


加工“洋蔥形”輪廓,速度快,精度高
2016-6-23 來源:瓦爾特 作者:-
瓦爾特全新超強(qiáng)系列產(chǎn)品,加工汽輪機(jī)零件,生產(chǎn)效率翻番
現(xiàn)代燃?xì)廨啓C(jī)零件的加工是人們遇到的一大難題,因為人們往往會遇到加工難切削材料(例如鈦合金和超合金)和加工成異形(例如洋蔥形葉根和輪槽)。這種問題非常復(fù)雜,因為加工零件的周轉(zhuǎn)時間必須盡可能短,而且工藝過程必須非常精確。瓦爾特專門從事精密刀具的生產(chǎn),研制出的加工方案和優(yōu)化刀具為該領(lǐng)域制定了新標(biāo)準(zhǔn)。
現(xiàn)代燃?xì)廨啓C(jī)壓氣機(jī)段前部通常采用洋蔥形輪槽,將葉片固定在軸上。根據(jù)燃?xì)廨啓C(jī)軸的設(shè)計,可使用大量不同的經(jīng)濟(jì)省時的加工工藝(例如拉削)。為了解決這些問題,瓦爾特的專家們已經(jīng)研制出了一種使用仿形銑刀的加工工藝。這種仿形銑刀首次亮相2015年夏季“斯特拉格技術(shù)日”展會贏得了“滿堂彩”,受到行業(yè)巨頭的一致好評。
新工藝過程成功的一個關(guān)鍵因素是它使用的創(chuàng)新技術(shù),這種技術(shù)包括用于粗加工外形輪廓的銀虎涂層以及使用可轉(zhuǎn)位刀片的高精密仿形銑刀,使用這種仿形銑刀加工,尺寸精度可達(dá)20微米。
銑削洋蔥形輪槽 - 高效經(jīng)濟(jì)的替代選擇
瓦爾特在2015年“斯特拉格技術(shù)日”展會上接受了挑戰(zhàn),開始銑削洋蔥形輪槽。示范時,使用了四把仿形銑刀和三把標(biāo)準(zhǔn)的可轉(zhuǎn)位刀片式銑刀。新加工工藝的一個優(yōu)勢是使用了可轉(zhuǎn)位刀片,使用可轉(zhuǎn)位刀片后,無需后續(xù)的磨削階段(在使用拉削刀具時,需要磨削),也無需任何與磨削有關(guān)的額外工作。
在粗加工尺寸為100毫米×100毫米(長×寬)的42CrMo4材料時,刀具加工能力可達(dá)500 cm³/min,進(jìn)給率為2500 mm/min。標(biāo)準(zhǔn)刀具包括M4132臺肩銑刀和M4002大進(jìn)刀量銑刀。即使是干切,M4002在深插銑時也具有較高的排屑效率。
使用瓦爾特非標(biāo)刀體和標(biāo)準(zhǔn)可轉(zhuǎn)位刀片的三種工序如下:完成的成形面尺寸公差為0.03毫米。如果切削速度為260 m/min,每齒進(jìn)給量為0.18毫米,則可轉(zhuǎn)位刀片的銑刀可到達(dá)的表面光潔度為Ra = 0.35微米,比規(guī)定值Ra = 1.6微米要低得多。如果精加工工序采用整體硬質(zhì)合金銑刀,還可達(dá)到更加光滑的表面質(zhì)量。
這種加工方案是成功的:單個輪槽的全部加工時間不到11分鐘,包括所有的換刀時間。這充分證明了,選用合適的刀具和技術(shù),在加工洋蔥形輪槽時,銑削是拉削的一種理想替代方案。此外,仿形銑刀的加工速度幾乎比拉削刀具快一倍,即生產(chǎn)效率提高約100%。
葉根加工生產(chǎn)效率高
