


上海, 2015 年 09 月 - 本文是第四篇介紹金屬切削刀具的應(yīng)用與加工過程中產(chǎn)生的負(fù)荷的系列文章。第一篇文章重點(diǎn)介紹了車削加工中的基本金屬切削概念以及刀具槽型、進(jìn)給率和機(jī)械負(fù)荷之間的關(guān)系。接下來的二篇文章分析了銑削加工中的機(jī)械負(fù)荷和熱負(fù)荷。本文通過摩擦學(xué)理論闡述了切屑與刀具之間的相互作用。摩擦學(xué)是一個(gè)相對較新的金屬切削負(fù)荷分析領(lǐng)域,主要研究彼此接觸的表面在特定溫度和壓力下的相互作用。
刀具磨損理論
在金屬切削過程中,刀具會(huì)使工件材料變形,并以切屑形式將其剪切下來。變形過程會(huì)產(chǎn)生熱量、壓力和負(fù)荷,最終導(dǎo)致刀具磨損或失效。傳統(tǒng)的磨損理論認(rèn)為,失效是由于相互接觸但并不相連的切屑和刀具之間的摩擦造成的。
然而,最近針對刀具失效機(jī)理的研究表明,在金屬加工中,尤其是在加工高性能的工件材料時(shí),所產(chǎn)生的壓力和溫度是造成刀具失效的原因,這正是傳統(tǒng)磨損理論對于切屑/刀具表面上所發(fā)生的情況未充分描述的方面。摩擦學(xué)研究已經(jīng)確定,切削過程并非只是簡單地將工件材料剪切下來,然后切屑和刀具之間的連接斷開。事實(shí)上,還會(huì)發(fā)生第二次、第三次連接和斷開。切屑被剪切下來后會(huì)粘在前刀面上,然后再被剪切,直到其最后從刀具上滑落。因此,磨損的主要原因在于反復(fù)剪切,而不是摩擦。
圖 1 和圖 2 顯示了金屬切削過程中的摩擦。如圖 1 所示,工件材料的主要變形發(fā)生在區(qū)域 5。區(qū)域 3 是分離區(qū),也稱為停滯點(diǎn),因?yàn)楣ぜ牧虾偷毒咧g的相對運(yùn)動(dòng)在該區(qū)域基本為零。初始剪切發(fā)生在主剪切區(qū)域1,工件材料在該區(qū)域中被剪切下來并形成切屑。然后,在次剪切區(qū)域 2 中,切屑與前刀面接觸。高壓使切屑粘附在刀具的前刀面上。
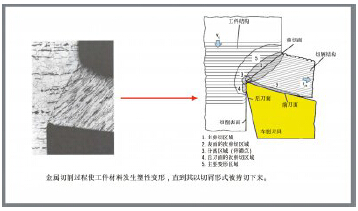
HQ_ILL_Preliminary_Deformation_In_Zone_5.jpg
圖 2 更細(xì)致地顯示了切屑在區(qū)域 2 中的運(yùn)動(dòng)。在子區(qū)域 A 中,切屑被極大的壓力壓在切削刃上,并且開始附在刀具上。在子區(qū)域 B 中,材料粘附在前刀面上。在子區(qū)域 C 中,切屑被從前刀面上剪切下來并沿著前刀面滑動(dòng),最后它從刀具上滑落。
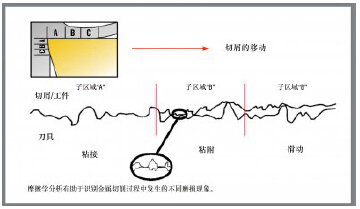
HQ_ILL_Different_Wear_Phenomena.jpg
圖 1 還顯示了發(fā)生在后刀面上的二次剪切(區(qū)域 4 內(nèi))。同區(qū)域 2 一樣,后刀面也發(fā)生了同樣的剪切和粘附序列。區(qū)域 4 中發(fā)生的情況會(huì)造成后刀面磨損,這種磨損與發(fā)生在區(qū)域 2 中的前刀面磨損相比更具預(yù)測性,因此相對來說危害較小。然而,在某些工件材料中,后刀面上的剪切作用會(huì)導(dǎo)致表面硬化或加工硬化,進(jìn)而對切削刀具和工件產(chǎn)生不利影響。
積屑瘤
