控")



您現(xiàn)在的位置:數(shù)控系統(tǒng)網(wǎng)>
技術(shù)前沿>基于西門子 840Dsl 系統(tǒng)的數(shù)控強(qiáng)力刮齒加工軟件開(kāi)發(fā)
基于西門子 840Dsl 系統(tǒng)的數(shù)控強(qiáng)力刮齒加工軟件開(kāi)發(fā)
2019-11-7 來(lái)源:南京工業(yè)大學(xué)機(jī)械與動(dòng)力工程學(xué)院 等 作者:劉 晟 洪榮晶 孫小敏
SINUMERIK 840Dsl 數(shù)控系統(tǒng)是西門子公司開(kāi)發(fā)的一款開(kāi)放、靈活、強(qiáng)大的高端數(shù)控機(jī)床系統(tǒng),其憑借強(qiáng)大的數(shù)控性能,以及獨(dú)一無(wú)二的靈活性與開(kāi)放性,收到越來(lái)越多的機(jī)床廠商青睞。然而目前大多數(shù)的西門子數(shù)控系統(tǒng)的應(yīng)用僅僅局限于其標(biāo)準(zhǔn)數(shù)控系統(tǒng),沒(méi)有完全發(fā)揮其開(kāi)放、可二次開(kāi)發(fā)的特點(diǎn),也無(wú)法滿足復(fù)雜加工的個(gè)性化需求。隨著齒輪切削技術(shù)向著高精度、高效率的方向發(fā)展,傳統(tǒng)的滾齒插齒、銑齒越來(lái)越難以滿足生產(chǎn)加工的要求。一種新型的齒輪加工技術(shù)———強(qiáng)力刮齒,逐漸走入了人們的視野。數(shù)控強(qiáng)力刮齒加工是一種不同于滾齒插齒等傳統(tǒng)齒輪加工方法的全新的切齒加工概念。刮齒也可稱為車齒,剮齒等。其具有加工精度高,刀具耐用度好和經(jīng)濟(jì)效益好等優(yōu)點(diǎn),尤其在加工非貫通、無(wú)退刀槽內(nèi)齒輪方面具有無(wú)可比擬的優(yōu)勢(shì)。1985 年美國(guó) Gleason 公司首次提出了強(qiáng)力刮齒( powerskiving) 的概念,并開(kāi)發(fā)出了配套于其強(qiáng)力刮齒機(jī)床的CAM 軟件,但是并未詳細(xì)介紹刮齒關(guān)鍵技術(shù),且 PC端軟件需要人工拷貝數(shù)控代碼至數(shù)控系統(tǒng),編程加工效率較低。重慶大學(xué)王時(shí)龍等以滾齒加工為研究對(duì)象,針對(duì) 840D 數(shù)控系統(tǒng)開(kāi)發(fā)了一種滾齒自動(dòng)編程系統(tǒng)。劉倩等利用西門子 840Dsl 二次開(kāi)發(fā)接口,提出了一種凸輪加工嵌入式解決方案。而目前刮齒加工編程具有耗時(shí)長(zhǎng)、易出錯(cuò)、加工質(zhì)量難以保證以及對(duì)操作人員技能要求高的問(wèn)題等缺點(diǎn),尚缺乏有效的解決方案,阻礙了刮齒加工的進(jìn)一步發(fā)展推廣。利用西門840Dsl 數(shù)控系統(tǒng)的優(yōu)勢(shì),應(yīng)用SINUMERIK Operate 編程包對(duì)數(shù)控系統(tǒng)進(jìn)行二次開(kāi)發(fā),設(shè)計(jì)開(kāi)發(fā)數(shù)控強(qiáng)力刮齒加工軟件,可以有效提高刮齒加工效率保證加工質(zhì)量。
1、西門子 840sl HMI 二次開(kāi)發(fā)技術(shù)
Sinumerik 840Dsl 系統(tǒng)具有極好的開(kāi)放性、柔性與加工適應(yīng)性,主要是因?yàn)槠淞己帽憬莸亩伍_(kāi)發(fā)功能,允許用戶根據(jù)自身的使用需求,開(kāi)發(fā)更適合自己的加工軟件或加工界面嵌入數(shù)控系統(tǒng)中,實(shí)現(xiàn)通用系統(tǒng)難以完成的加工工藝任務(wù)。
1. 1 系統(tǒng)構(gòu)架
