


一、軸
細長軸需要剛性夾緊和采用鋒利的切削刀具才能避免振動。與齒輪一樣,針對淬硬階段的精心制備也是一項成功因素。
軟加工階段車削工序

材質GC4315能夠應用更高的切削參數并獲得更長的刀具壽命。其背后的秘密就是Inveio,這種真正的創新使氧化鋁涂層中的原子緊密地包覆在切削刃上。
其結果是增加了刀片強度、耐磨性和刀具壽命,進而允許應用更高的切削參數。Coromant Capto與CoroTurn RC刀片夾緊結合到一起可確保最大穩定性,從而避免振動。另外,經過優化的適合粗加工到精加工的槽型將提供極為出色的切屑控制。
鉆削

中心孔和油孔都要在軟加工階段進行鉆削,而孔質量要求通常都很高。
由于中心孔相對于孔徑很深,因此排屑總是一項挑戰。整體硬質合金槍鉆CoroDrill 428可生成小公差(IT8),并且由于高加工安全性和高金屬去除率,而非常適合大批量生產。
CoroDrill 460是一種通用的微晶粒整體硬質合金鉆頭,具有極好的硬度和韌性,以及很高的耐磨性和長刀具壽命。其特點包括允許應用高切削參數、出色的孔質量以及毛刺極少。
另外,在無人值守批量生產時,一致的刀具壽命也可實現機床利用率的提高,并且換刀次數更少,安全性更高。此類鉆頭可被進行高達三次的重磨,進一步延長了其刀具壽命。
Wiper (修光刃) 技術
Wiper (修光刃) 槽形設計將主半徑和多個補償半徑結合到一起,能夠實現加工結果與斷屑槽型的完美融合,其結果是在允許應用更高的進給率下,獲得出色的切削性能和可預測的零件質量。
與標準的刀尖半徑相比,使用Wiper (修光刃) 實際上可以在表面光潔度不變的情況下使進給率翻番,獲得最大生產效率的首選是WMX槽型。
二、齒輪
在軟加工階段獲得小公差齒輪是一項常見挑戰。
對于大批量加工模數范圍4 - 10的齒輪,可轉位刀片刀具是可重磨高速鋼或整體硬質合金滾刀最具性價比的替代產品。對于較小的模數和產量,我們建議采用配備全牙形刀片的盤銑刀和InvoMilling方法,對試制產品的加工而言,這更是一種理想選擇。
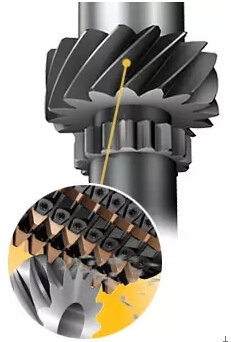
CoroMill® 176
CoroMill® 176專為加工模數范圍4 - 10的齒輪而設計。該刀具能采用更高的切削速度,并且換刀簡單快捷,這樣就縮短了生產周期,由此使其成為高效率齒輪銑的理想選擇。
InvoMilling

InvoMilling是在現代多任務機床或五軸加工中心上制造齒輪的通用方法,開啟了無需專用滾齒機就能生產齒輪零件的先河。現在,在一臺機床上只需一次裝夾即可完成零件加工,由此極大地縮短了總體生產時間。使用正確的刀具,不僅可提高切削參數,而且能夠顯著降低單個齒輪的加工成本。
三、花鍵
如果您正在尋找真正靈活的花鍵銑削方案,那么諸如CoroMill®171和CoroMill®172一類的盤銑刀就是短系列花鍵的良好選擇。
由于采用了可轉位硬質合金刀片技術,就能夠在非專用機床例如多任務機床、加工中心及滾齒機上加工零件。
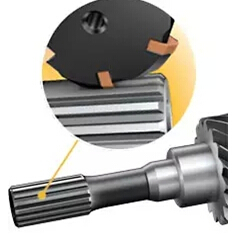
CoroMill® 171 和 CoroMill® 172
CoroMill® 171 和 CoroMill® 172 圓盤銑刀為高質量的花鍵銑削提供了一種通用且省時的解決方案,模數范圍為0.8 - 4 (CoroMill 171) 和 3 - 10 (CoroMill 172)。
四、同步器環
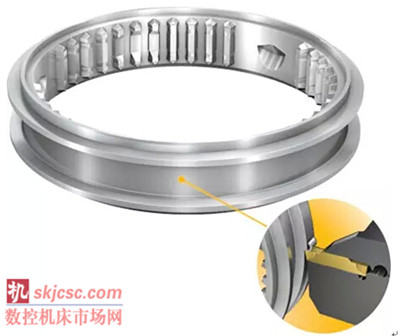
加工同步器環的主要挑戰通常是獲得良好的加工安全性以及高生產效率和小公差。切槽是一道至關重要且極具挑戰性的工序。該工序需要安全高效的加工工藝和出色的切屑控制。
切槽

CoroCut®是一套包括切削刀具、刀柄、材質和槽型的完整加工系列。所有刀具都有易于連接的上供和下供式冷卻液,再加上剛性極強的高精度彈簧夾緊機構,CoroCut®單雙刃系統現在能夠確保真正安全有效的切槽工序。導軌刀片座可確保穩定、精確的刀片位置。
該組合能夠實現以高切削參數運行,并達到比市面上的其他系統更高的生產效率。CoroCut®雙刃刀具是適合同步器環槽加工最具成本效益的解決方案。
Tailor Made定制產品
通過我們的Tailor Made定制服務,您可以按照自己的零件輪廓和倒角尺寸規格來定制,而無需支付非標刀具的價格。我們的服務優勢包括快速報價、簡潔的訂貨流程,快速的交貨以及高性能保證。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

