


伊斯卡聚晶立方氮化硼(PCBN)縱談
2016-5-27 來源:伊斯卡 作者:
前言
伴隨著CBN粉末的發(fā)展,硬質的聚晶立方氮化硼(PCBN)呈規(guī)模化發(fā)展,這使得其成為高效加工刀具的理想材料。除卻其固有的耐用性,PCBN還具有出色的熱沖擊性及耐化學腐蝕性;PCBN還適用于非常高的切削速度,正中用戶關注的重心。
伊斯卡提供應用范圍廣泛的聚晶立方氮化硼(PCBN)牌號用于淬硬件車削(HPT)。所謂淬硬件車削(HPT),通常指諸如洛氏硬度HRC45-68的淬硬鋼,高溫合金,燒結金屬以及灰鑄鐵之類難加工材料的車削加工。
縱觀全球工業(yè),伊斯卡PCBN刀片正是高速車削淬硬工件的首選。接下來將細細表述。
伊斯卡提供以下兩種主要形式的PCBN刀具:焊接式PCBN,以硬質合金刀片上焊接CBN刀尖或表面焊接CBN用于精加工;整體式PCBN,適用于要求更高更惡劣的加工條件下。

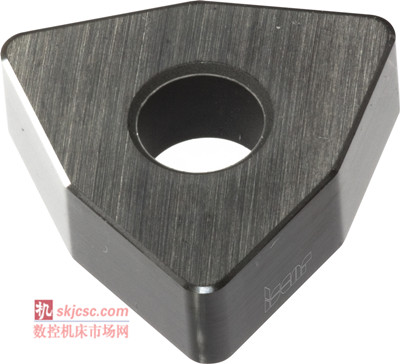
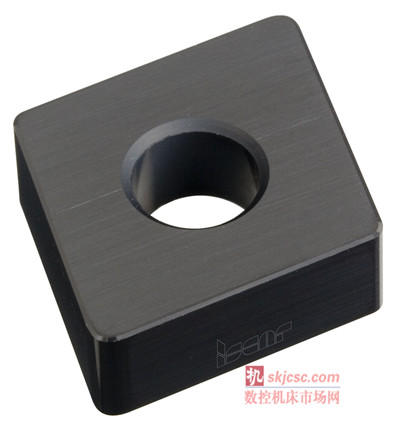

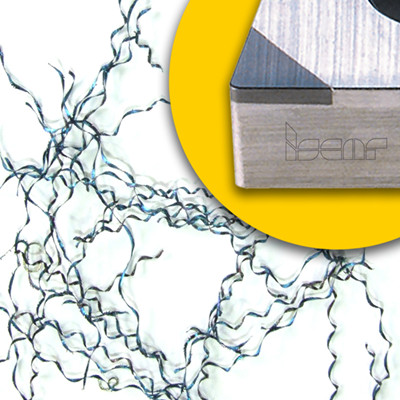
此外,伊斯卡發(fā)布帶有效斷屑槽的新一代PCBN刀片旨在改進對切屑的控制。當采用如圖6所示無斷屑槽的釬焊PCBN刀尖的平頂標準刀片,往往會產生不受控制的長而不斷的切屑。這樣的長卷屑有可能會對工件表面質量造成損害,甚至使得加工過程中斷。
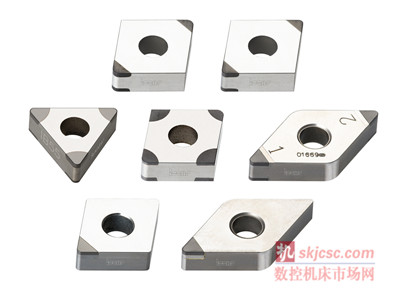
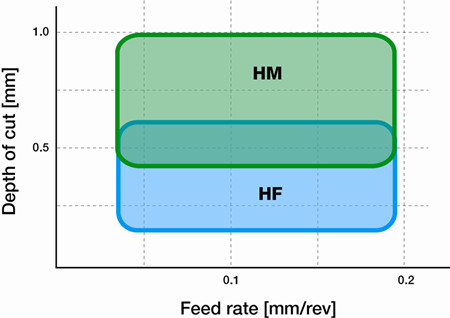
伊斯卡帶HF斷屑槽及HM斷屑槽的新型PCBN刀片使得在不同的切削深度下能實現(xiàn)良好的切屑控制。伊斯卡帶斷屑槽的PCBN刀片解決了長卷屑的問題。

