



基于 MasterCAM9. 1 的 VM-32SA 立式加工中心后置處理優化設計與實現研究
2020-2-24 來源:- 作者:-
摘要: 以 VM-32SA 加工中心四軸機床的 NC 程序的要求為研究對象,重點闡述了對 MasterCAM9. 1 自帶后處理文件進行修改、優化的關鍵技術,制定出符合 VM-32SA 機床需求的后置處理文件。以搓接鼓實際加工過程為例,檢驗后置出來NC 程序的正確性。實踐結果表明: 加工過程沒有出現報警,而且加工的零件能滿足規定的精度要求,從而驗證四軸后置文件的正確性,對其他控制系統機床的后置修改有一定的參考作用。
關鍵詞: MasterCAM9. 1 軟件; 后置處理; 優化設計; VM-32SA 加工中心
隨著信息技術的不斷發展,CAD/CAM 技術被廣泛應用于實際生產中,但由于市場上數控機床結構和數控系統的多樣性,機床對 NC 代碼的格式要求不一樣,所以 CAD/CAM 軟件自帶的后置處理文件生成的NC 程序不能完全滿足要求,還需要做大量的修改工作,嚴重地影響加工效率。為提高自動編程效率,充分發揮自動編程的優勢,作者擬在 MasterCAM9. 1 軟件自帶后處理文件的基礎上進行修改、優化,制定出符合 VM-32SA 立式加工中心的后置處理文件,生成正確的 NC 程序,并通過產品加工驗證了該程序的正確性。
1 、四軸機床結構和程序格式特點分析及問題提出
1. 1 VM-32SA 加工中心結構特點及相關參數
友嘉 VM-32SA 加工中心為四軸聯動數控機床,機床的結構特點及各運動軸參數是后處理內容的核心,而機床的控制系統則決定了輸出 NC 程序中 G 代碼的格式。因此,在進行機床后處理程序構建之前,必須充分了解機床的結構參數和控制系統,才能保證運行后處理程序時,能滿足機床安全性及符合系統兼容性的要求。
VM-32SA 加工中心配 FANUC 數控系統,采用三軸直線機床加第四軸數控回轉臺的形式,工作行程 X軸為 800 mm、Y 軸 520 mm、Z 軸為 505 mm; A 軸為- 99 999. 999° ~ 99 999. 999°; 工作臺面 520 mm × 950mm; 主軸轉速 60 ~ 8 000 r / min; 功率 11 kW; 刀庫容量 22 把刀。
1. 2 程序及程序格式特點
( 1) 程序格式包括程序名、程序起始、刀具交換、加工過程、切削循環和程序結尾。FANUC 數控系統的程序名以%開頭,程序名為以 O 開頭后面帶 4位整數,如 O1234。( 2) 四軸功能: 手動或手輪方式下控制第四軸旋轉,在自動和 MDI 的方式下,用程序控制第四軸旋轉,M25、M26 指令控制旋轉控制臺的夾緊與放松,并且旋轉臺松開才能旋轉。即在 NC程序中 A 角度出現前要有 M26 出現,A 角度出現后要有 M25 出現,對工件夾緊了才可以加工。 ( 3)一個 NC 程序里面只允許出現一個坐標系。 ( 4) 換刀返回參考點時,返回第二參考點即 G30 Z0,G30X0,Y0。
