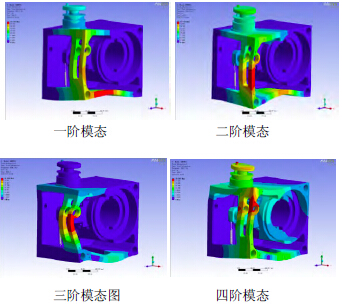
圖9 后體殼部分模態(tài)分析結(jié)果
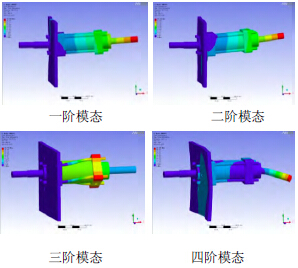
圖10 油缸部分模態(tài)分析結(jié)果
將分析結(jié)果匯總,如表 3 所示。
表3 現(xiàn)有尾架模態(tài)分析結(jié)果匯總(Hz)
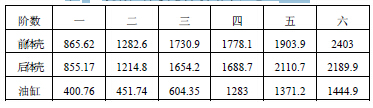
該尾架各部分的各階固有頻率均在 400 Hz 以上,可以得出尾架整體,其各階固有頻率至少也在400 Hz 以上。而該磨床砂輪驅(qū)動電機額定轉(zhuǎn)速為1 400 r/min,砂輪轉(zhuǎn)速1 520 r/min,頭架主軸轉(zhuǎn)速30~300 r/min,故磨床各振源的頻率為0.5~5 Hz、23.3 Hz 和25.3 Hz,所以不會產(chǎn)生共振。
5、 結(jié)語
應(yīng)用分析軟件對調(diào)錐尾架進行分析,該尾架在工作過程中,產(chǎn)生的最大應(yīng)力小于各零件的許用應(yīng)力,故其強度滿足要求;變形量也都在許可范圍內(nèi),所以剛度滿足要求。頂尖變形量也在設(shè)計范圍內(nèi)。而且,該尾架動態(tài)性能良好,不存在共振的問題。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況