


銑削應用中切屑厚度模型的演變
2016-7-20 來源:山高刀具集團 作者: 培訓經理 Patrick de Vos
上海, 2016 年 06 月 - 金屬切削工藝的結果取決于多種因素。其中一個最重要但也最不為人所知的因素是切削刀具所切削下來的“切屑的厚度”。基本上,切屑厚度是指與切削刃呈直角的未變形材料的厚度測量結果。切屑厚度與某些因素相關,例如與影響刀具和工件的作用力密切相關。過大的切屑厚度會導致切削刃崩刃和斷裂,而切屑厚度過小會導致切削刃快速磨損。
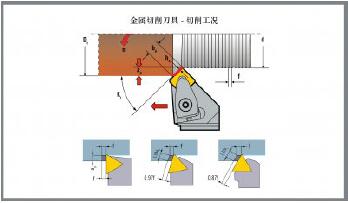
圖 1:HQ_ILL_Metal_Cutting_Tools_Cutting_Conditions.jpg
通過確定和控制切屑厚度,制造商可以最大限度地提高金屬切削的生產率和效率、針對特定的工件材料定制切削工藝以及控制成本。由于沒有充分認識到切屑厚度的重要性,很多制造商的切削刀具或者負載過重,或者利用不足,這都會對刀具的使用壽命和生產率產生負面影響。
既然如此,我們可以借助一些數學模型來了解切屑厚度的功能意義。切屑厚度模型最初是一些用于計算在穩定車削加工中產生的切屑的簡單等式,后來越來越復雜,并將斷續銑削環境中的多種變量納入考慮范圍。
銑削應用中的切屑厚度模型
在連續車削加工中,切屑厚度會保持不變。但在銑削加工中,切屑厚度會隨著切削刃間歇性地出入工件而不斷變化。
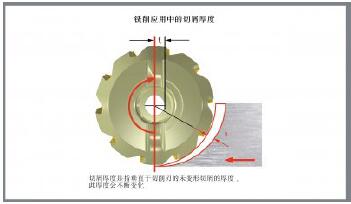
圖 2:HQ_ILL_Chip_Thickness_In_Milling.jpg
為了簡化對銑削切屑厚度的理解,大約 40 年前,金屬切削研究人員提出了“平均切屑厚度”這一概念。他們建立的公式以數學方式創造了具有一致平均厚度的理論切屑。平均切屑厚度模型有助于更好地理解和控制銑削加工。
當確定平均切屑厚度時,必須考慮到刀具在工件中的徑向嚙合量以及切削刃槽型、刀具主偏角和進給量。通過調節進給量,機械師可以控制切屑的厚度。
刀具與工件的嚙合角度是可以根據刀具的直徑和切深由小到大變化的。徑向嚙合量越小,產生的切屑越薄。隨著徑向嚙合量的增大,當嚙合量為刀具直徑的50% 時,切屑厚度將達到最大值。當徑向嚙合量超過 50%時,切屑將開始再次變薄。
切削刃的刃口處理也會影響切屑厚度。切屑厚度通常必須不小于切削刃刃口的半徑。例如,當切削刃的半徑為60 μm 時,需要調節進給量以產生至少 60 μm 的切屑厚度。當進給量過低時,切削刃會與工件摩擦且無法切削工件材料。
銑刀的切削刃刃口處理常常通過增大刃口圓角半徑來提高刃口的強度從而降低崩刃和刃口破損的風險。此類刃口處理包括研磨、倒角和倒棱。當銑削難加工材料或粗糙表面時,這些刃口允許使用更激進的進給量。目標是在切削刃的后面形成切屑,并因此避免由于集中產生壓力和影響而導致切削刃加速磨損或斷裂。調節進給量可改變切屑的形成位置并控制切屑厚度。增大進給量會導致切屑變厚,減小進給量則產生更薄的切屑。
刀具的主偏角直接影響切屑厚度。當刀具的主偏角為 90 度(就像方肩銑刀那樣)時,切屑厚度就是 100%的進給量。但當刀具的主偏角為 45 度時,切屑厚度是進給量的 70%,這是因為切屑是在更長的一段切削刃上形成的。減小切削刃的角度會導致切屑變薄,必須增大進給量以保持所需的切屑厚度。