工件材料粘附在刀具前刀面時(shí),最初只是形成薄薄的粘附層,隨著不斷積累,粘附層逐漸變厚。該過程會(huì)導(dǎo)致一種稱為積屑瘤的負(fù)面現(xiàn)象。如果大量的材料積累在刀具上,會(huì)改變切削刃的形狀。累積的材料還可能導(dǎo)致切削刃斷裂和損壞。在最壞的情況下,積屑瘤可能沉積在工件上。在上述任何情況下,積屑瘤都會(huì)使切削過程變得不可預(yù)測和不可控制。摩擦學(xué)的主要研究對象是了解什么原因造成積屑瘤,以及可以采取什么措施來盡可能減少此問題。
切削過程的 2 個(gè)方面對切屑粘附在前刀面上起了推動(dòng)作用。一個(gè)因素是切削區(qū)內(nèi)非常高的壓力和溫度。另一個(gè)因素是切屑在整個(gè)刀具前刀面上的運(yùn)動(dòng)速度相對較慢,而且最初在停滯點(diǎn)處的速度為零。當(dāng) 2 種材料在高壓和高溫下彼此接觸且緩慢移動(dòng)時(shí),很容易導(dǎo)致它們互相粘附在一起并形成積屑瘤。
為了減少粘附和形成積屑瘤的機(jī)會(huì),需要縮短切屑與前刀面之間的接觸時(shí)間。最直接的解決辦法是提高切割速度和使用更鋒利的刀具。更快的切削速度可以減少刀具和工件材料之間的接觸時(shí)間。由此產(chǎn)生的更高工藝溫度還可以降低積屑瘤的強(qiáng)度,或者完全消除積屑瘤。更銳利的刀具擁有更大的偏角,這會(huì)迫使切屑在一定的時(shí)間內(nèi)移動(dòng)更長的距離,即移動(dòng)更快。
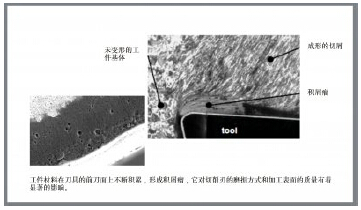
HQ_ILL_Built-Up_Edge.jpg
材料傾向性
最近,摩擦學(xué)引起了人們的注意,這主要是因?yàn)榕c 20 年前加工的工件材料相比,現(xiàn)代材料中形成積屑瘤的機(jī)率大大增加。例如,在人們熟悉的高碳鋼等材料中,雖然會(huì)發(fā)生積屑瘤現(xiàn)象,但問題不太嚴(yán)重。采用正確的加工參數(shù)通常可以消除粘附并阻止積屑瘤的形成。此外,在切屑非常短的鑄鐵等材料中,不存在積屑瘤問題。另一方面,在長切屑的材料中,切屑和刀具之間自然存在較長的接觸時(shí)間,因此造成更大的粘附風(fēng)險(xiǎn)。在加工低碳鋼、鋁合金等材料時(shí),產(chǎn)生積屑瘤的可能性更大。
當(dāng)加工具有高韌性、高附著力傾向和高磨蝕性的材料時(shí),最容易產(chǎn)生積屑瘤。典型的例子是航空航天和能源行業(yè)中使用的一系列材料,包括鈦合金、鎳基合金和耐熱金屬。促使積屑瘤形成的其它因素是在加工這些熱傳導(dǎo)性較差的堅(jiān)硬材料時(shí)產(chǎn)生的高壓和高溫。而且,這些材料的切削速度通常比平均速度慢一些。
除了最大限度地提高切削速度和刀具的鋒利度外,還有一些其他的方法常用來控制積屑瘤發(fā)生,這些方法主要關(guān)注刀具的表面條件。令人有些驚訝的是,在這一主題上有兩個(gè)截然相反的思想流派。一種方法認(rèn)為,如果刀具表面比較光滑,切屑在滑過刀具表面時(shí)會(huì)產(chǎn)生較少的熱能。較低的溫度和較少的接觸會(huì)降低形成積屑瘤的機(jī)率。與該理論相反的另一種概念是,粗糙的刀具表面上存在微米級的突起或特征,這將導(dǎo)致切屑和前刀面之間接觸較少,從而減少粘附的機(jī)會(huì)。這兩種方法都得到了充分的證明,并且在某些情況下是有效的。
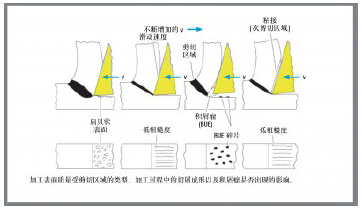
HQ_ILL_Relation_Between_Surface_Texture_And_The_Machining_Process_Physics.jpg
結(jié)論:摩擦學(xué)研究進(jìn)展
