


摘要: 砂輪不平衡是磨床振動的主要原因。為了在線調整砂輪的平衡狀態,提高磨床的磨削精度,介紹一種新型的氣壓液體式在線自動平衡系統。該平衡系統利用壓縮空氣驅動平衡液在位置相對的儲液腔間進行質量轉移,改變平衡盤中的液體分布,進而實現砂輪平衡狀態的在線調整。通過對裝置平衡性能的分析,認為該類裝置具有平衡速度快、平
衡能力線性度好的優點。最后經過實驗驗證,該裝置在5 500 r /min 的轉速下,將系統不平衡振動從10. 2 μm 降至0. 37μm,振幅下降比例達95%以上。
在機械加工過程中,機床自身的振動會嚴重影響機床的加工精度和加工效率。對磨床而言,振動會使被磨工件產生表面波紋和增大工件的表面粗糙度,影響工件質量; 且振動會加劇砂輪自身的磨損,導致砂輪頻繁地修整與更換,影響加工周期。
砂輪不平衡是導致磨床振動的主要原因。即使在磨削前預先對砂輪進行過動平衡,但在磨削過程中,冷卻液的不均勻吸附和砂輪的不均勻磨損均會導致砂輪不平衡量的再次產生,且該不平衡量隨著磨削過程逐漸增大。不平衡量所產生的離心力與砂輪轉速的平方成正比,對于高速和超高速的磨床,即使極小的不平衡量,也會產生非常大的離心力,嚴重影響磨床的正常運行。因此,為了獲得更高的加工精度和加工效率,在磨床上加裝在線自動平衡系統是非常必要的。目前,該類產品主要有電機式[1]、電磁式[2 - 3]和注液式[4 - 5]三種,由國外的Schmitt 和Dittel 等公司生產; 國內也有很多學者進行了相關研究,但均尚處于研發階段,未見到成熟產品[6 - 8]。在本文中,重點介紹了一種新型的氣壓液體式在線自動平衡系統[9],并對該系統的平衡性能進行了理論分析,最后通過實驗,驗證了該類系統的性能。
1 、平衡原理
氣壓液體式平衡裝置屬于液體式平衡裝置中的一種。在設備安裝前,需要在兩組位置相對的儲液腔中預先充入平衡液體。平衡過程中,通過向指定儲液腔充入壓縮氣體,驅動平衡液在相對儲液腔間轉移,改變平衡盤中液體的質量分布,進而實現對砂輪的在線自動平衡。
整個平衡過程中,不需要外界注入或向外界排出平衡液,平衡液僅在密閉的儲液腔間進行定向轉移。
與已有的注液式平衡裝置相比,該氣壓液體式平衡裝置因擺脫了注排液這一過程,具有以下幾點優勢:
( 1) 在整個平衡過程中,因平衡過程可逆,所以整個裝置可以始終保持最大的平衡能力;
( 2) 平衡液在封閉的環境中工作,損耗接近于零,因此可以根據實際應用的需要任意選擇適用的平衡液;
( 3) 采用高穩定性平衡液做到長期潔凈無沉積,可以使用更細的管徑,從而減小液體的最小可控轉移量,使得平衡精度更高;
( 4) 選用高密度平衡液,在平衡盤體積一定的情況下,可以得到更大的平衡能力;
( 5) 平衡狀態具備停機保持功能。
2 、結構設計
氣壓液體式自動平衡裝置由平衡盤和氣源分配器兩部分組成,如圖1 所示。
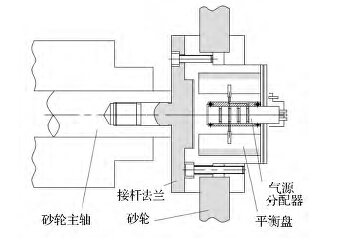
圖1 平衡裝置結構簡圖
2. 1 平衡盤
平衡盤固定在砂輪主軸上,和主軸同步旋轉。平衡盤內部對稱分布4 個扇形儲液腔,預先充入平衡液。在儲液腔的一側蓋板上加工氣體和液體流道。其中,注氣流道4 條,分別對應4 個儲液腔,由4 臺兩位三通電磁閥控制通斷。連通流道2 條,分別對應兩組位置相對的儲液腔。連通流道的兩端均位于儲液腔的最大半徑處,連通流道中心點所在半徑最小。當壓力氣體進入某一儲液腔并達到預定壓力后,平衡液將通過連通流道被壓入對側儲液腔,實現了平衡液的定向轉移。

