


DITTEL 動平衡系統在磨床中的應用
2017-3-8 來源:上汽通用五菱汽車股份有限公司 作者:潘賜鈺
摘要:使用砂輪磨削是機械加工的重要組成部分,砂輪主軸的動平衡對保證磨削精度和磨削表面質量以及主軸零件的壽命至關重要,而砂輪的制作工藝及裝配精度問題,存在各種各樣的不平衡,導致零件表面質量產生各種問題。通過分析砂輪不平衡的不同原因及危害,重點介紹了 Dittel 內置式動平衡系統的原理、構成以及在 JUNKER 曲軸雙砂輪磨床上的應用。
關鍵詞:Dittel;不平衡;動平衡;磨床
砂輪是磨削加工的必要工具,而砂輪是由大量形狀規則不均勻的顆粒粘結組成,因此制造工藝會引起砂輪轉動時產生一些無法避免的偏心振動。在砂輪裝配過程中的砂輪偏心、砂輪與夾具的間隙、非同心的夾緊裝置、主軸的不平衡及加工中砂輪對冷卻液的吸附等,會使磨削中出現更大振動。這些由砂輪制造或裝配不平衡引起的振動將對高速磨削加工產生很大影響,會引起加工表面產生震紋及粗糙度不合格等質量問題,同時還會使磨床主軸軸承壽命異常,增加砂輪的修整頻次及加速金剛修整輪的損耗等。
在目前的精密磨削加工過程中,為了提高效率和穩定性常常采用 CBN 砂輪,其具有壽命長、膨脹系數小、表面質量穩定及磨削轉速快(>2 000 r/min)等在優點[1]。而在高速磨削中砂輪本身及主軸產生的不平衡振動會制約高精密磨削的技術發展,因此砂輪的平衡在生產中有著重要的意義和廣泛的前景,如在汽車制造行業中的曲軸和凸輪軸磨削,表面粗糙度需要達到 Ra 0.6 以下,砂輪平衡精度(砂輪系統的偏心量)需要控制在 0.4 ~ 0.6 μm 以下。所以砂輪保持動態的在線動平衡是高精密磨削加工中一項不可或缺的關鍵技術。
目前的在線動平衡系統主要有聲納動平衡系統[2-3]及流體補償質量自動平衡系統。Dittel 是市場上常用的動平衡控制系統,應用于各種磨床的在線平衡,對于提高機床的磨削效率及安全性具有重大意義,目前研究主要有其方法、理論,及其它方面應用的一些介紹,本文主要結合上汽通用五菱發動機工廠內使用的 JUNKER 雙砂輪磨床上應用進行探討。
1.砂輪不平衡原因及危害
砂輪不平衡產生的原因主要分為兩大類:一類是砂輪自身形狀或磨粒分布的不平衡;另一類是砂輪與其他部件裝配不平衡。如圖 1~5 所示,砂輪非圓、中心孔非球面、孔不對中心、表面平行、磨粒粘合不均勻等原因均會引起砂輪不平衡。
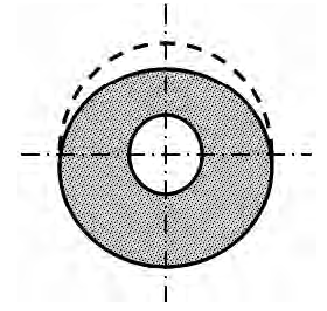
圖 1 砂輪非圓
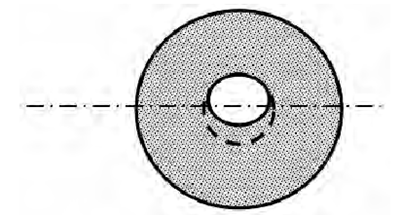
圖 2 中心孔非球面
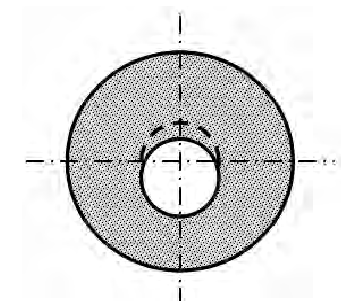
圖3 孔不對中心
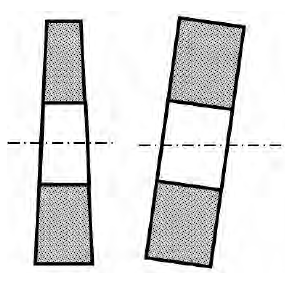
圖 4 表面不平行
圖5 磨粒粘合不均勻
砂輪在制造過程中可能形成形狀不規則或者磨粒分布不均勻的不平衡。此外,由于砂輪是由大量規則顆粒通過特殊工藝粘合而成,故表面顆粒的脫落和不定時的砂輪修銳過程也會形成新的不平衡。砂輪不平衡會造成對磨削的影響,常常出現工件的圓度、直線度和跳動的超差。
砂輪在安裝的過程中,可能會因為砂輪及夾具間存在間隙、非同心或平面夾緊裝置、非同心錐體、不平衡的夾具、不平衡的主軸、不平衡的皮帶輪等多種原因導致砂輪裝配不平衡,如圖 6 所示。
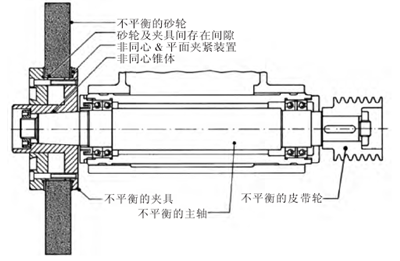
圖6 裝配不平衡
砂輪裝配不平衡,輕則導致砂輪在運轉后出現振動,磨削出來的工件表面有振紋;重則導致局部磨削量過大,造成砂輪崩角及工件斷裂等砂輪表面微粒及微孔在加工過程中對切削液吸附的不均勻,進而引起砂輪的附加不平衡,這種附加的不平衡也無法用靜平衡消除,但該現象卻影響工件的圓度和粗糙度。
