


高速切削GCrl5切削力的仿真與實驗研究
2017-1-12 來源:鄭州科技學院機械工程學院 作者:邱慧,班新星,紀蓮清,王明義
摘要:應用Deform.3D軟件建立刀具一工件三維有限元模型,研究了PCBN刀具高速切削GCrl5淬硬鋼的切削機理,得出不同切削參數下切削力的變化規(guī)律,通過對模擬結果進行分析獲得了最優(yōu)切削參數。在最優(yōu)切削參數下進行切削實驗,結果發(fā)現:在切削深度和進給量不變的情況下,不同切削速度下的切削力模擬值與實驗值變化趨勢是一致的,并且其誤差不超過10%,這表明利用Deform-3D有限元軟件建立三維切削模型可以有效模擬PCBN刀具高速切削GCrl5軸承鋼的切削過程。
關鍵詞:有限元模擬;高速切削;超硬刀具;切削力
0.引言
聚晶立方氮化硼(Polycrystalline Cubic Boron Nitride,簡稱PCBN)作為超硬刀具材料,具有良好的耐磨性和熱穩(wěn)定性?,普遍應用于淬硬鋼、冷硬鑄鐵及其它高硬黑色金屬的高速切削加工舊J,并且隨著數控機床等自動加工設備的廣泛應用,使用PCBN刀具以硬態(tài)切削替代磨削工藝已成為加工淬硬軸承鋼的新途徑。GCrl5是一種最常用的高鉻軸承鋼,經過淬火加回火后具有較高的硬度,其硬度可達HRC60—62,主要應用于制作各種軸承套圈和滾動體,屬于難加工材料行列Ho。近年來,國內外很多學者對PCBN刀具高速切削GCrl5的過程進行了研究分析p剖,主要集中在PCBN刀具的磨損機理、刀具幾何參數、GCrl5表面粗糙度、切屑形成機理、殘余應力、表面白層等方面,而針對PCBN刀具高速切削GCrl5切削力的研究較少。文中通過使用有限元軟件Deform.3D,系統研究了PCBN刀具高速切削GCrl5時削參數對切削力的影響,得到了切削力隨切削參數的變化規(guī)律,并通過切削實驗進行驗證。
1.材料與模型
1.1刀具材料
在硬態(tài)車削加工中,由于低含量CBN刀具比高含量CBN刀具擁有較高的抗沖擊性能和刀具耐用度一],并且具有更好的加工表面質量,通常采用CBN含量較低的PCBN刀具,其機械性能如下:彈性模量587GPa;密度4280kg/m3;泊松比0.15;比熱容750J/kg·℃;熱傳導系數44W/m·oC;熱膨脹系數4.7×10“/℃。本實驗所用的PCBN刀具幾何參數為刃傾角A,為0。,前角7。為0。,后角僅。為6。,刃口鈍圓半徑。為0.4mm。
1.2工件材料
高鉻軸承鋼GCrl5具有高淬透性,經熱處理后可獲得硬度為62HRC,屬于典型的難加工材料¨0l,其物理力學性能如下:楊氏模量217GPa;密度7850kg/m3;熔點1487℃;泊松比0.3;熱傳導系數39W/m·℃;熱膨脹系數14.4 X 10~/。C。
1.3材料的本構模型
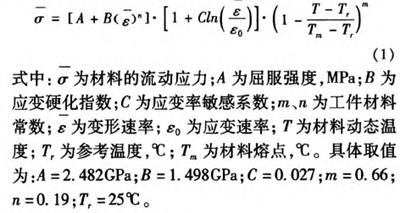
目前,在應用計算機軟件進行模擬時,廣泛使用的本構模型是Johnson—Cook模型,它能夠很好的描述大部分金屬在大變形、高應變率和高溫條件下的材料本構行為,其表達式為:
1.4材料的失效模型
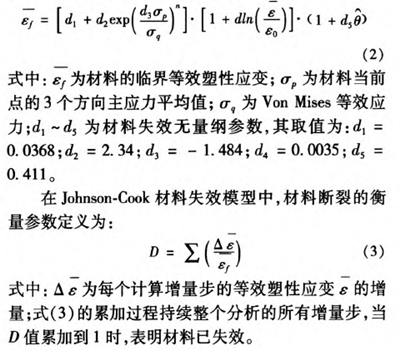
Johnson—Cook模型以等效塑性應變作為材料的斷裂原則,提出以下材料失效模型:
2.切削模擬
2.1切削模擬參數選擇
為0.05、0.10、0.15、0.20、0.25mm/r,切削深度口。為0.1、0.15、0.2、0.25、0.3mm。