1.為什么說伊斯卡PCBN刀片為淬硬件車削(HPT)提供了最佳解決方案?
氮化硼具有硬度高達4500HV的特性,非常接近于人造金剛石的硬度;在高溫下,PCBN還具有高導熱性,高的化學穩(wěn)定性。以上優(yōu)點使得在高的切削參數(shù)下加工淬硬件成為可能。另外,PCBN出色的耐磨性大幅延長了刀具壽命,能滿足嚴苛的尺寸公差要求,保持優(yōu)異的被加工表面質量標準。
伊斯卡所有PCBN刀片均采用了周邊磨制,具有非常高的精度。
采用PCBN刀片具有非常重要的一大優(yōu)勢,是其能取代效率更低且更昂貴的淬硬件磨削加工。相比于磨削加工,采用PCBN刀片進行車削能大幅降低單件加工成本。
伊斯卡全球銷售數(shù)據證實用戶正在將由磨削完成的精加工轉為采用PCBN刀片完成。以車代磨這一趨勢正在全球汽車工業(yè)變得越來越普及并大大改變了制造商們的工藝流程。用于淬硬件精車加工的PCBN刀片縮短了生產制造周期,并因此在提高了生產率的同時也增加了用戶的收益。
2.伊斯卡PCBN牌號
伊斯卡提供應用范圍寬泛的PCBN牌號。每一牌號均特別研制以使得其具有高性能以適用于從連續(xù)切削到重型斷續(xù)切削的更加廣泛的應用。

