



臥式加工中心任意角度自動建立坐標系
2020-2-28 來源:長城汽車股份有限公司 內外飾研究院 裝備 作者:朱海峰
摘要:介紹了一種宏程序,用于臥式加工中心工作臺旋轉任意角度后自動建立新坐標系。通過對臥式加工中心旋轉工作臺坐標系統建立數學模型,計算旋轉后的坐標偏置量,用宏程序將新坐標偏置寫入系統變量下。避免了人工對刀建立坐標系過程中的誤差,降低了勞動強度。
關鍵詞:坐標系自動建立;任意角度;加工中心
0 引言
臥式加工中心的工作臺一般可以旋轉,方便加工箱體類等具有回轉特征的零件,自動化程度較高,可實現一次裝卡多角度加工。但是旋轉角度后需要重新建立坐標系,因為上一個工位加工的特征很難與后續加工做到基準統一,存在多次建立坐標系產生的誤 差。解決上述問題的傳統辦法是:裝卡時將零件的中心與工作臺回轉中心重合,或是在零件上做一個輔助工藝孔,旋轉后重新對刀建立坐標系。這兩種辦法均存在費時費力、自動化程度不高、誤差較大、受零件形狀的局限等缺點。本文介紹一種用宏程序自動建立坐標系的方法,原理是:將測定的回轉中心機械坐標值作為旋轉中心點計算第一個對刀點旋轉一個角度后的坐標偏置量,并通過系統變量的方法寫到新的坐標系下。
1、測定回轉中心機械坐標值
加工時用到的坐標系分為機械坐標系和工件坐標系。機械坐標系是表示機械固有位置的坐標系,工件坐標系是用于加工的坐標系(G54~G59)。自動建立坐標系指的是建立工件坐標系,可由坐標系設定功能或工件偏置測量等功能實現。
回轉中心是機床機械位置的固有點,我們將其機械坐標位置定義為(X0,Z0)。其中,X0是固定的,因主軸裝卡刀具不同,Z0是相對的,可以是相對于基準刀或是主軸端面的位置,這里我們選擇在基準刀下測定Z0的相對位置。測定回轉中心時需要用到大理石方尺、基準刀或機床自帶的紅寶石探頭。測定回轉中心的具體過程如圖1所示。
(1)測定 X0:將方尺固定在工作臺上,用尋邊器測定 X1;工作臺旋轉180°,測定 X2。回轉中心 X0=(X1+X2)/2。
(2)測定Z0:在0°時用基準刀測定Z1,旋轉180°,測定Z2。用千分尺測量方尺的長度L,回轉中心Z0=(Z1+Z2-L)/2。
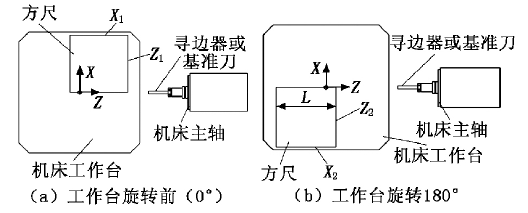
圖1 測定回轉中心示意圖
2、建立數學模型
如圖2所示,O1為機械坐標系原點,O2為工作臺旋轉中心,A 為 G54的對刀點,B 為工作臺旋轉α 角度后A 點的位置,AO2與Z 軸形成的夾角為β,BO2與Z 軸的夾角為ε,A 點的機械坐標值為(Xa,Za),B 點的機械坐標為(Xb,Zb),O2的機械坐標為(X2,Z2)。
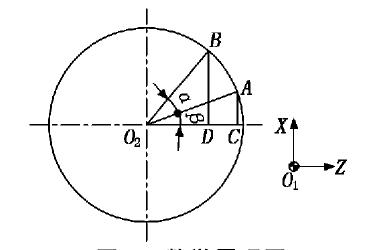
圖2 數學原理圖