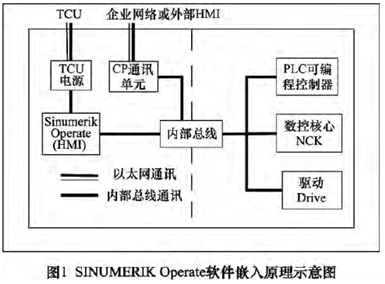
為了實(shí)現(xiàn)對(duì) Sinumerik 840Dsl 數(shù)控系統(tǒng)的二次開(kāi)發(fā),關(guān)鍵在于將 Sinumerik Operate 軟件集成嵌入到 Si-numerik 840Dsl 控制系統(tǒng)中。圖 1 展示了 HMI ( 人機(jī)界面) 與 PLC( 可編程控制器) 、NCK( 控制設(shè)備) 和驅(qū)動(dòng)單元的通訊方式,以及 Sinumerik 840Dsl HMI 二次開(kāi)發(fā)的系統(tǒng)構(gòu)架。如圖所示,軟總線聯(lián)接了 HMI 與NCK、PLC 和驅(qū)動(dòng)器,在 S7 通訊協(xié)議下實(shí)現(xiàn)了各組件之間的通訊,該總線的功能與 PLC 的 K 總線類似。外部接入的 HMI 與系統(tǒng)內(nèi)部的 HMI 都可以通過(guò)通訊處理器( CP) 來(lái)訪問(wèn)系統(tǒng)內(nèi)的 NCK、PLC 和驅(qū)動(dòng)器。通一個(gè)所謂的薄型客戶單元( Thin-Client-Unit,簡(jiǎn)稱TCU) 可以實(shí)現(xiàn)操作界面的可視化( 輸入 / 輸出) 。TCU實(shí)際上是一個(gè)單獨(dú)的操作設(shè)備,通過(guò)以太網(wǎng)與 NCU 進(jìn)行通訊。圖 1 中標(biāo)為“TCU”的組件包含了 TCU 運(yùn)行所 需 的 服 務(wù) 器 ( 即 VNC 服 務(wù) 器 ) 和 TCU 在SINUMERIK 系統(tǒng)環(huán)境下運(yùn)行所需的其他必要功能。
1. 2 開(kāi)發(fā)方案選擇
SINUMERIK Operate 提供了多種開(kāi)發(fā)接口。可以通過(guò) Easy Screen、Wincc 對(duì)人機(jī)界面進(jìn)行修改,好處是開(kāi)發(fā)周期短,但是開(kāi)發(fā)功能比較羸弱。而基于 SINU-MERIK Operate 編程包開(kāi)發(fā)方式更加靈活,功能更加強(qiáng)大。通過(guò) cpp 接口,可以實(shí)現(xiàn)應(yīng)用軟件與數(shù)控系統(tǒng)的通訊。也允許用戶使用 C #或 VB. NET 創(chuàng)建標(biāo)Windos 窗體作為用戶界面。但是上述開(kāi)發(fā)方案具有界面開(kāi)發(fā)效率低、開(kāi)發(fā)局限性大、無(wú)法跨平臺(tái)的缺陷。
通過(guò) C++GUI 類庫(kù) Qt,可以實(shí)現(xiàn)源文件的平臺(tái)通用性。Qt/Windows 主要基于 Windows 窗口系統(tǒng)以及Windows GDI( 圖形設(shè)備接口) 以輸出圖形基。Qt / Em-bedded 具有單獨(dú)的窗口系統(tǒng),直接使用 Linux 幀緩沖。源文件借助 Windows 和 Linux 專用的編譯程序與鏈接程序分別轉(zhuǎn)化為各系統(tǒng)可執(zhí)行的文件。強(qiáng)力刮齒加工軟件選擇利用 Qt 與 C++的編寫源文件,數(shù)控系統(tǒng)選擇PCU+NCU 形式,在Windows 平臺(tái)下編譯生成文件嵌入數(shù)控系統(tǒng)中。軟件具有開(kāi)發(fā)周期短,嵌入性好,可跨平臺(tái)的優(yōu)勢(shì)。
2、數(shù)控強(qiáng)力刮齒軟件開(kāi)發(fā)
2. 1 840Dsl 二次開(kāi)發(fā)基本流程