圖2 平衡盤結構簡圖
2. 2 氣源分配器
氣源分配器的主要功能是實現壓縮空氣從靜止氣管到旋轉儲液腔間的傳輸。根據安裝位置和注氣方向的不同,該分配器的具體結構可以有多種形式。以軸向注氣的分配器為例,該結構包含定子、中間套和前后軸承四部分,其中,定子和兩軸承的內圈均靜止不動,中間套和兩軸承的外圈同平衡盤一起同步旋轉。壓縮空氣由定子引入,經定子外壁上的4 道環槽可以進入中間套的4 個進氣孔,繼而通過中間套內的4 條進氣流道最終將壓縮空氣導入對應的儲液腔。中間套與儲液腔內壁過盈配合,中間套與定子之間留有十幾微米的間隙。前后兩軸承可以保證在這樣小的間隙下轉子正常旋轉。定子采用軟支撐的方式固定,設備運行過程中,前后軸承僅承受定子的自身重力和隨動的簡諧激振力。
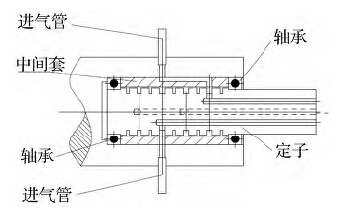
圖3 氣源分配器結構簡圖
3 、平衡性能分析
3. 1 單腔注液
對于普通單個扇形儲液腔,儲液腔內注入的平衡液質量m 可由下式計算得出:
![]()
式中,ρ 為平衡液密度,B 為儲液腔厚度,θ 為扇形儲液腔對于圓心角,R2為儲液腔外徑,R'1為儲液腔液層內徑,儲液腔結構如圖4所示。
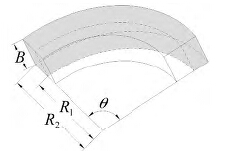
圖4 儲液腔結構簡圖
儲 液腔平衡能力U 由下式計算得出:

以R'1為中間變量,得儲液腔平衡能力U 和腔內注入平衡液質量m 的關系為:
![]()
公式兩邊同時對m 求導,得到儲液腔平衡能力和單位液體質量的關系為:
![]()
3. 2 對腔轉移
氣壓液體式平衡裝置在壓縮氣體驅動平衡液轉移時,相對位置的兩儲液腔同時動作,對應平衡液在兩相對儲液腔間做一增一減的流動。所以在分析轉移質量和平衡能力的關系時,兩相對儲液腔需同時考慮。以A、C 兩相對儲液腔為例: 平衡裝置啟動前,兩腔儲液量相同; 平衡過程中,在C 腔注入壓縮空氣,驅動平衡液向A 腔流動,直至C 腔液體全部轉移至A 腔。因平衡液在轉移過程中無損耗,所以C 腔儲液量的減小量等于A 腔儲液量的增加量。設A 腔的實際儲液量為MA,其中初始儲液量為mA,液體轉移量為m; C 腔的實際儲液量為MC,其中初始儲液量為mC,液體轉移量為m。則六個參數的關系為:mA = mC; MA = mA + m; MC = mC - m將液體轉移量的公式代入上式,得
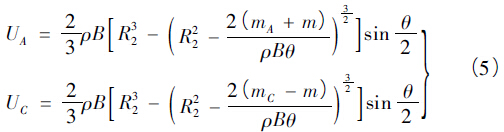
所以該組儲液腔的總平衡能力U 和液體轉移量m的關系為
3. 3 性能對比
氣壓液體式平衡裝置因為其對腔轉移的平衡方式,使得平衡能力與平衡質量的關系發生了變化。在本節中,利用實驗用儲液腔的基本參數,對該種平衡方式和傳統單腔注液方式進行定量對比。儲液腔的基本參數如表1 所示。

表1 儲液腔基本參數
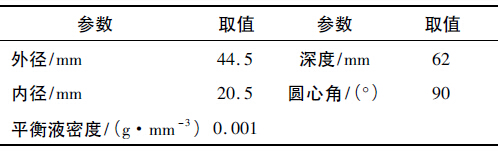
表2 平衡性能對比結果
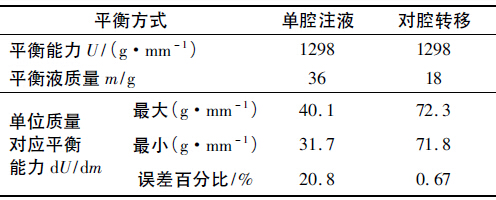
由上表知,形成相同的平衡能力,對腔轉移的平衡方式所需轉移的平衡液質量僅為單腔注液所需注入平衡液質量的一半; 在對腔轉移過程中,單位質量液體對應平衡能力基本不變,而在單腔注液過程中,單位質量液體對應平衡能力具有較大偏差。從該結果可以看出,和傳統單腔注液的平衡方式相比,對腔轉移的平衡方式具有平衡速度快、平衡能力線性度好的優點,有利于平衡系統控制精度和控制速度的提高。