輪槽采用的這種仿形銑刀進(jìn)行加工的方式,同樣還適用于洋蔥型葉根的加工,這種加工在Rorschacherberg“斯特拉格日”展會上已經(jīng)展出。其面臨的挑戰(zhàn)是,只使用三把仿形銑刀和三次切削,便完成一塊洋蔥型葉根輪廓的加工。在銑削示范時,使用了三把瓦爾特制造的非標(biāo)刀具銑削洋蔥形外形輪廓,其中兩把用于粗加工,一把用于精加工。用于粗加工的兩把仿形銑刀采用銀虎涂層可轉(zhuǎn)位刀片:第一把銑刀使用了具有四個有效切削刃口的標(biāo)準(zhǔn)切向可轉(zhuǎn)位刀片,用于加工洋蔥形的頂部。第二把粗加工刀具使用了具有三個有效切削刃的切向可轉(zhuǎn)位刀片,用于加工外形輪廓的底部。兩種仿形銑刀的金屬去除率為500 cm3/min。
瓦爾特專家還采用了專門用于外形輪廓精加工的最新技術(shù),使用了定位精度為5微米的刀片座和高精度的非標(biāo)可轉(zhuǎn)位刀片。精加工的加工余量僅有0.3毫米,所使用的所有刀具全部采用內(nèi)冷,這是切削速度達(dá)310 m/min的高效性能加工的一個明顯優(yōu)勢。最初效果很好,精加工面很容易達(dá)到規(guī)定的20微米的尺寸精度。
為了進(jìn)行有效的對比,我們同樣演示了采用標(biāo)準(zhǔn)刀具進(jìn)行分層仿形銑削的替代加工策略。粗加工采用多軸進(jìn)行仿形銑削,預(yù)留給精加工最大加工余量為0.5毫米。此次加工使用了最新涂層技術(shù)和具有四個有效切削刃口的標(biāo)準(zhǔn)圓形刀片銑刀。外形輪廓的粗加工分成大量單個小工步,直到接近其最終形狀為止。半精加工和精加工工序使用了圓錐形球頭銑刀,采用的是分層仿形銑削或側(cè)銑的加工方式。為了承受汽輪機(jī)旋轉(zhuǎn)時產(chǎn)生的離心力,洋蔥形葉根輪廓上的肩部必須滿足表面光潔度和尺寸精度方面的嚴(yán)格要求。該部位使用圓錐形球頭刀的側(cè)刃加工成形,而葉根的其他外形輪廓部分則使用分層仿形銑削的加工工藝精加工完成。
圖賓根應(yīng)用工程師的發(fā)現(xiàn)匯總?cè)缦?采用標(biāo)準(zhǔn)刀具的分層仿形銑削是一種經(jīng)濟(jì)可行的解決方案,但是需要多軸銑床。對于大型生產(chǎn)加工,仿形銑刀在生產(chǎn)效率方面獨具優(yōu)勢,加工時間可縮短50%左右。
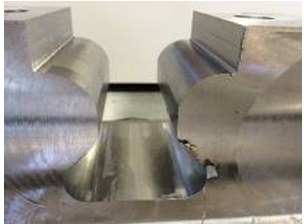
圖片1:洋蔥形輪槽的壓氣機(jī)輪盤
圖文說明:燃?xì)廨啓C(jī)壓氣機(jī)輪盤的洋蔥形輪槽,通常使用昂貴的拉削刀具加工,但現(xiàn)在可選用銑刀加工了。 圖片:瓦爾特

圖片2:洋蔥形輪槽的銑削刀具
圖文說明:共有三把標(biāo)準(zhǔn)銑刀和四把非標(biāo)仿形銑刀、用于燃?xì)廨啓C(jī)轉(zhuǎn)子壓氣機(jī)輪盤的洋蔥形輪槽加工的刀具組件。 圖片:瓦爾特
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年7月 新能源汽車銷量情況
- 2025年7月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點智造,多談點制造
- 現(xiàn)實面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別