


鈦合金的可加工性較差,加工窗口較小。除了刀具本身,其它很多因素也會影響到鈦合金的加工。為了確保成功地進行鈦合金加工,需要特別注意四個方面:冷卻液壓力和流量、編程技巧、機床必須具備的條件、刀具及夾持。下面將針對這四個方面為您提供實用的加工建議。
1. 冷卻液壓力和流量
第一個問題是冷卻液,切削鈦合金時冷卻液具有極大影響。可提供的建議很簡單:切削鈦合金時總是使用大量的冷卻液,并盡可能應(yīng)用高壓冷卻(HPC)。與常規(guī)壓力冷卻相比,采用高壓冷卻時,刀具壽命可翻番。高壓冷卻更易消除切屑粘接,并能防止由切屑的再切削而引起的刀具損壞。
建議:
? 采用通過主軸和刀具的內(nèi)冷卻。
? 采用高壓冷卻。
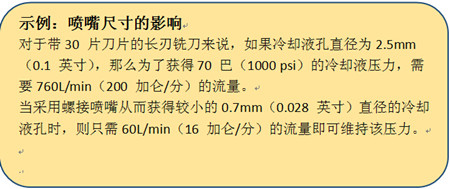
? 冷卻液的流量與壓力應(yīng)根據(jù)冷卻液噴口的數(shù)量和直徑仔細(xì)規(guī)劃。
? 噴嘴應(yīng)保持較小尺寸以實現(xiàn)最大的冷卻液壓力。
? 推薦壓力:70 巴(1000 psi)或更大。
? 推薦流量:≥50 升/分(13 加侖/分)。

2. 確保最佳刀具路徑的編程技巧
制定完全優(yōu)化的加工程序比使用CAM 系統(tǒng)中現(xiàn)成的固定循環(huán)要花費更多時間。如果僅加工一件零件,其效果將得不償失。但是,如果這個零件的加工要持續(xù)數(shù)年,則從開始做到最好就是值得的。
經(jīng)過優(yōu)化的編程可以使生產(chǎn)效率提高50%,同時還能獲得更長的刀具壽命和更高的工藝安全性。最優(yōu)先考慮的編程事項陳述如下。
建議
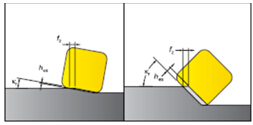
? 使用薄切屑——具有小主偏角或圓刀片面銑刀。立銑刀的銑削寬度不超過刀具直徑的30%。
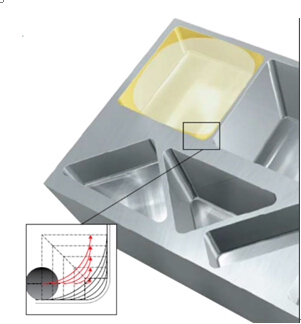
? 清角策略——如果凹腔深度小于刀具直徑的4 倍,可在高速的現(xiàn)代機床上用整體硬質(zhì)合金立銑刀以小銑削寬度多次切削的方式(slicing)進行加工。如果凹腔深度超過刀具直徑的4 倍,則使用插銑以獲得較高的穩(wěn)定性。
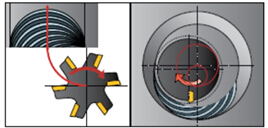
? 切屑由厚變薄——通過以下方式控制切屑形成:滾入式切入、外角換向時采用繞角圓弧軌跡、采用較大的編程半徑以及避免很明顯或突然的進給方向變化。
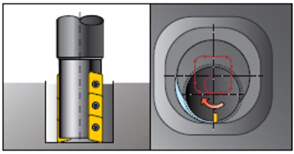
? 凹腔加工時保持刀具—工件接觸弧長較短——先加工出較大的下刀孔(由鉆削或螺旋插補銑得到),再采用滾入式切入,然后用較大的圓角半徑進行拐角處編程以避免在此處產(chǎn)生振動
3. 對機床的要求
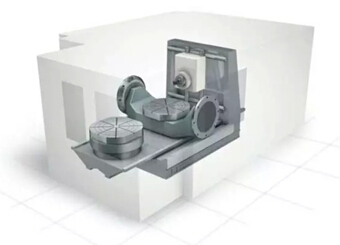
機床自身當(dāng)然會對產(chǎn)出產(chǎn)生巨大影響。在不同的轉(zhuǎn)速、功率和扭矩要求,機床必須在各種應(yīng)用范圍內(nèi)都能正常工作。
建議:
? 功率和扭矩——功率30kW,在轉(zhuǎn)速350r/min 時具有1000 Nm 的扭矩,以較低的切削速度進行強力粗加工。
? 主軸轉(zhuǎn)速——6,000r/min,這樣可使用小直徑刀具進行精加工。
? 穩(wěn)定的接口——在彎曲剛度和夾緊力方面,可樂滿Capto 最為出色。這對使用長刃立銑刀尤為重要。
? 動態(tài)特性——凹腔圓角處快速改變進給方向和精加工時的高進給量都要求機床具有很高的動態(tài)性能。
4. 刀具和刀具夾持
第四項關(guān)鍵因素是利用正確的刀具找到主偏角、刀具齒數(shù)以及最佳金屬去除率之間的平衡。下面給出了常見的鈦合金加工應(yīng)用進行了優(yōu)化的刀具選擇。