無論是摩擦學(xué)的研究和理論,還是為了解決積屑瘤等問題而開發(fā)的工藝和刀具技術(shù)(參見附注),它們的主要目標(biāo)都是加工出符合客戶要求的表面質(zhì)量。其次是關(guān)注尺寸要求、形狀要求以及表面粗糙度,這些都是衡量部件質(zhì)量的常用標(biāo)準(zhǔn)。特別是在航空航天和核應(yīng)用中,表面粗糙度是一個(gè)極其重要的因素,因?yàn)槿魏渭庸と毕荻伎赡苁顷P(guān)鍵飛機(jī)和發(fā)電組件發(fā)生斷裂的起源。
積屑瘤會(huì)導(dǎo)致表面粗糙度較差,并且需要經(jīng)常更換刀具。隨著各方的不斷努力(包括摩擦學(xué)研究),人們在限制積屑瘤的發(fā)生和影響方面已取得了諸多進(jìn)展。工藝可以通過性價(jià)比進(jìn)行量化:具體而言,就是正確加工 1平方毫米的工件表面所需的成本。在過去的五年中,鈦合金加工的性價(jià)比提高了近 20 倍。切削刀具材料和刀具槽型的不斷發(fā)展有助于取得成功,但最重要的是精心開發(fā)兩者的組合。在了解涉及刀具應(yīng)用的摩擦學(xué)原理后,機(jī)加工技師可以控制積屑瘤等現(xiàn)象,并能以較低的成本加工出所需的表面光潔度,從而最大限度提高了生產(chǎn)力和盈利能力。附注:
摩擦學(xué)研究成果的應(yīng)用
刀具工程師們在開發(fā)刀具和加工工藝的過程中應(yīng)用了摩擦學(xué)研究的成果。在加工工藝方面,采用較高的切削速度和鋒利的切削刃槽型可在許多情況下有效控制積屑瘤的形成。其他刀具槽型選項(xiàng),例如使用正前角刀具,可以幫助引導(dǎo)切削材料離開工件。
刀具鍍層是一種行之有效的、可以減少工件材料對切削刀具粘附的方法。TiN 等潤滑鍍層通常被用來緩解鋼件加工中的切屑流,在鋁合金加工中使用金剛石鍍層也是同樣的道理。
最近的開發(fā)工作重點(diǎn)關(guān)注鍍層對最大限度地減少積屑瘤的作用。例如,山高最新一代的 CVD 氧化鋁Duratomic® 金剛甲鍍層就是根據(jù)摩擦學(xué)原理研發(fā)的。隨著對切屑和切削刀具之間相互作用的了解不斷加深,開發(fā)工程師可以更容易地控制鍍層組件。
山高另一個(gè)旨在控制積屑瘤的鍍層示例是針對 MS2050 銑削刀片開發(fā)的新銀色 PVD 鍍層。該鍍層不僅具有很高的耐熱能力,而且在切削鈦合金等粘性材料時(shí),還能切實(shí)消除積屑瘤的發(fā)生。由于沒有積屑瘤,刀片的使用壽命比現(xiàn)有刀具長約 50%,而且允許使用更高的切削參數(shù)。
摩擦學(xué)領(lǐng)域的前沿研究是努力使積屑瘤等現(xiàn)象成為加工效率的有利推動(dòng)因素。在某些情況下,刀具表面上有一層薄薄的工件材料可以減緩刀具磨損的速度。面臨的挑戰(zhàn)是將該刀具保護(hù)層的厚度限制在一定的范圍內(nèi),使它既不影響刀具的幾何形狀及刃口鋒利度,也不會(huì)與刀具表面分開。
隨著新的高性能合金不斷推出,加工越來越難,這使摩擦學(xué)研究成為一個(gè)蓬勃發(fā)展的領(lǐng)域。切削刀具和加工工藝的開發(fā)人員正在利用摩擦學(xué)呈現(xiàn)的新視角,以創(chuàng)新的方式應(yīng)對和解決挑戰(zhàn)。
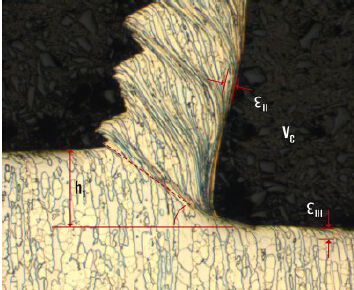
HQ_IMG_View_Of_A_Chip_Segment.jpg
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年7月 新能源汽車銷量情況
- 2025年7月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別