砂輪主軸的轉動機構也會造成砂輪不平衡的出現,如轉動機構的軸承磨損,靜壓油膜異常,端部砂輪固定凸緣盤生銹或附著異物等。這些微小的變化在高精密磨床中如不加以考慮和控制,最后都會反映到磨削的工件上,造成批量的不合格工件。
2.自動平衡原理
上汽通用五菱發動機工廠曲軸線使用了德國的勇克(JUNKER)磨床,采用 CBN 砂輪,且在每一側砂輪主軸頭內部都安裝有迪特爾(Dittel)動平衡系統,用于在砂輪啟動、磨削過程中動態的監控和調整砂輪的不平衡量,整個平衡系統機構精致小巧,集成在砂輪頭架內,如圖 7 為砂輪動平衡系統結構圖。
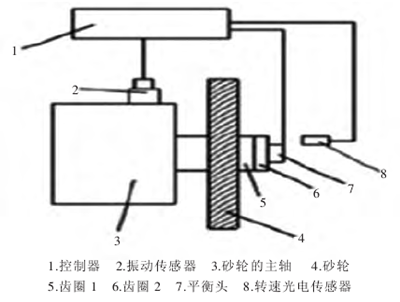
圖 7 砂輪動平衡系統
內置式平衡頭安裝在砂輪主軸頭內并隨主軸一起轉動,平衡頭是由兩個分別驅動偏心配重塊的小型永磁鐵直流電動機組成,砂輪高速運轉時,安裝在砂輪基座上的振動傳感器及主軸電機內的速度傳感器將數據發回控制中心 M6000,通過計算后濾波處理反饋給平衡頭內的伺服電機,驅動兩個配重塊以相同的旋轉方向產生產生一個合力與砂輪本身不平衡量合力方向相反,由于平衡頭與砂輪主軸同軸安裝,故此合力抵消為零,從而使整個砂輪處于平衡狀態,此時砂輪的振動極小;如果使兩個配重塊反向旋轉,隨著偏心質量夾角變化,當其與砂輪本身不平衡質量相等時,即完成幅值補償。圖 8 為 JUNKER 磨床平衡系統的圖解。
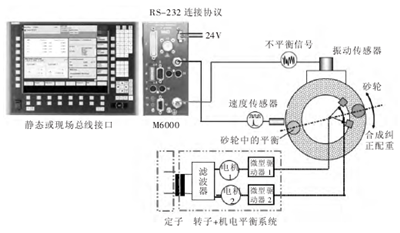
圖8 DITTEL 砂輪動平衡系統
3.機電式平衡系統結構組成
用于磨床主軸的一套完整的機電平衡系統包括以下部分:平衡模塊 M6000、自動化系統或安裝了Windows 操作系統的標準個人電腦和相應的硬件(圖9)有:振動傳感器、信號傳感器、接近開關、平衡單元、內置或外置的信號接收器、連接線纜和延長線纜、DITTEL System control center 軟件(圖 10)等組成。
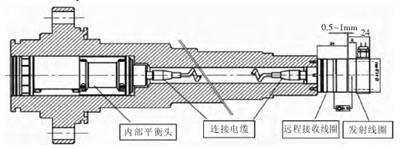
圖 9 砂輪動平衡系統
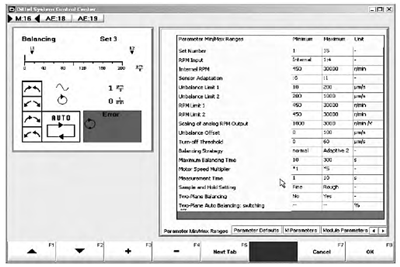
圖 10 DITTEL System control center
4.砂輪動平衡過程和程序控制
當平衡頭與砂輪處于任一種相對的位置時,砂輪上的不平衡量將產生離心力,砂輪和平衡裝置的合力就會產生震蕩力,使砂輪架振動,通過安裝在砂輪架上的震動傳感器來測量砂輪偏心引起的振動的大小,從而計算出砂輪的不平衡量大小,對檢測出的不平衡力由 M6000 數據處理單元判定是否在調整范圍以內,是則執行補償,否則報警。
相位調整過程,令偏心襯套和偏心輪產生的配重朝一個方向以相同的速度轉動,直至偏心襯套和偏心輪的質心連心線相位相差 180°,此時平衡裝置和砂輪不平衡產生的合力下降的變化使受迫振動朝振幅減小的方向收斂,直至 M6000 數據處理單元接收到震動傳感器測量的振幅小于設定的平衡值時,結束相位的調整。
平衡裝置的作用是通過調整偏心配重塊以抵消砂輪不平衡離心力。在砂輪未達到平衡狀態以前,程序持續運行對平衡裝置進行偏量調整。具體而言就是令偏心輪與偏心配重塊在相同的角速度下反向轉動,以此改變兩者的重心偏移,使得偏心輪配重塊產生的離心力與砂輪不平衡產生的離心力相互抵消。從震動傳感器監測的數據來看,有效的調整應使得讀數逐漸減小,直至收斂于某個最小值,此時砂輪達到了平衡狀態。
5.結束語
本文通過分析介紹砂輪的不平衡原因及危害,以及在工業應用上使用 DITTEL 平衡系統去監測及控制砂輪的平衡狀態,對機床的壽命和加工件的質量有重要意義。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

