控")



基于傳感器的熱誤差補(bǔ)償技術(shù)
2019-9-16 來源:轉(zhuǎn)載 作者:-
為了進(jìn)一步提升數(shù)控機(jī)床的加工精度和一致性,華中數(shù)控計(jì)劃與機(jī)床企業(yè)充分合作,實(shí)施“機(jī)床品質(zhì)提升工程”計(jì)劃,將華中8型智能數(shù)控系統(tǒng)熱誤差補(bǔ)償技術(shù)應(yīng)用于數(shù)控機(jī)床,致力于提高機(jī)床加工效率、加工精度和加工一致性,提升機(jī)床品質(zhì)和市場(chǎng)競(jìng)爭(zhēng)力。
隨著科學(xué)技術(shù)、機(jī)械制造加工業(yè)的迅速發(fā)展,對(duì)數(shù)控機(jī)床的加工精度提出越來越高的要求。提高數(shù)控機(jī)床加工精度有兩種基本方法:誤差防止法和誤差補(bǔ)償法。誤差防止法是指通過提高機(jī)床制造和裝配精度及設(shè)計(jì)精度、機(jī)床零部件的制造精度和安裝精度、優(yōu)化機(jī)床結(jié)構(gòu)、輔助部件等方法來實(shí)現(xiàn)。此方法的特點(diǎn)是成本增加大,實(shí)施起來有局限性。誤差補(bǔ)償法是指使用軟件技術(shù),通過分析、統(tǒng)計(jì)、歸納及掌握原始誤差的特點(diǎn)和規(guī)律,建立誤差數(shù)學(xué)模型,進(jìn)行人為誤差補(bǔ)償,從而減少加工誤差。此方法的特點(diǎn)是:經(jīng)濟(jì)有效,實(shí)現(xiàn)相對(duì)簡(jiǎn)單。
已故的國際著名機(jī)械制造專家、美國密西根大學(xué)教授吳賢銘曾說過:“誤差補(bǔ)償技術(shù)的巧妙之處在于加工出的零件精度可比加工母機(jī)的精度還高。”由此可見,誤差補(bǔ)償技術(shù)的巨大作用。
目前,誤差補(bǔ)償技術(shù)以其強(qiáng)大的技術(shù)生命力迅速被各國學(xué)者、專家所認(rèn)識(shí),并使之得以迅速發(fā)展和推廣,已成為現(xiàn)代精密工程的重要技術(shù)支柱之一。
熱誤差補(bǔ)償技術(shù)有哪幾種?
熱誤差補(bǔ)償技術(shù)主要分為熱誤差斜率補(bǔ)償和熱誤差偏置補(bǔ)償兩種方式:
熱誤差偏置補(bǔ)償又叫與位置無關(guān)的熱誤差補(bǔ)償,是在熱變形部件上安裝溫度傳感器,檢測(cè)傳感器的實(shí)時(shí)溫度,通過查詢補(bǔ)償表中對(duì)應(yīng)溫度的補(bǔ)償值,將目標(biāo)軸的機(jī)床坐標(biāo)系進(jìn)行偏移。用以消除該部件因熱變形導(dǎo)致的軸向熱位移,一般用于非移動(dòng)部件,如主軸、動(dòng)力頭等發(fā)熱量較大且易產(chǎn)生結(jié)構(gòu)變形的部件上。
熱誤差斜率補(bǔ)償又叫與位置相關(guān)的熱誤差補(bǔ)償,在傳動(dòng)部件(絲杠、齒輪齒條)上安裝溫度傳感器,測(cè)量出傳動(dòng)部件極限溫度區(qū)間內(nèi)所有溫度點(diǎn)對(duì)應(yīng)的目標(biāo)點(diǎn)熱變形量,通過統(tǒng)計(jì)和計(jì)算合理安排溫度補(bǔ)償間隔,將計(jì)算出的熱誤差補(bǔ)償數(shù)據(jù)填入補(bǔ)償表中。系統(tǒng)通過檢測(cè)溫度傳感器的實(shí)時(shí)溫度,查詢補(bǔ)償表中對(duì)應(yīng)溫度的補(bǔ)償值,根據(jù)目標(biāo)軸的實(shí)際位置相對(duì)于熱膨脹零點(diǎn)的距離折算出補(bǔ)償量輸出到目標(biāo)軸上。用以消除傳動(dòng)部件當(dāng)前所在位置相對(duì)于熱膨脹零點(diǎn)的熱伸長(zhǎng)量。
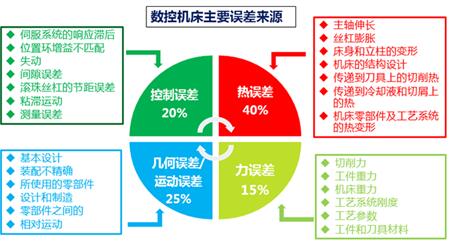
數(shù)控機(jī)床的主要誤差來源有哪些?
數(shù)控機(jī)床產(chǎn)生誤差的來源主要有:幾何誤差/運(yùn)動(dòng)誤差、熱誤差、控制誤差、力誤差等,通過研究發(fā)現(xiàn),所有的誤差來源中熱誤差占比最高,達(dá)到近40%。
數(shù)控機(jī)床熱變形產(chǎn)生的機(jī)理
數(shù)控機(jī)床在加工過程中由于電氣發(fā)熱和運(yùn)轉(zhuǎn)部件的摩擦發(fā)熱引起的局部結(jié)構(gòu)變形,導(dǎo)致機(jī)床執(zhí)行機(jī)構(gòu)產(chǎn)生熱誤差,從而影響機(jī)床的加工精度和使用效率。
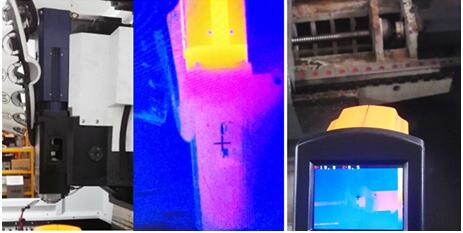
主軸單元紅外熱輻射圖像 進(jìn)給軸絲杠紅外熱輻射圖像