圖 2 中,AC = Xa- X2,CO2=Za -Z2,β= arctan(AC/CO2),AO2=AC/sinβ,BO2=AO2,ε=α+β,BD=BO2×sinε,DO2=BO2×cosε,Xb=X2 +BD,Zb=Z2+DO2。
3、編寫宏程序
為了便于管理及避免使用者誤操作,將程序格式編為主程序和子程序,使用時只需打開主程序由主程序自動調用宏程序,將測定的回轉中心的機械坐標值填入子程序對應的#21和#23的等式右邊,日常使用時子程序并不需要修改。以森精機 NHC4000 三菱系統為例,其主程序自變量地址與局部變量的關系如表1所示。表1中,帶有 × 標記的自變量地址無法使用,但在 G66.1 模式中可追加使用帶有*標記的自變量地址;帶有-標記表示沒有對應地址,帶有○標記表示可以正常調用該自變量地址。
表1 主程序自變量地址與局部變量的關系

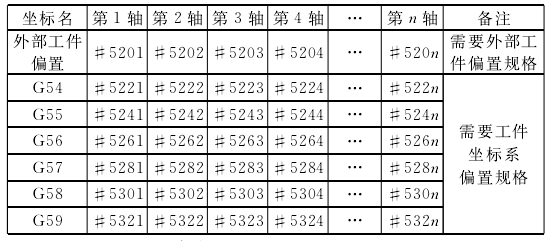
與工件坐標系(G54~G59)相關的系統變量地址如表2所示。表2 表示與工件坐標系對應的變量地址,使用變量編號#5201~#532n,可讀取工件坐標系偏置數據或將值代入。
表2 與工件坐標系(G54~G59)相關的系統變量地址
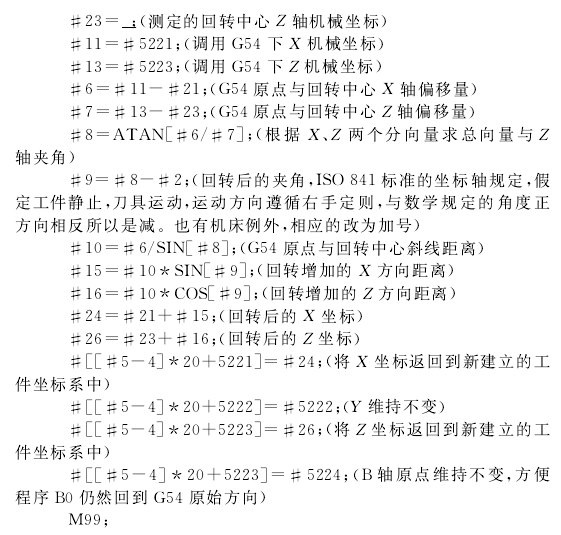
編寫的主程序如下:
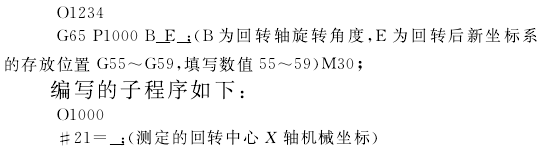
4、程序驗證
正式加工零件前,首先驗證坐標轉換程序的精度及可靠性。在工作臺上裝卡一個標準驗棒,將 G54的原點設定在圓心,工作臺旋轉任意角度,運行主程序 O1234,將新的坐標系原點設定在 G55,重新分中,與 G55原點進行比較。反復驗證,確保任意角度下零點跟隨,如果有偏差可以微調工作臺回轉中心或是重新校定。
5、結語
通過宏程序實現了加工過程中任意角度的零點跟隨,在實際生產中有較強的應用價值。
(1)確保了加工過程中同一基準。只需要一次對刀,后續多個角度只需運算宏程序的主程序即可自動建立相應工件坐標系,簡化了操作者的工作強度,同時確保了同一基準加工的所有特征,確保了特征之間的位置關系。
(2)簡化零件編程與計算。編制零件加工程序時只需把坐標系相應地旋轉一個角度,零點不產生偏移。不管零件的中心是否在工作臺中心,或是偏差多少,對程序都沒有影響。
(3)拓展宏程序的應用。手工編程是數控加工的基礎,宏程序是手工編程的精髓。通過巧妙地應用宏程序的系統變量參數,使計算結果自動填入數控系統中,提升了數控的應用水平,拓展了宏程序的應用領域。本文介紹的僅僅是宏程序用法的冰山一角,希望能起到拋磚引玉的作用。宏程序非常簡潔,使用方便,并且已經在森精機 NHC4000臥式加工中心上做了驗證,非常可靠。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

