


采用可移動式懸臂銑床加工大型回轉(zhuǎn)結(jié)構(gòu)工件
2016-8-5 來源:河南林業(yè)職業(yè)學院 河南衛(wèi)華重型機械 作者:安存勝 聶福全
摘要:大型回轉(zhuǎn)零件表面及孔加工需要采用大型立式車床等專用加工設(shè)備,此種設(shè)備采購成本較高,外協(xié)加工又容易造成成本增加和運輸困難。本文介紹一種移動式懸臂銑床及其加工工藝,可以有效地解決該類零件的加工難題,且具有設(shè)備成本低、移動方便及加工經(jīng)濟性好等特點。
關(guān)鍵字:加工難題 結(jié)構(gòu)特點 技術(shù)特點
1. 工件結(jié)構(gòu)及加工難題
隨著國內(nèi)外起重機械行業(yè)的不斷發(fā)展, 上下雙層回轉(zhuǎn)小車結(jié)構(gòu)起重機已成為起重機制造發(fā)展的必然趨勢,雙層回轉(zhuǎn)小車大型環(huán)形軌道及回轉(zhuǎn)面的加工成為制約加工的難題,以圖1所示某挖泥船用起升機構(gòu)回轉(zhuǎn)工作臺工件為例,該工件最大直徑達8 440mm,由于工件較重,吊運困難且吊運調(diào)整成本高,標示有加工符號的環(huán)形平面、環(huán)形臺階及均布的螺栓孔均需要采用一次裝夾全部加工完成的工藝方法。而使用超大型立式車床完成環(huán)形回轉(zhuǎn)平面的加工,是最有效的方法。但是我公司目前沒有可以加工如此大尺寸工件的設(shè)備,對于大多數(shù)企業(yè)而言,采購超大型立式車床是不現(xiàn)實的,因此,對于此類工件的加工就需要采用適宜的方法和經(jīng)濟適用的加工裝備,為此我們研發(fā)了一種可移動式懸臂銑床,通過制定合理的工藝,可以有效解決大型回轉(zhuǎn)類零件的加工問題。
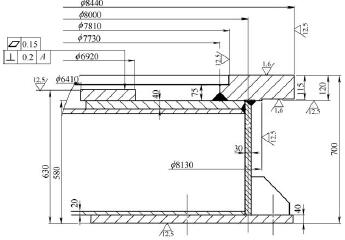
圖1 大型回轉(zhuǎn)體結(jié)構(gòu)局部示意圖
2. 可移動式懸臂銑的結(jié)構(gòu)特點
由于大型結(jié)構(gòu)件的吊裝成本極高,因此設(shè)計的加工裝備應(yīng)該具有易于移動及調(diào)整的特點,即通過調(diào)整設(shè)備而非調(diào)整工件的方式就可完成工件的加工,以節(jié)約加工成本。如何設(shè)計一臺具有如此強大加工能力且成本較低的可移動式加工設(shè)備,是此類工件加工的最大難題。經(jīng)過反復(fù)分析和論證,設(shè)計的可移式旋臂銑裝備如圖2所示,該裝置主要包括懸臂、回轉(zhuǎn)支承、墊板、動力頭、減速機、底座和彎板等部件。其工作原理是懸臂的兩端及中間位置均設(shè)計有動力頭安裝底座,懸臂可以在托板上來回移動,達到銑削不同尺寸位置的平面及鉆孔的目的。懸臂的端頭還可以安裝上彎板,在彎板上裝上動力頭,能夠達到銑削側(cè)面的目的。該懸臂銑還可以配備90°角銑頭,可以完成側(cè)面或下面的加工。由于懸臂銑具有銑平面、銑環(huán)形面及鉆孔的功能,最大加工直徑達10m,因此可以實現(xiàn)一次裝夾,完成圖1所示工件的全部加工。為提高懸臂銑的加工范圍,懸臂上兩端及中間位置都設(shè)計有動力頭安裝底座,且底座的尺寸規(guī)格各不相同,以應(yīng)對不同高度平面的加工。當動力頭安裝在中間位置時,可以加工直徑在4 000mm以下范圍內(nèi)的平面及孔。這就極大提高了懸臂銑的加工范圍及加工能力。
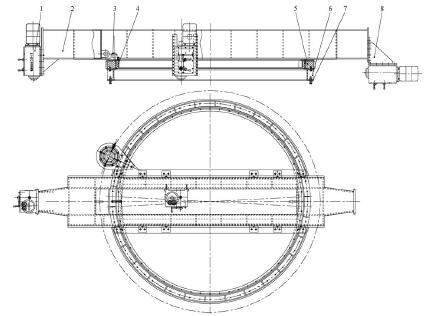
圖2 懸臂銑結(jié)構(gòu)示意圖
1.動力頭 2.懸臂 3.拉環(huán) 4.支承墊板 5.回轉(zhuǎn)支承 6.底座 7.調(diào)平支承螺栓 8.彎板
3. 懸臂銑的技術(shù)特點
