



考慮切削力干擾的多軸聯動伺服系統仿真分析
2018-10-10 來源:天津大學機械工程學院 作者:張全彪 王國鋒 宋慶月 吳麗蕊 楊星煥
摘要:基于機床伺服系統性能分析需求,建立了 X 軸、Y 軸的伺服控制系統模型。在此模型的基礎上,將四象限插補算法引入到控制系統模型的仿真中,研究了多軸聯動情況下 PID 參數對圓弧插補指令偏差的影響。考慮加工過程中切削力因素的影響,將加工過程中采集的實際力信號添加到多軸聯動仿真模型中。仿真結果表明:實際的切削力因素對控制系統特性的影響顯著,在 PID 參數優化時考慮實時切削力的影響具有一定必要性。
關鍵詞:四象限插補;多軸聯動;切削力;指令偏差
0、引言
近年來,隨著機床伺服系統相關技術的不斷發展,許多學者通過數學建模的方式對伺服進給系統的性能進行分析,從而為伺服系統的調試提供參考。王志剛研究了永磁同步電機理論模型的建模方法,建立了 PMSM 電機系統電流環的仿真模 型,利 用 MATLAB/Simulink 仿 真 階 躍 響應,通過不斷矯正控制器的相關參數,使系統的各項指標達到了很好的效果。孫明佳等針對西門子機床伺服系統,研究各個環節的建模方法,建立了各個環節的精確模型,利用 MATLAB 進行仿真研究,對電流環和速度環進行了頻率響應分析和實測對比,仿真結果和實測結果性能一致。金鳳鳴研究了機床的閉環控制系統,建立了該系統各個環節的動態結構分析圖,通過仿真直線軌跡,分析伺服系統的相關誤差,仿真結果顯示,增大位置環增益可以減小跟隨誤差,但增益過大會造成伺服系統位置響應震蕩,所以,位置環增益必須控制在合理的范圍內。PENG 等基于穩態設計,建立了閉環進給系統的仿真控制模型,利用經驗公式對系統的 PID 參數進行調整,減小了該模型階躍響應的超調量,有效提高了系統響應穩定性。訾斌等基于等效簡化的電路模型,并考慮摩擦非線性環節和彈性振動等干擾因素,建立了交流伺服驅動系統的動態模型。
目前,人們對伺服系統研究的一般做法是,通過對伺服系統進行數學建模,使用仿真的方法分析系統的動態特性。首先,大部分學者一般在單軸的伺服控制系統基礎上進行仿真分析。其次,理想狀態下的伺服系統建模與仿真,和加工狀態下多軸相互耦合作用 的伺服系統 有 較大的差異。針對以上不足,筆者將四象限插補算法與控制模型結合,在多軸聯動的情況下對伺服控制系統的指令偏差進行深入分析。考慮加工過程中的實際切削力的影響,采集實際切削過程中的切削力信號,并將實際切削力添加到仿真模型中,分析切削力對伺服控制系統指令偏差的影響。
1、伺服仿真模型
1.1 伺服系統的組成環節
機床伺服系 統 主 要 由 位 置 環、速 度 環、電 流環、電動機及檢測機構等構成,分為全閉環和半閉環兩種控制方式,本文研究對象為全閉環結構。位置環是為了保證靜態精度和動態的跟蹤性能,速度環可以提高系統響應的快速性,電流環的作用是限制電流的范圍并抑制內部電流干擾,提高快速響應特性,屬于三環中的內環。全閉環的三環控制系統原理如圖1所示。
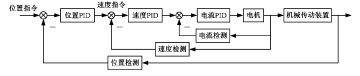
圖1 三環控制的系統原理
1.2 伺服系統的數學建模