2.2切削力模擬結果及分析
切削力是切削過程中重要的物理參數之一,它的大小不僅影響加工工藝系統,還影響著工件的加工質量和加工精度¨6|。因此,研究加工過程中切削參數對切削力的影響規(guī)律,可以為高速切削加工中切削參數的選擇提供科學的理論依據。
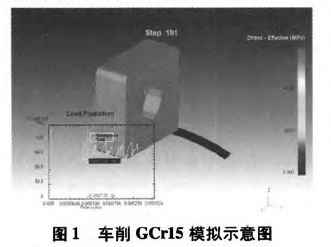
在模擬過程中,切削力并非是穩(wěn)定不變的,而是在某一平衡值附近上下振蕩,這與實際切削過程中切削力的變化是一致的。造成這種現象的原因是,在實際切削中,隨著刀具剛接觸工件,材料會先產生彈性變形,接著工件材料內部的晶格進行滑移并發(fā)生塑性變形,此時切削力增大;隨著刀具的繼續(xù)前進,在切削刃附近會出現應力集中,當材料的金屬剪應力超過強度極限時,切屑就被剝離,此時切削力會相應隨之降低。此過程周而復始,因次切削力曲線為一定范圍內的振動波,如圖l所示。將切削力以文本格式進行輸出,然后求其均值即可得出模擬切削力大小。
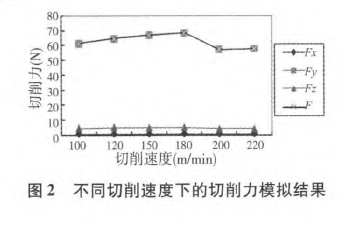
2.2.1切削速度對切削力的影響
進給量.廠和切削深度n。分別為0.05mm/r、0.1rain,切削速度與切削力之間的關系如圖2所示。切削速度從100m/min增加到220m/min,進給分力F,和徑向抗力F:變化非常小,上下浮動大約在1N左右,而主切削力F。的變化相對較大,最大浮動達到11N。當切削速度從100m/rain增加到180m/min時,進給分力F,和徑向抗力t隨著切削速度的增加而略有增加,但變化并不是很明顯,上下浮動不超過0.1N;主切削力F。隨著切削速度的增加而增大,增大幅度達到7.2N,這主要是因為主切削力F,垂直于基面,與切削速度的方向一致。當切削速度從180m/min增加到220m/min,進給分力t和徑向抗力t隨著切削速度的增加而略有減小,主切削力F,隨著切削速度的增加而降低.
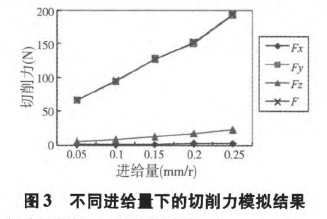
2.2.2進給量對切削力的影響
切削速度穢和切削深度a。分別為150re/rain、0.1mm,進給量與切削力之間的關系如圖3所示。進給分力t、徑向抗力t和主切削力t都隨著進給量的增加而增加,切削合力也隨著進給量的增加而增加在刀具切削時,三個切削分力中主切削力F,是最大切削分力,對切削合力起主導作用,進給量廠的改變引起最大變化的切削分力是主切削力,所以進給量,的改變也使得切削合力發(fā)生巨大變化。當進給量從0.05mm/r增至0.25mm/r時,切削合力從66.8N增大到191.1N。3
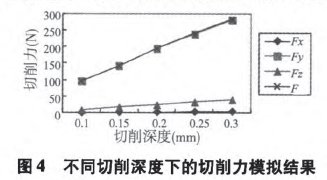
2.2.3切削深度對切削力的影響
切削速度穢和進給量,分別為150m/rain、0.1mm/r,切削深度與切削力之間的關系如圖4所示。切削深度%對切削力的影響最大,%每增加一倍,切削力也增大一倍。這是因為切削深度a。增大,切削面積A。成正比增加,彈塑形變形總量及摩擦力增加,而單位切削力不變,因而切削力成正比增加。當切削深度從0.1mm增加到0.3mm時,切削合力從94.7N增加到283.5N,可見,在切削用量中,切削深度對切削力的影響最大。