1. 3 問題的提出
MasterCAM 是美國數控軟件公司所開發的 CAD /CAM 系統軟件,由于其卓越的加工功能,在世界上有眾多的忠實用戶,廣泛應用于武器、航空、船舶、模具等機械領 域。其可靠的刀具路徑效驗功能使MasterCAM 可模擬零件加工的整個過程,模擬中不但能顯示刀具和夾具,還能檢查出刀具和夾具與被加工零件的干涉、碰撞情況,真實反映加工過程中的實際情況,不愧為一優秀的 CAD/CAM 軟件。但在實際生產中,NC 程序的自動生成受到軟件的后處理文件功能的控制,MasterCAM9. 1 自帶后處理文件是針對 FANUC 數控系統的要求開發的。用戶需要根據機床數控系統、機床特點、加工操作者習慣等對 Mas-terCAM9. 1 軟件自帶的 Pst 文件進行編輯修改,以滿足選定的數控系統的需要。
例如: ( 1) VM-32SA加工中心在進行四軸旋轉定面加工時,NC 程序只需要一個坐標系 G54,但 MasterCAM9. 1 軟件自帶的 Pst文件處理 出 來 的 NC 程 序 會 出 現 G55、G56、G57、G58、G59、G54. 1p1、……、 G54. 1p18 等多個坐標系,而且每增加一個旋轉定面,后置出來的 NC 程序中就會增加一個坐標系,如圖 1 所示。
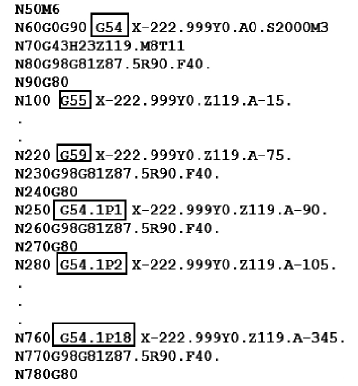
圖 1 自帶后處理文件后置 NC 程序圖
( 2) VM-32SA 加工中心在自動和 MDI 的方式下,用程序控制第四軸旋轉,M25、M26 指令控制旋轉控制臺的夾緊與放松,并且旋轉臺松開才能旋轉,如果沒有 M26、M25 指令機床就會報警,停止運行。但MasterCAM9. 1 自帶后處理文件處理出來的 NC 程序沒有 M26、M25 指令,它不能滿足 VM-32SA 加工中心的實際加工。 ( 3) VM-32SA 加工中心自動換刀返回參考點是第二參考點,即 G30 Z0,G30 X0,Y0,而MasterCAM9. 1 自帶后處理文件處理出來的 NC 程序自動換刀返回參考點是第一參考點,即 G28 Z0,G28X0,Y0,也不能滿足 VM-32SA 加工中心的實際加工。因此,有必要針對該機床開發專用的后置處理程序,以滿足教學、實際生產加工的需要,發揮 Mas-terCAM9. 1 軟件 CAM 模塊的最佳效果,從而提高生產效益。
作者經過大量的探索嘗試,對 MasterCAM 自帶的后處理文件作一些修改、優化,使后置出來的 NC程序不需要人工處理,便可使用于 VM-32SA 加工中心上。下面是作者結合現有 VM-32SA 加工中心,對MasterCAM9. 1 后處理文件所做的修改、優化。
2 、問題解決方案
2. 1 出現多坐標系問題分析及解決方案