平均切屑厚度等式的應用
平均切屑厚度等式考慮到了刀具的切削刃角度和徑向嚙合量。圖 3 分別以藍色和紅色展示了該等式在側銑和中心銑削的應用。在主圖中,將刀具的徑向嚙合量與刀具的直徑進行了比較,并將比較結果表示為Ae/Dc比率。圖一角的小圖顯示了刀具的主偏角所產生的影響。
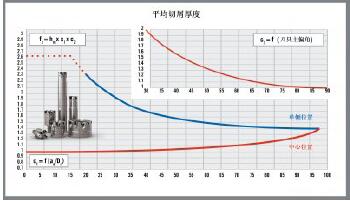
圖 3:HQ_ILL_Average_Chip_Thickness.jpg
此圖顯示了當平均切屑厚度公式不完全有效時的情形。當側銑時,與刀具直徑相比徑向切寬非常小時,此公式不適用(請參見虛線)。而在中心銑削中,當刀具直徑的50%以上參與切削時,紅線表明了進給量是需要不斷加大的。這與實踐經驗相悖(刀具的嚙合量增大時,通常會導致進給量減小。因此,當徑向嚙合量大于刀具直徑的 20% 到 25% 和小于刀具直徑的 50% 到 75% 時,平均切屑厚度模型最為有用。
平均切屑厚度模型基于幾何因素并對復雜情況進行了簡化。數十年的應用表明,在刀具壽命等式中使用平均切屑厚度模型可以得出誤差在 ±15% 以內的估算結果。如此高的精度足以滿足功率和扭矩計算以及多種常規工件材料加工的要求。此外,通過人工方式對平均切屑厚度等式進行求解時,所花費的時間和精力也在合理范圍內。
但當應用場合需要更高的精度或者銑削難加工的材料時,需要使用包含其他因素的模型。
等效切屑厚度
瑞典的研究人員 Sören Hägglund 開發出了一種更全面的模型,這種模型提供了一種稱為等效切屑厚度的測量方法,可以得出誤差在 ±2% 以內的刀具壽命預測。在圖 4 顯示的模型中,黃色弧形代表銑刀所產生的實際切屑的厚度變化。橙色條形顯示了平均切屑厚度方法,是黃色圖片的展開版本。藍色條形代表等效切屑厚度。它們的一個主要差別在于,等效切屑厚度模型考慮到了切削刃在切削時所花費的時間。這一點非常重要,原因在于刀具在工件中的嚙合量并不固定,切削刃在切削時花費的時間也不盡相同,而且所產生的切屑厚度也會發生變化。
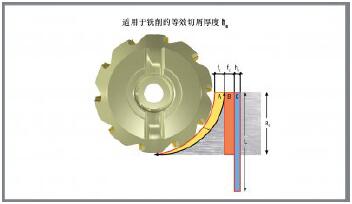
圖 4:HQ_ILL_Equivalent_Chip_Thickness_For_Milling.jpg
等效切屑厚度模型還考慮到了刀具的刀尖圓弧半徑對切屑厚度的影響。該模型采用了瑞典工程師 RagnarWoxén 在 20 世紀 30 年代初原本為車削加工開發的一個概念。Woxén 的公式可計算出刀具刀尖的理論切屑厚度,非常透徹地分析了刀尖圓弧半徑,并能夠利用矩形來說明切屑面積。
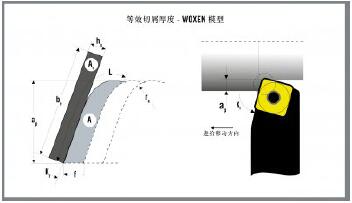
圖 5:HQ_ILL_Equivalent_Chip_Thickness_Woxen_Model.jpg
通過計算切屑厚度,制造商可以避免由于切屑的厚度小于特定的最低水平或大于特定的最高水平而產生問題。當徑向嚙合量相對于刀具的直徑增大時,必須減小進給量以保持相同的切屑厚度。這樣可以確保最大切屑厚度不會變得過大,否則會導致刀具壽命縮短并最終斷裂。