(1)采用回轉(zhuǎn)支承作為回轉(zhuǎn)機構(gòu)。為保證設(shè)備的加工精度,同時降低設(shè)備制造成本,在設(shè)備整體設(shè)計和配套件設(shè)計時,對于設(shè)備精度影響較小的結(jié)構(gòu)件部分如懸臂,采用自制的方法。這樣可以將成本降到最低。對本設(shè)備加工精度有直接影響的回轉(zhuǎn)部分,采用外購高精度的回轉(zhuǎn)支承。
(2)一次裝夾,加工范圍廣。懸臂銑中的懸臂上有三處動力頭安裝座,兩端的安裝座是為了分別滿足工件加工面低于設(shè)備底座和高于設(shè)備底座的加工需要的,中間位置是在當大型工件的中間位置有加工需要時使用。懸臂長7.5m,回轉(zhuǎn)支承直徑4.5m,最小可以加工直徑為4m、最大可以加工直徑為10m的工件。同時動力頭上可以安裝盤銑刀、玉米銑刀、鉆頭和角度頭等,可以滿足工件上平面、環(huán)形臺和側(cè)面的加工, 也可以進行鉆孔加工,從而實現(xiàn)一次裝夾完成所有部位加工的目的。
(3)進給速度可實現(xiàn)無級變速。懸臂回轉(zhuǎn)是由帶有變頻電機的立式擺線減速機來驅(qū)動的,速比達6 177,能夠提供強大的驅(qū)動力。由于懸臂銑設(shè)備可以加工直徑4~10m的大型回轉(zhuǎn)件,如此大的加工范圍,設(shè)備端部的線速度變化也會較大,刀具進給的速度要求控制在一定的范圍內(nèi),因此要求設(shè)備回轉(zhuǎn)速度小且變化范圍大。該懸臂銑的電氣控制部分采用了較為先進的變頻控制技術(shù),通過控制電路,可以實現(xiàn)電機的無級調(diào)速,滿足切削時不同進給速度調(diào)整的需要。
(4)易于調(diào)整、方便移動。該懸臂銑可移動性較強,可以放在大型工件上對工件進行加工,且該裝置底座上均布有30個可調(diào)支腿,懸臂銑吊放到工件上后,通過可調(diào)支腿的調(diào)整,能夠適應(yīng)高度不平的工件表面,也能夠方便地進行設(shè)備調(diào)平。懸臂銑調(diào)平后,在懸臂銑及工件位置都不變的情況下,可以完成工件的上表面、下表面、側(cè)面及孔的加工,工件不必進行二次裝夾,避免了二次裝夾對精度的影響,同時也減少了輔助時間,提高了加工效率。
4. 工藝方案設(shè)計
為避免圖1所示工件各零件采用分段加工再匯裝焊過程中出現(xiàn)許多不確定因素,同時盡可能地減小焊后加工余量,并為環(huán)形軌道的焊接提供一個相對精確的基準,采取先使用旋臂銑加工環(huán)形軌道一面,作為焊接定位基準面,預(yù)留整體加工余量的方法,然后再用旋臂銑對焊接后的大型環(huán)形軌道及環(huán)形面進行整體加工的工藝,這樣可以有效減小焊接變形對工件質(zhì)量的影響,提高大型回轉(zhuǎn)體工件的整體加工質(zhì)量,同時通過焊前加工減小余量并提供精確定位基準的方式,也可以消除環(huán)形軌道切割焊接的變形,提高環(huán)形軌道的焊接精度,確保焊后余量最小,從而提高生產(chǎn)效率。圖3所示為焊接前使用懸臂銑對環(huán)形軌道定位基準面進行加工,圖4所示為正在加工的環(huán)形軌道表面。


圖3 正在進行加工作業(yè)的懸臂銑 圖4 正在加工的環(huán)形軌道
5. 結(jié)語
該設(shè)備具有結(jié)構(gòu)簡單、移動方便、加工范圍大及加工精度高的特點,完全可以滿足銑平面、銑環(huán)形面及鉆孔的功能,加工直徑范圍可調(diào),實現(xiàn)了以相對較低的生產(chǎn)制造成本達到較高的加工精度的需要,有效解決了大型回轉(zhuǎn)結(jié)構(gòu)件焊后加工的難題,提高了大型回轉(zhuǎn)件的整體質(zhì)量,為制造大型特殊起重機的工藝進步奠定了基礎(chǔ)。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況