


在多種不同的工序和工況中都能表現出頂級性能的銑刀會令您獲益良多,例如減少換刀次數,從而降低刀具庫存并縮短生產節拍。無論您的需求是實現高精度加工的最佳工藝,還是在多種工序和材料加工中創造價值的混合生產,您都可以選擇山特維克可樂滿CoroMill® 390立銑刀。
型腔銑削
挑戰:高效、安全地開型腔。
解決方案:利用螺旋插補和線性坡走銑在實心工件中加工孔,需要堅固的刀片端刃槽型。CoroMill 390刀片可以吸收大角度坡走或高要求插補銑產生的應力,從而確保實現低振動加工和一致的刀具壽命。
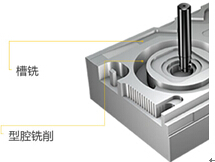
槽銑
挑戰:排屑和振動。
解決方案:專為優化切屑成形和排屑設計的刀片槽型。在進行大吃刀量銑削時,振動通常會導致刀具快速磨損。CoroMill 390的輕快切削刀片搭配經過優化的不等齒距銑刀可解決該問題,并確保實現低振動的銑削加工。
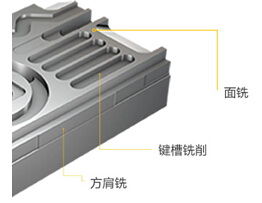
面銑
挑戰:金屬去除率和表面質量。
解決方案:耐用的CoroMill 390刀片能夠實現極高的切削參數。為低切削力銑削設計的-L槽型是要求光亮表面和小公差面銑的完美之選。
鍵槽銑削
挑戰:精確的槽尺寸和公差。
解決方案:CoroMill 390系列包含配備07刀片的銑刀,這些銑刀專門用于加工鍵槽。憑借比槽寬小0.3 mm(0.012英寸) 的刀具直徑,可為后續精加工工序留出適當的余量。
方肩銑
挑戰:重復方肩銑中無接刀痕的精確輪廓。
解決方案:緊公差刀片和精確的刀片定位可確保加工出無接刀方肩。CoroMill 390特有的平穩切削特性可限制徑向切削力,從而在加工中實現最小彎曲度和良好的垂直度。
加工案例
一家分包商所用的兩刀片銑刀只能實現2 mm (0.079英寸) 的切削深度,限制了其生產效率的提高,他們轉為使用配備3個07小刀片的CoroMill 390銑刀后,切削深度能夠增加至3 mm (0.118英寸)。使用新銑刀進行銑削還帶來了意外收獲,避免了之前的毛刺問題。
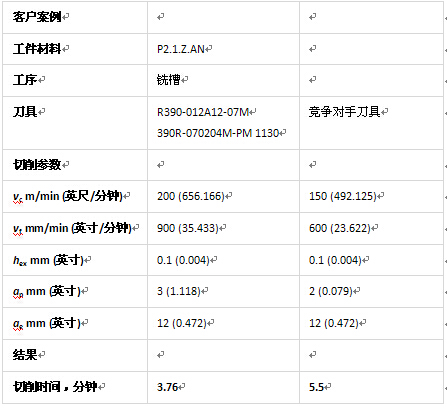

結論:使用CoroMill 390可實現更高生產效率和更長刀具壽命的雙贏結果。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