另一方面,當加工應變硬化的材料(例如超級合金和鈦合金)時,形成比特定最低水平更厚的切屑特別重要。當切削刃產生過薄的切屑時,會導致后來使用的切削刃切削出加工硬化的區域。切削最終產生的這一層應變硬化材料時,會加速刀具磨損,并可能導致刀具壽命縮短三分之二。
很多車間會采用與加工淬硬鋼相同的策略來加工容易出現加工硬化的材料,并且使用更小的切削深度和進給量。結果,銑刀運行時使用的參數通常無法達到足夠大的切屑厚度,銑削質量也會不盡如人意。選擇傳統銑削策略或順銑策略(參閱附注)也會影響切屑厚度以及容易出現加工硬化材料的加工。
結論
控制切屑厚度是成功進行銑削加工的一個關鍵因素。要充分利用切屑厚度概念,需要首先計算等效切屑厚度,然后確定切屑厚度的下限和上限。
由于復雜的等效切屑厚度模型包含一組變量,因此對等式進行求解時需要花費的時間和精力要比經過簡化的平均切屑厚度模型多很多。在生產環境中通過人工方式進行這些計算時,既不劃算,也非常耗時。
但可以利用計算機軟件程序來計算加工參數(例如山高提供的程序),用戶在幾秒鐘內即可輸入數據并求出等式的結果。這可優化銑削工藝,從而提高生產率和盈利能力。
附注
切屑厚度和銑削技術
采用等效切屑厚度這一概念時,需要考慮切屑的形成方式。進行銑削加工時,會以兩種不同的方式形成切屑,具體情況取決于相對于工件移動方向的刀具旋轉方向。這兩種方法是傳統銑削(向上)和順銑(向下)。在傳統銑削中,刀具的旋轉方向與工件進給方向相反。在順銑中,刀具的旋轉方向與工件進給方向相同。
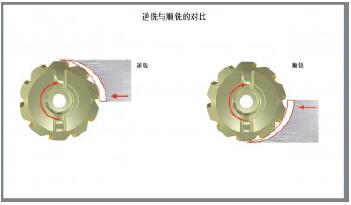
圖 6:HQ_ILL_Up_Milling_Versus_Down_Milling.jpg
在傳統銑削中,切削刃以零切削深度進入工件。切屑的厚度在開始形成時最小,在結束時達到最大值。相反,順銑時形成的切屑厚度在開始時達到最大值,然后逐漸減小到最小值。
使用傳統方法進行銑削時,切削刃會在切削之前摩擦工件,而且薄切屑的吸熱能力較差。這兩種情況都會導致工件表面發生應變硬化以及刀具壽命縮短。切屑會掉落在刀具的前面,因此可能被再次切削并導致表面粗糙度下降。在水平銑削中,向上的切削力可能會將工件提起,因此需要使用復雜的工件夾具。
順銑之所以倍受青睞,是多種原因造成的。切削刃在進入工件進行切削時無需摩擦,因此最大限度延長了刀具壽命、減少了所產生的熱量。需要的機床功率更小,切屑掉落在刀具的后面,可最大限度避免再次切削而且提高了表面粗糙度、延長了刀具壽命。切削動作會產生向下的力,有助于穩定工件和簡化夾具。當加工超級合金、不銹鋼和鈦合金等材料時,切屑的初始厚度可實現散熱并最大限度減少工件表面的應變硬化。
然而,順銑時產生的向下的力可能會導致機床工作臺反沖,尤其是在較舊和/或手動銑削的設備上。反沖會影響精度并導致刀具由于切屑負載增大而可能斷裂。因此,當使用不太穩定的機床和工件時,可能需要采用傳統銑削方法。
當銑削鑄件、鍛件和表面硬化材料時,也可以優先使用傳統銑削方法。這是因為傳統方法會在材料的硬化表面或粗糙表面的下方開始切削,而在順銑中,刀具以完整的切屑厚度進入到零件中,因此可能會導致切削刃在遇到材料的硬化區域時崩刃。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