在四軸加工中,當一個工件幾個面的加工內容相同時,例如加工搓接鼓零件,因為孔圓周均勻分布,所以只需做一個孔加工的刀具路徑,通過路徑轉換里面的旋轉刀路來實現對其余各孔的加工,如圖 2 所示。但在旋轉定面刀具路徑后,后置出來的 NC 程序中會隨著旋轉定面次數的增加坐標系遞增。一個加工 24 個孔的刀具路徑,后置出來的 NC 程序坐標系會遞增,坐標系從 G54 遞增到 G54. 1P18。在實際加工中,容易造成事故。解決上述問題的方案如下: 通過 修 改 和 優 化 MasterCAM9. 1 后 處 理 文 件,在文件中找到程序塊名 pwcs 的源代碼,并做修改,如表 1 所示。
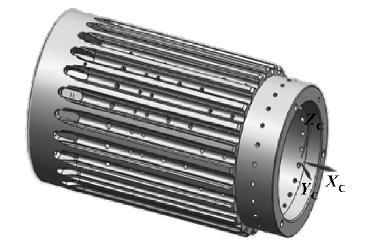
圖 2 搓接鼓零件圖
表 1 程序塊名 pwcs 中源代碼修改
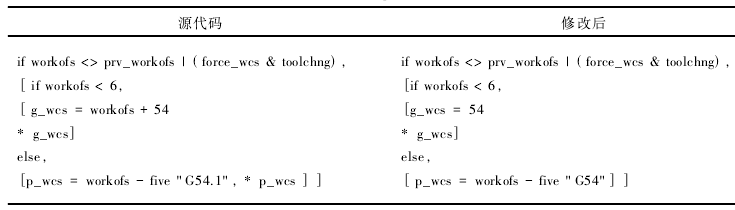
上述采用 G54 是因為作者習慣用 G54,如果 G54被占用了,只要把 G54 替換成 G55 或其他坐標即可,然后在程序里找到 force_wcs : yes #Force WCS outputat every toolchange? 看 force _ wcs 后面是 “NO” 還是“YES”,如果是 “NO”,那么修改為 “YES”。
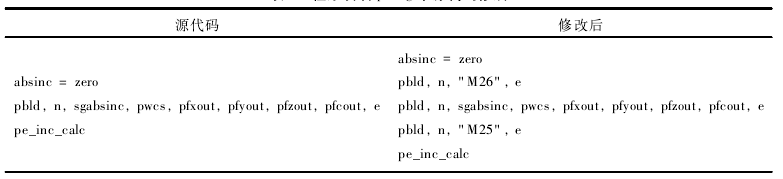
2. 2 不出現 M26、M25 問題分析及解決方案
由于 MasterCAM9. 1 自帶后處理文件處理出來的NC 程序沒有 M26、M25 指令,把后置出來的程序上傳到 VM-32SA 加工中心進行加工時,機床就會報警,停止運行。有的操作人員通過手動修改 NC 程序,在A 角度前添加 M26 指令,在 A 角度后添加 M25 指令,這種方法比較麻煩,自動化程度低,非常耗時,效率很低,且容易出錯。所以優化和修改 Mastercan9. 1 后處理文件是最高效、最安全的方案。方案如下: 打開Mastercan9. 1 后處理文件,在文件中找到程序塊名psof、ptlchg 的源代碼,并做修改,如表 2、表 3 所示。
表 2 程序塊名 psof 中源代碼修改
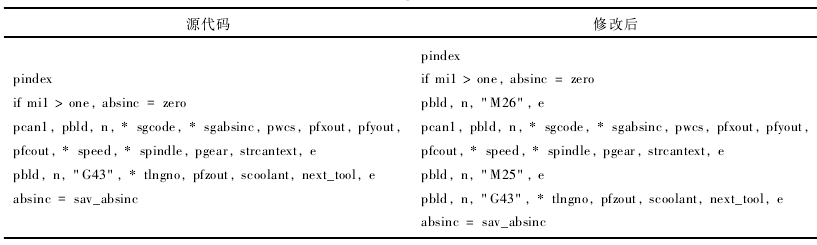
表 3 程序塊名 ptlchg 中源代碼修改
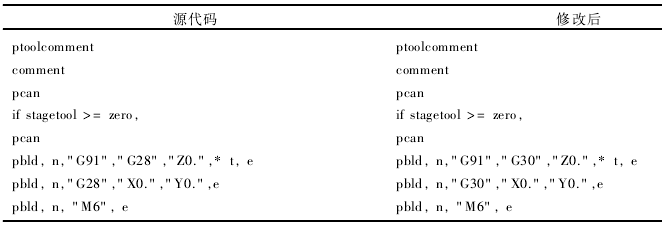
2. 3 返回參考點問題分析及解決方案
一般來說,“回零”操作也就是回 “參考點”指的是第一參考點,主要作用是建立機床坐標系。如果機床上有自動換刀、自動拖盤交換器等則需要第二、第三參考點,也就是確定它們在機床上的位置后,才能執行換刀或交換托盤動作。通過 G28 指令執行快速復歸的點稱為第一參考點 ( 原點) ,通過 G30 指令復歸的點稱為第二、第三或第四參考點,也稱為返回浮動參考點。VM-32SA 加工中心的自動換刀返回參考點是 第 二 參 考 點,即 G30 Z0,G30 X0,Y0,而MasterCAM9. 1 后處理文件出來的返回參考點是第一參考點,即 G28 Z0,G28 X0,Y0。為了解決上述的問題,打開 Mastercan9. 1 后處理文件,在文件中找到程序塊名 psof 的源代碼,并做修改,如表 4 所示。