2.1.用于淬硬鋼加工的PCBN牌號
IB50:非涂層牌號,由50%含量的細晶粒CBN微粒結合特制的粘結劑燒結而成。用于在連續(xù)車削的加工條件下對淬硬鋼以中-高速進行精加工。其出色的耐磨性使得能獲取非常高的被加工表面質量。
IB10H:非涂層牌號,由53.5%含量的超細晶粒CBN微粒結合特制的粘結劑燒結而成。用于在連續(xù)車削至輕微斷續(xù)車削的加工條件下對淬硬鋼以中-高速進行精加工。其非常優(yōu)異的耐磨性使得能獲取非常高的被加工表面質量。
IB20H:非涂層牌號,由65%含量的細晶粒及中等粒度晶粒的CBN微粒結合特制的粘結劑燒結而成。作為通用型牌號用于在連續(xù)車削至中等斷續(xù)車削的加工條件下對淬硬鋼以中速進行精加工。在耐磨性及抗沖擊韌性性能間高度均衡。
IB55:非涂層牌號,由60%含量的細晶粒CBN微粒結合特制的粘結劑燒結而成。用于在連續(xù)車削至中等斷續(xù)車削的加工條件下對淬硬鋼以中速進行精加工。適用于中速進給及中等切削深度的加工條件,具有非常高的韌性。
IB10HC:PVD涂層牌號,由53.5%含量的超細晶粒CBN微粒結合特制的粘結劑燒結而成。用于在連續(xù)車削至輕微斷續(xù)車削的加工條件下對淬硬鋼以高速進行精加工。出色的耐磨性使得其具有高的抗月牙洼磨損性能并獲取高標準的被加工表面質量。
IB25HC:PVD涂層牌號,由75%含量的粗晶粒CBN微粒結合特制的粘結劑燒結而成。用于在中型至重型斷續(xù)車削的加工條件下對淬硬鋼以高速進行精加工。具有非常高的強韌性及抗沖擊韌性。
IB25HA:PVD涂層牌號,由65%含量的細晶粒及中等粒度晶粒CBN微粒結合特制的粘結劑燒結而成,是精加工淬硬鋼的通用牌號。用于在連續(xù)切削至中型斷續(xù)車削的加工條件下對淬硬鋼以中速進行精加工。在耐磨性及抗沖擊韌性性能間高度均衡。提供HF及HM兩種斷屑槽。
2.2.適用于鑄鐵及淬硬鋼加工的PCBN牌號
IB90:非涂層牌號,由90%含量的中等粒度晶粒CBN微粒結合特制的粘結劑燒結而成。用于在高速下對鑄鐵進行精加工,也適用于在重型斷續(xù)車削的加工條件下對淬硬鋼以中速進行精加工。具有非常高的強韌性及抗沖擊韌性。
IB90A:非涂層整體CBN牌號,由90%含量的粗晶粒CBN微粒結合特制的粘結劑燒結而成。用于在高速下對鑄鐵進行半精加工及粗加工。在重型斷續(xù)切削中表現(xiàn)優(yōu)異,也適用于在斷續(xù)車削的加工條件下加工淬硬鋼。具有非常高的強韌性及出色的抗沖擊韌性。
2.3.適用于高溫合金及燒結金屬加工的PCBN牌號
IB05S:非涂層牌號,由95%含量的超細晶粒CBN微粒結合特制的粘結劑燒結而成。用于在連續(xù)車削的加工條件下對燒結金屬以高速進行精加工。高硬度的特性使得其耐磨性頗佳并因此能獲取非常高的被加工表面質量。
IB10S:非涂層牌號,由95%含量的超細晶粒CBN微粒結合特制的粘結劑燒結而成。用于燒結金屬的高速精加工,還用于在連續(xù)切削至輕微斷續(xù)切削的加工條件下加工閥座及鈦合金。具有高硬度及高耐磨性的特性。
3.刀片刃口處理
在淬硬件車削加工中,PCBN刀片刃口處理形式非常重要。主要的方式是通過對切削刃磨制出一個窄的T-land負倒棱并補充一道鈍化的工序使得刃口輕度倒圓令刀片更強固。
3.1.適用于淬硬鋼加工的PCBN牌號刃口處理形式
3.1.1.對刀片切削刃進行10°-15°T-land負倒棱處理后對倒角產生的鋒利刃口進行鈍化處理以使得切削刃更強固,確保刀片能勝任淬硬件連續(xù)車削(HPT)。
3.1.2.對刀片切削刃進行15°-25°T-land負倒棱處理后對倒角產生的鋒利刃口進行鈍化處理以使得切削刃更強固,確保刀片能勝任淬硬件的連續(xù)車削至輕微斷續(xù)車削。這也是在試圖使得PCBN刀片通用性更佳時的首選刃口處理形式。
3.1.3.對刀片切削刃進行25°-35°T-land負倒棱處理后對倒角產生的鋒利刃口進行鈍化處理以使得切削刃非常強固,確保刀片能在惡劣的加工條件下勝任淬硬件的中型至重型斷續(xù)車削。
3.1.4.根據需要,僅做鈍化處理。對PCBN刀片進行鈍化處理有助于使得切削刃更強固,保護切削刃以避免過早崩刃或破損。當工件表面質量要求非常高,并要求窄的公差帶,這樣的刃口處理形式是一種不錯的選擇。僅做了鈍化處理的PCBN刀片主要用于連續(xù)車削的加工中。為使得切削加工更高效,推薦進給量大于鈍化處理尺寸。
3.2.適用于鑄鐵加工的PCBN牌號刃口處理形式
僅對PCBN刀片切削刃進行15°-25°T-land負倒棱處理而不鈍化處理是鑄鐵加工刀片刃口處理形式的首選,確保切削刃強固而鋒利,這樣的切削刃是加工鑄鐵類材料的理想選擇。
3.3.適用于高溫合金及燒結金屬加工的伊斯卡PCBN牌號刃口處理形式
優(yōu)先推薦對刀片切削刃進行15°-25°T-land負倒棱處理后對倒角產生的鋒利刃口進行鈍化處理,鈍化處理的R值為0.01-0.02。
在燒結金屬及高溫合金的加工中,優(yōu)先推薦對刀片切削刃進行15°-25°T-land負倒棱處理后對倒角產生的鋒利刃口進行鈍化處理。對切削刃采用兩道處理工序確保了切削刃更適用于這類難加工材料的加工,而在切削刃易崩刃易破損的場合刀片表現(xiàn)更佳。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