基于 SINUMERIK Operate 編程包開(kāi)發(fā)首先需要對(duì)開(kāi)發(fā)環(huán)境進(jìn)行配置,在 VS2008 菜單欄工具菜單下增加 HMI 啟動(dòng)選項(xiàng)。數(shù)控強(qiáng)力刮齒軟件采用 Qt 圖形框架在 Qt Designer 中進(jìn)行人機(jī)界面設(shè)計(jì),在 Visual 2008開(kāi) 發(fā) 環(huán) 境 下 利 用 C + + 編 寫 后 臺(tái) 程 序。 安 裝SINUMERIK Operate 編程包后,可以 VS2008 中創(chuàng)建“”HMI Project”模板,項(xiàng)目配置完成后一般包含以下項(xiàng)目文件夾:Scource files 包含實(shí)現(xiàn)項(xiàng)目功能的源代碼文件( * . cpp)Header files 包含項(xiàng)目頭文件( * . h) :Reasource file 包 含對(duì) 話 框 配 置 文 件 ( * . XML ) 、語(yǔ) 言 翻 譯 文 件( . ts) ;Generated 包 含 預(yù) 處 理 文 件 文 件 ( MOC - . CPP ) 、UI 界 面 的頭( UI-. h) ;Forms 包含項(xiàng)目的窗體界面文件( * . ui) ;systemconfiguration. ini HMI 操作區(qū)域組成結(jié)構(gòu)初始化文件。啟動(dòng)調(diào)試項(xiàng)目源文件,XML 文件會(huì)編譯轉(zhuǎn)換為 .hmi 人機(jī)界面文件。項(xiàng)目程序文件會(huì)編譯轉(zhuǎn)換為 . dll文件,可以在 PCU+NCU 的 840Dsl 系統(tǒng)下實(shí)現(xiàn)邏輯運(yùn)算功能。語(yǔ)言翻譯文件 . qm 根據(jù) ts 文件中定義的索引關(guān)系實(shí)現(xiàn)語(yǔ)言切換功能。為了將軟件嵌入數(shù)控?cái)?shù)控系統(tǒng),需要復(fù)制項(xiàng)目目錄中 “systemconfiguration. ini”初始化配置文件至 . /hmisl/siemens/ sinumerik /hmi/cfg 路 徑 下,安 裝 dll 文 件 與 hmi 文 件 至 . / hmisl /siemens / sinumerik / hmi / appl 路徑 下,在 . / hmisl / sie-mens / sinumerik / hmi / lng 路徑下加入 qm 語(yǔ)言文件。完成文件配置安裝后,啟動(dòng)數(shù)控系統(tǒng),可以從自定義的入口按鈕處進(jìn)入二次開(kāi)發(fā)軟件界面。
2. 2 數(shù)控強(qiáng)力刮齒軟件人機(jī)界面開(kāi)發(fā)
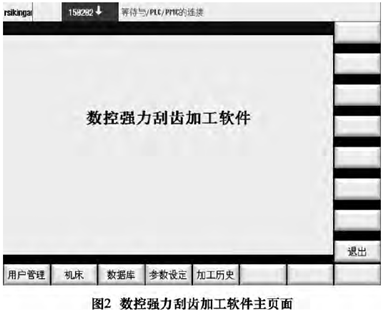
SINUMERIK Operate 具有一種以組件為導(dǎo)向的架構(gòu)。其組件分為 GUI 組件和 HMI 服務(wù)兩大類。其中,GUI 組件是組成人機(jī)界面的主要部分,主要用于實(shí)現(xiàn)系統(tǒng)與用戶即時(shí)交互。通過(guò) GUI 組件與 HMI 服務(wù)靈活配合,可以創(chuàng)建出滿足我們需求的 HMI 系統(tǒng)。SINUMERIK 數(shù)控系統(tǒng)操作界面按功能劃分由若干操作區(qū)域組成,通常一個(gè)操作區(qū)域只有一個(gè)對(duì)話框。一個(gè)對(duì)話框可以分為多個(gè)屏幕,一塊屏幕包含消息欄、水平軟件、垂直軟件和窗體。窗體是我們實(shí)現(xiàn)輸入操作的載體,軟鍵是觸發(fā)函數(shù)功能的媒介。在配置文件“systemconfiguration. ini”中確定 HMI操作區(qū)域的組成結(jié)構(gòu)和系統(tǒng)的 HMI 對(duì)話框,通過(guò) XML文件定義了 HMI 對(duì)話框的屏幕布局,所包含的屏幕,界面軟鍵以及各屏幕的切換關(guān)系。