面銑:
山特維克可樂滿CoroMill® 300
由于較小的實際主偏角和切屑減薄效應(yīng),圓刀片刀具可以提供最佳的生產(chǎn)效率和刀具壽命。CoroMill 300 切削十分輕快。內(nèi)冷卻設(shè)計和密齒選項使得該刀具成為鈦合金面銑的最佳選擇。CoroMill 300 也很適合螺旋插補銑削和實心銑孔。最新推出了直徑為20mm(公制)或1.0 英寸(英制)規(guī)格的刀片和相應(yīng)的刀體。
2D 仿形加工和凹腔加工:
山特維克可樂滿CoroMill® 690

長刃立銑刀是金屬去除率極高的高性能刀具,專為鈦合金加工而開發(fā)。刀片底部特別的軸向定位設(shè)計既防止了刀片移動,又能安全可靠地獲得高金屬去除率。刀具切削輕快,所需功率很低。每個冷卻液孔孔口都帶螺紋,以便于安裝使用適合高壓冷卻應(yīng)用的小直徑噴嘴。
插銑:
山特維克可樂滿CoroMill® 215
在穩(wěn)定工況下,沿著Z 軸進給并非首選的加工方式。但工況不會總是很穩(wěn)定,插銑對于工件裝夾較弱和刀具懸伸較大來說是很好的選擇。為了保持更高的生產(chǎn)效率,很重要的一點是能夠獲得合理的切削深度。CoroMill 215 的最大切削深度為22mm(0.85 英寸)。
半精加工和精加工:

在深凹腔(具有較小的清角半徑和較大的底部過渡半徑)中進行半精加工和精加工時,需要使用帶縮頸柄部的長刀具。
山特維克可樂滿CoroMill® 316
coroMill 316 是新推出的產(chǎn)品,其獨特的接口呈錐形,具有軸向定位面和尾部的徑向定位圓柱面,能夠提供極好的徑向和軸向重復(fù)定位精度以及獨一無二的彎曲剛度,這使其成為完美的刀具,加工安全可靠。
山特維克可樂滿CoroMill® Plura(金剛銑)
已開發(fā)的Coromill Plura(金剛銑)標(biāo)準(zhǔn)產(chǎn)品系列覆蓋了適于凹腔的3 軸和5 軸加工的典型長度和半徑。
刀具夾持:


可樂滿Capto 模塊式工具系統(tǒng)靈活性極佳,可組合出具有所需最佳長徑比的刀具。極佳的穩(wěn)定性和徑向跳動在可確保獲得很高的金屬去除率。系統(tǒng)擁有的多達(dá)5,000多種標(biāo)準(zhǔn)模塊,可組合出用于銑削、鉆削和鏜削等加工的各種刀具。
Hydro-Grip®
對于高速加工,熱裝刀柄和Hydro-Grip 液壓夾頭可保證很小的徑向跳動,是高質(zhì)量加工的可靠保證。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年7月 新能源汽車銷量情況
- 2025年7月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況