數(shù)控機(jī)床熱變形產(chǎn)生的機(jī)理
數(shù)控機(jī)床熱誤差補(bǔ)償基本原理
在數(shù)控機(jī)床工作過程中,把實(shí)時(shí)采集機(jī)床溫度、位置等信號(hào)采集到數(shù)控系統(tǒng)里面,再通過誤差數(shù)學(xué)模型計(jì)算得出各運(yùn)動(dòng)軸的誤差補(bǔ)償量,數(shù)控系統(tǒng)根據(jù)誤差補(bǔ)償實(shí)時(shí)修正機(jī)床運(yùn)動(dòng)位置,提高機(jī)床加工穩(wěn)定性及加工精度。
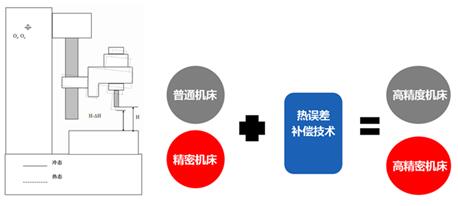
床在冷態(tài)和熱態(tài)的區(qū)別
華中8型熱誤差補(bǔ)償技術(shù)
華中8型數(shù)控系統(tǒng)將熱誤差補(bǔ)償技術(shù)集成于數(shù)控系統(tǒng)內(nèi)部,通過編制相應(yīng)的宜人操作界面,將熱誤差補(bǔ)償技術(shù)較好地應(yīng)用于實(shí)際加工過程之中,減少熱機(jī)時(shí)間,實(shí)現(xiàn)開機(jī)即可加工,提高機(jī)床利用率。
華中8型熱誤差補(bǔ)償技術(shù)支持市場(chǎng)上最常用的Pt100和KTY84兩種型號(hào)的溫度傳感器,實(shí)現(xiàn)實(shí)時(shí)溫度檢測(cè),測(cè)量準(zhǔn)確度達(dá)到±0.5%,溫度測(cè)量范圍達(dá)到-40℃~240℃,系統(tǒng)顯示分辨率為0.1℃,有效的減少了冷熱機(jī)時(shí)間,保證了加工精度的穩(wěn)定性。

熱誤差補(bǔ)償技術(shù)基本原理結(jié)構(gòu)圖
在補(bǔ)償過程中,PLC運(yùn)算得到補(bǔ)償值輸入數(shù)控系統(tǒng)后,對(duì)預(yù)先輸入系統(tǒng)中的數(shù)控加工程序中外部機(jī)械原點(diǎn)按補(bǔ)償值進(jìn)行偏移,從而使誤差獲得補(bǔ)償。當(dāng)機(jī)床開機(jī)即開啟溫度誤差補(bǔ)償線程,溫度實(shí)時(shí)補(bǔ)償每隔2min便讀取一次溫度(可以通過讀數(shù)周期參數(shù)來實(shí)現(xiàn)補(bǔ)償周期的調(diào)整),根據(jù)讀取的溫度值,通過PLC運(yùn)算算出熱誤差值,使外部機(jī)械原點(diǎn)發(fā)生偏移,從而實(shí)現(xiàn)熱誤差的在線實(shí)時(shí)補(bǔ)償。

華中8型系統(tǒng)熱誤差補(bǔ)償界面
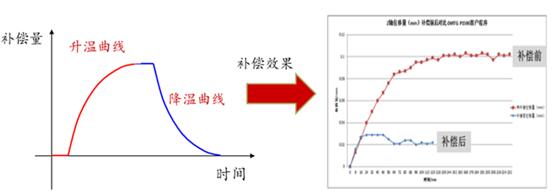
熱機(jī)階段和冷機(jī)階段,絲杠變形曲線不一致,因此對(duì)升溫曲線和降溫曲線采用不同的補(bǔ)償數(shù)據(jù),提高機(jī)床整體補(bǔ)償精度。
實(shí)際應(yīng)用情況
(1)廣東中山市捷程數(shù)控機(jī)床有限公司在運(yùn)用華中8型熱誤差技術(shù)后,實(shí)際加工精度從1.5µm提高到1µm,加工精度提升約30%。

捷程A366精密雙頭走心機(jī)
(2)寶雞CMV850加工中心開啟熱補(bǔ)償技術(shù)后,通過驗(yàn)證,補(bǔ)償后的誤差控制在6µm以內(nèi)。

(3)山東威達(dá)重工有限公司在運(yùn)用華中8型熱誤差技術(shù)后,測(cè)試各項(xiàng)補(bǔ)償結(jié)果重復(fù)定位精度為X:1.5µm,Y:1.5µm,Z:3µm。

(4)湖北毅興機(jī)床有限公司毅興V8加工中心補(bǔ)償結(jié)果:
Z軸升溫補(bǔ)償前:升溫補(bǔ)償前最大誤差371.4µm(絲杠溫度是1.2-23.4℃)。
Z軸升溫補(bǔ)償后:補(bǔ)償后最大誤差45µm(絲杠溫度是1.6-23.4℃)。
(華中數(shù)控股份有限公司)
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別