軟件主頁(yè)面部分XML 源文件如下:<SCREEN implementation = " powersiking. homescreen" name = " home-screen" > / / 屏幕定義與命名< FORiMimplementation = " powersiking. homeform " name = "homeform" formpanel = " Full Form" / >/ / 屏幕內(nèi)窗體定義<MENU name = " homehu"softkeybar = " hu" > / / 底部軟鍵欄定義<SOFTKEY position = " 1" > / / 底部第一個(gè)軟鍵定義<PROPERTY name = " text ID" type = " QString" >usermanagement< / PROPERTY> / / 定義軟件名稱<NAVIGATION target = " screen" > / / 點(diǎn)擊軟鍵,跳轉(zhuǎn)到目標(biāo)屏幕<SCREEN name = " managementscreen" / >< / NAVIGATION><FUNCTION name = " donothing" args = " / " / > / / 點(diǎn)擊軟鍵觸發(fā)函數(shù)< / SOFTKEY>……窗體設(shè)計(jì)采用 QtDesigner 中 HMI-solutionline 組件搭建圖形化用戶界面。對(duì) vs2008 調(diào)試環(huán)境進(jìn)行配置,修改系統(tǒng)配置文件,運(yùn)行源程序后生成人機(jī)界面hmi 文件、后臺(tái)邏輯動(dòng)態(tài)鏈接庫(kù) dll 文件以及語(yǔ)言翻譯ts 文件,生成文件會(huì)自動(dòng)導(dǎo)入數(shù)控系統(tǒng)相應(yīng)文件夾路徑下,實(shí) 現(xiàn) 將 數(shù) 控 強(qiáng) 力 加 工 軟 件 嵌 入 SINUMERIK840Dsl 數(shù)控系統(tǒng)中。我們的 HMI 系統(tǒng)入口為標(biāo)準(zhǔn)操作界面主頁(yè)上預(yù)留的第七個(gè)軟鍵,啟動(dòng)數(shù)控系統(tǒng)點(diǎn)擊軟鍵即可啟動(dòng)數(shù)控強(qiáng)力刮齒加工軟件,在軟件不同功能模塊下實(shí)現(xiàn)所需的功能業(yè)務(wù)。如圖 2 為數(shù)控強(qiáng)力刮齒加工軟件主頁(yè)面。
2. 3 數(shù)控強(qiáng)力刮齒軟件主要功能模塊
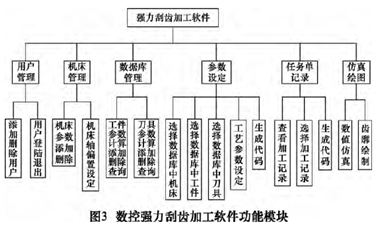
根據(jù)數(shù)控強(qiáng)力刮齒的加工要求,可知,系統(tǒng)結(jié)構(gòu)模型輸入是制造信息( 工件信息,工具信息,工藝信息等) ,要求獲得的輸出是產(chǎn)品信息( 加工參數(shù),NC 代碼等) 。分析軟件功能構(gòu)架,對(duì)軟件進(jìn)行模塊劃分 ,包含以下模塊: 用戶管理模塊,機(jī)床管理模塊,數(shù)據(jù)庫(kù)管理模塊,參數(shù)設(shè)定模塊,任務(wù)單記錄模塊,繪圖模塊,再對(duì)各模塊子功能進(jìn)行劃分。系統(tǒng)主要功能模塊如圖 3。
進(jìn)入軟件主頁(yè)面需要首先進(jìn)行登陸操作,預(yù)留初始用戶名和密碼,登陸系統(tǒng)后可以在軟件主頁(yè)面用戶管理窗體下添加或刪除用戶。