4 、實驗研究
為了驗證氣壓液體式自動平衡裝置的平衡效果,在臥式磨削試驗臺上進行了相關實驗。
試驗臺所用電主軸為磨削專用電主軸,功率9 kW。所用模擬砂輪的規格為250 × 127 × 20。模擬砂輪由左右兩砂輪法蘭夾緊,固定在電主軸上。平衡盤和砂輪左法蘭加工成一體,位于砂輪盤的內部,便于更好地平衡系統由砂輪不平衡帶來的振動。平衡盤外徑100mm,內含儲液腔深60 mm,所用平衡液為硅油,設計平衡能力為1 356 g·mm。在平衡盤的端部加工一凸臺,利用接近開關測量試驗臺轉速和振動相位。平衡盤的長度大于砂輪和砂輪法蘭的安裝尺寸,高出的部分用于作為位移傳感器的測量面,因為該測量面非常接近砂輪,且隨砂輪同步旋轉,所以可以直接的反應砂輪的實際振動。該實驗裝置如圖5 所示。
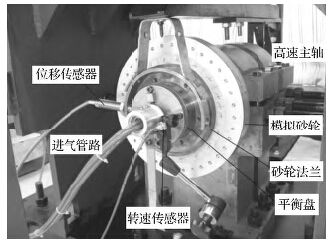
圖5 平衡系統實驗裝置
在實驗過程中,設定系統允許的振動幅值為0. 4μm。當系統的振動幅值超出該設定值后,控制器輸出控制指令,進行自動平衡操作。因實驗裝置的臨界轉速為7 000 r /min,所以本文僅在臨界轉速以下做了自動平衡實驗,所選轉速分別為3 000 r /min,5 000 r /min和5 500 r /min,分別對應砂輪線速度為39 m/s,62 m/s和72 m/s,具體平衡效果如圖6 所示。
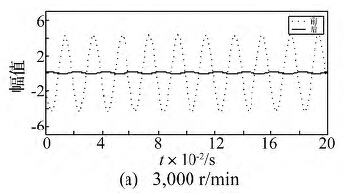
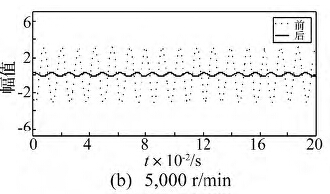
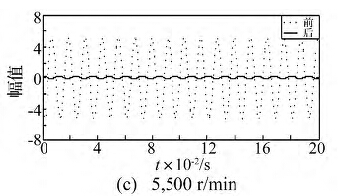
圖6 平衡效果圖
在3 000 r /min 的轉速下,系統初始振動幅值為8. 3μm( P - P) ,經過自動平衡后,系統振動幅值降低至0. 35 μm( P - P) ,振幅下降比例達95. 6%; 在5 000r /min的轉速下,系統初始振動幅值為6. 5 μm( P - P) ,經過自動平衡后,系統振動幅值降低至0. 36 μm( P -P) ,振幅下降比例達94. 5%; 在5 500 r /min 的轉速下,系統初始振動幅值為10. 2 μm( P - P) ,經過自動平衡后,系統振動幅值降低至0. 37 μm( P - P) ,振幅下降比例達96. 4%。從此實驗效果可以看出,本文所介紹的
平衡裝置在3 種工況下均可有效的降低系統振動幅值,平衡性能可靠。
5 、結論
在本文中,介紹了一種新型的氣壓液體式自動平衡裝置。該類平衡裝置具有平衡速度快、平衡能力線性度好的優點,有利于平衡系統控制精度和控制速度的提高。建立了臥式轉子試驗臺,對該平衡裝置的實際平衡效果進行了實驗驗證。在3 000 r /min、5 000r /min、5 500 r /min 三個轉速下,分別進行在線自動平衡實驗,均可有效地降低系統振動幅值,系統振動幅值下降比例均在90% 以上。實驗結果表明,該平衡裝置的平衡性能可靠,具有廣泛的應用前景。
由于本實驗目前的研究重點在于驗證該平衡裝置的可行性和可靠性,下一步將考慮將該平衡裝置應用到實際磨床上,研究該平衡裝置在磨床上的在線自動平衡效果以及該裝對被磨工件表面質量的改善效果。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