綜上所述,從模擬結果中可以看出,切削深度%對切削力的影響最大,進給量廠次之,切削速度移最小。切削力隨著切削深度1/,。的成倍增加而成正比增加,這是因為切削深度a。增大,切削面積A。成正比增加,摩擦力及彈塑形變形總量也相繼成正比增加;進給量廠對切削力的影響次之,切削面積A。隨著進給量,增大也相應增加,但是其變形程度減小,致使單位切削力下降,因而切削力并不隨著,成倍增加而增加;切削速度口對切削力的影響最小,并且在速度增加到一定程度時,切削力反而會相應減小,并趨于某一穩(wěn)定值。為保證刀具的耐用度及切削效率,加工GCrl5的工藝參數應選擇較高的切削速度、較小的切削深度和進給量,推薦選取:切削速度為150m/rain,切削深度為0.1mm,進給量為0.1mm/r。
3.切削實驗
3.1實驗參數及設備
實驗刀具:采用鄭州博特硬質材料有限公司生產的PCBN刀具,刀桿使用45。偏頭外圓車刀刀桿CSSNR2525—150,刃傾角A;為0。,前角^y。為00,后角%為60,刃I=l鈍圓半徑0為0.4mm。加工工件GCrl5軸承鋼。切削參數:切削速度"分別為100、150、200m/rain,進給量廠為0.1 mm/r,切削深度o,為0.1mm。實驗設備:車床采用CA6240;測力系統采用瑞士Kisfler9257B三向測力儀。
3.2實驗結果及分析
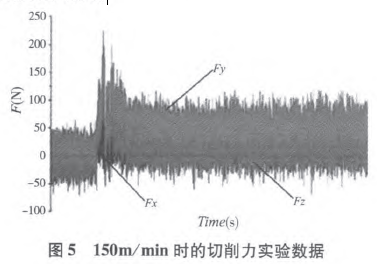
切削過程中使用測力裝置獲得電信號,經過電荷放大器放大,并對信號進行數據收集,最后通過利用D”o Software軟件對信號進行分析處理,從而得出切削力數值顯示在計算機上,如圖5所示,將切削力數值以文本格式輸出,取穩(wěn)態(tài)部分求均值即可得到切削過程中切削力的大小。
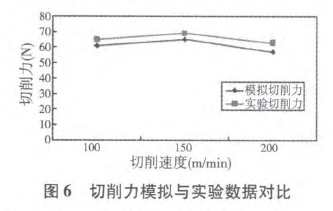
圖6顯示了模擬過程同實驗過程中切削力的對比情況,從對比曲線中可以看出,切削力模擬值與實驗值的變化趨勢是一致的,切削速度從100m/min增加到150m/min,切削力也相應的增加,當切削速度為200m/rain時,切削力有所下降,這符合高速切削的變化規(guī)律。比較切削力模擬值和實驗值可知,實驗值比模擬值要大,不過,模擬值與實驗值的誤差不超過10%,究其原因是由于刀具磨損增大導致刀具角度改變造成的。在實際切削過程中,由于GCrl5中存在大量的硬質顆粒,刀具磨損較大,使得刀具一切屑接觸面積減少,加劇刀具的磨損,使刀具角度在較短切削時間內發(fā)生了很大改變,刀具變鈍,刀具前角增大,造成切削過程中切削力的增大。
4.結論
通過對PCBN高速車削GCrl5過程進行模擬,得到了切削參數對切削力的影響規(guī)律和最佳切削參數,同時在最佳切削參數下進行切削實驗,得到以下結論:
(1)應用Deform軟件建立三維有限元模型并對切削過程進行仿真,得出切削參數對切削力的影響規(guī)律,發(fā)現切削力隨著切削速度、切削深度和進給量的增加總體上呈上升趨勢。
(2)通過對模擬結果分析獲得了PCBN刀具高速切削GCrl5最佳切削參數:切削速度為150m/min,切削深度為0.1mln,進給量為0.1mln/r。
(3)切削實驗表明,在切削深度和進給量不變的情況下,不同切削速度下的切削力模擬值與實驗值變化趨勢是一致的,并且其誤差不超過10%,進一步驗證了使用Deform軟件建立有限元模型并對切削過程進行仿真可以準確模擬C,Crl5軸承鋼的切削加工過程。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