數(shù)控強(qiáng)力刮齒軟件數(shù)據(jù)庫(kù)功能采用 QSqlite 輕量級(jí)數(shù)據(jù)庫(kù)作為數(shù)據(jù)支撐,包括用戶數(shù)據(jù)庫(kù)、機(jī)床數(shù)據(jù)庫(kù)、工件數(shù)據(jù)庫(kù)、刀具數(shù)據(jù)庫(kù)和加工記錄數(shù)據(jù)庫(kù),數(shù)據(jù)庫(kù)參數(shù)添加刪除查詢等功能分別在各自窗體完成。參數(shù)輸入模塊中可以從數(shù)據(jù)庫(kù)中讀取所需參數(shù),將加工參數(shù)帶入強(qiáng)力刮齒加工數(shù)學(xué)模型進(jìn)行運(yùn)算,輸出數(shù)控程序。
2. 4 代碼生成功能實(shí)現(xiàn)
SINUMERIK 840Dsl 二次開(kāi)發(fā)軟件中通過(guò)點(diǎn)擊軟鍵觸發(fā)屏幕內(nèi)的某一項(xiàng)任務(wù),實(shí)現(xiàn)不同模塊功能。在XML 文件中定義軟鍵 FUNCTION 功能函數(shù)名為“pro-duce“,該窗體文件的 CPP 文件的 on Function 函數(shù)中添加代碼 if( “produce”= =rs Function) { ……} ,連接界面軟鍵與代碼生成業(yè)務(wù)邏輯。自動(dòng)生成數(shù)控程序是數(shù)控強(qiáng)力刮齒軟件主要的功能模塊,圖 4 為軟件代碼生成功能流程圖。本模塊通過(guò)設(shè)定齒輪參數(shù)、刀具參數(shù)、機(jī)床參數(shù)和工藝參數(shù),輸出數(shù)控程序,實(shí)現(xiàn)數(shù)控強(qiáng)力刮齒加工參數(shù)化編程。
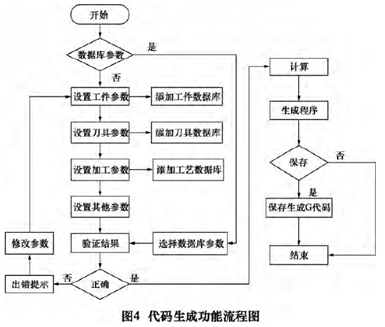
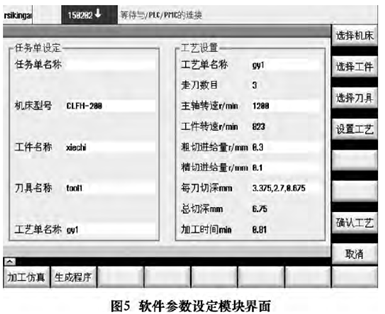
軟件從工件數(shù)據(jù)庫(kù)加載工件參數(shù),包括齒輪類型、旋向、齒數(shù)、法面模數(shù)、螺旋角、壓力角、齒寬、齒頂高系數(shù),頂隙系數(shù)和變位系數(shù)。從刀具數(shù)據(jù)庫(kù)中加載刀具模數(shù)、刀齒數(shù)、刀具厚度、刀具螺旋、安裝角、刀具變位系數(shù)和刀具主前角、主后角。機(jī)床參數(shù)為 X、Y、Z、A、C 各軸對(duì)刀值。工藝參數(shù)包括走刀數(shù)目、主軸與工件轉(zhuǎn)速、粗切進(jìn)給量、精切進(jìn)給量、每刀切深、總切深和加工時(shí)間。根據(jù)齒輪模數(shù),軟件自動(dòng)分配走刀數(shù)目,以及每刀切深。通過(guò)設(shè)定粗精進(jìn)給量,根據(jù)加工數(shù)學(xué)模型,可以計(jì)算出加工時(shí)間。每次生成數(shù)控程序后軟件會(huì)自動(dòng)保存任務(wù)單記錄,通過(guò)選定歷史加工參數(shù)可以加載加工記錄信息,完成加工參數(shù)設(shè)定。圖 5 為軟件參數(shù)設(shè)定模塊界面。
3 結(jié)語(yǔ)
( 1) 介紹了采用 Qt 圖形框架與 C++編程語(yǔ)言,在PCU+ NCU 構(gòu)架下對(duì) SINUMERIK 840Dsl 數(shù)控系統(tǒng)進(jìn)行二次開(kāi)發(fā)的一般步驟。
( 2) 在開(kāi)放式數(shù)控系統(tǒng) SINUMERIK 840Dsl 下,對(duì)其 HMI 界面進(jìn)行二次開(kāi)發(fā),嵌入了數(shù)控強(qiáng)力刮齒加工軟件,實(shí)現(xiàn)了參數(shù)化編制刮齒加工數(shù)控程序。軟件人機(jī)界面友好,參數(shù)輸入便捷,操作難度低。縮短了刮齒加工編程時(shí)間,減輕了操作員工作強(qiáng)度,對(duì)于推廣刮齒加工具有積極意義,為進(jìn)一步研究強(qiáng)力刮齒加工提供了條件。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別