表 4 程序塊名 psof 中源代碼修改
將用上述方法修改和優化的 MasterCAM9. 1 后置NC 文件保存為 VM-32SA-4AXIS. PST,下面以搓接鼓自動 編 程 加 工 為 例, 驗 證 后 置 文 件 VM-32SA-4AXIS. PST 的準確性。
3 、以搓接鼓加工為例
在 MarsterCAM 軟件中利用 CAM 模塊完成加工類型、加工形狀、加工刀具選擇、加工余量及切削參數及其他加工參數的設置,編制刀具路徑。由于特征在圓周上分布均勻,只要做出一個的刀路,利用 Mas-terCAM 軟件四軸加工編程的旋轉功能來加工其余的特征。方法: 在操作管理器中鼠標右鍵單擊 “刀具路徑”、“路徑轉換”、“旋轉”,在旋轉界面里設置參數,旋轉次數為 n-1 次,旋轉角度為 360 /n,其中 n為特征圓周分布的數量,然后選擇 “對視角旋轉”完成其余的 23 個孔定孔中心工作。
模擬仿真加工結果如圖 3 所示,實體切削仿真完成后,滿足加工要求,保存 文 檔,執 行 后 處 理,文 件 選 取 VM-32SA-4AXIS. PST,打開 Save NCI、Save NC 檔及 Edit,確定后系統自動生成 NCI 文件和 NC 加工程序。VM-32SA-4AXIS. PST 文件后置出來的 NC 程序如圖 4、圖5 所示。把后置處理的 NC 程序上傳到 VM-32SA 加工中心進行實際切削驗證,完全符合 VM-32SA 加工中心的要求。實際加工結果如圖 6 所示。對其工件進行測量,實踐結果表明: 能滿足零件加工的精度要求,從而驗證四軸后置處理的正確性。
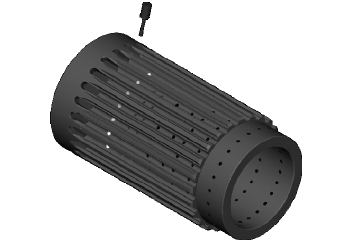
圖 3 搓接鼓模擬加工圖
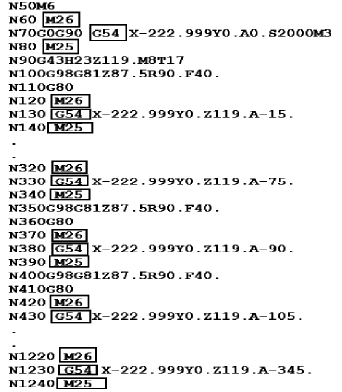
圖 4 優化后坐標系及四軸松開和夾緊 NC 程序圖
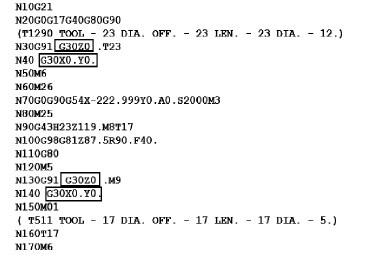
圖 5 優化后返回參考點 NC 程序圖

圖 6 實際完成加工圖
4 、結束語
作者經過反復修改與調試,成功地開發出了適合VM-32SA 機床應用的 MasterCAM 9. 1 后處理程序文件。通過實踐檢驗,成功地解決了實際教學和實際生產中的問題。后置出來的 NC 程序不用手動修改,就可以直接上傳到機床加工,大大縮短了程序的修改及加工時間,提高了生產效率。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