實際的數控機床伺服系統,無論是在結構方面,還是在系統的控制方面都是非常復雜的。我們要想對其建立數學模型并進行研究分析,就必須對其進行簡化,忽略不必要的環節,保留主要的環節,將控制系統簡化為交流伺服電機環節、機械傳動環節及伺服控制器環節幾部分,并對每一部分進行數學建模。本文以漢川 XK714D 機床為研究對象,對機床伺服進給系統各個部分參數進行查詢和計算,結合研究對象的特點,在數學模型的基礎上分別建立了 X、Y 兩個進給軸的伺服仿真模型,其中,X 軸仿真模型如圖2所示。
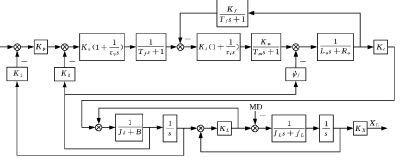
圖2 X 軸伺服仿真模型
2、基于四象限插補程序的伺服系統特性及指令偏差分析
2.1 四象限插補程序與伺服系統聯合模型
插補是數控機床加工工件時,為了使刀具按照一定的軌跡行走,將軌跡離散成一系列數據點的過程,一般有直線插補、圓弧插補和復雜曲線插補。插補性能是衡量數控機床性能的重要指標。本節將對四象限插補與伺服系統的聯合仿真過程進行研究,通過 MATLAB 四象限插補程序獲得X、Y 方向各自的插補軌跡,并將 X、Y 兩個方向的插補軌跡作為伺服進給系統控制模型的輸入指令;通過分析伺服控制系統的仿真輸出軌跡,并將輸出軌跡與輸入指令對比,得到 X 軸、Y 軸多軸聯動情況下伺服系統的指令偏差,進一步地研究控制器 PID 參數對多軸聯動下伺服系統的影響。圖3為基于四象限插補程序的伺服系統仿真流程框圖。
2.2 基于四象限插補程序的多軸聯動軌跡及指令偏差分析
基于四象限插補軌跡進行多軸聯動仿真,將典型的圓弧軌跡作為仿真對象。本節對圓弧插補仿真進行研究,將插補程序的結果作為伺服進給系統控制模型的輸入指令,分析輸出特性及指令偏差情況。運 行 MATLAB 四 象 限 圓 弧 插 補 程序,分別輸入圓弧軌跡起始點坐標(0,0)、終止點坐標(0.5,0.5)、圓弧半徑50mm,圓心靠近原點,順時針插補,插補步長為 0.5mm,得到 X 軸、Y軸的插補位移及圓弧插補軌跡,如圖 4 所示;將X 軸、Y 軸 的 插 補 位 移 作 為 伺 服 運 動 系 統 的 輸入,仿真得到控制系統模型的實際輸出圓弧軌跡,如圖5所示。
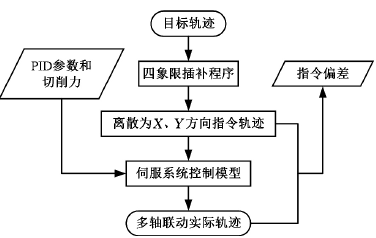
圖3 四象限插補與伺服系統聯合仿真流程框圖
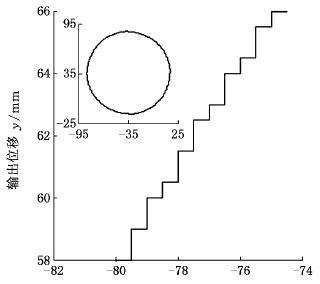
圖4 四象限圓弧插補軌跡及其局部放大圖
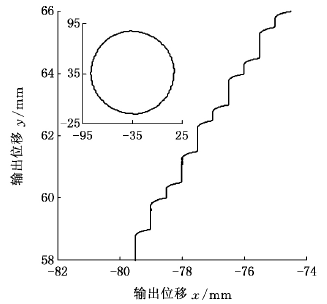
圖5 控制模型輸出圓弧軌跡及其局部放大圖
根據上述圓弧插補數控指令軌跡與控制模型實際輸出軌跡,分析圖4中圓弧插補軌跡及局部放大圖,可以看到,指令軌跡呈現明顯的階梯狀,當插補步數取較大值即插補步長較小時,指令軌跡階梯趨勢變小,直至趨近于圓弧;指令軌跡經過控制系統之后,得到圖5所示的控制模型實際輸出圓弧軌跡及局部放大圖,對比圖4可以發現,控制模型輸出的圓弧軌跡更為平滑,使得指令軌跡產生偏差,分別對比 X 軸、Y 軸指令軌跡與輸出軌跡,得到 X 軸、Y 軸控制系統的指令偏差,如圖6、圖7所示。
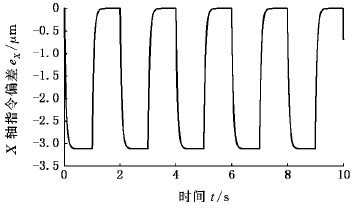
圖6 X 軸控制系統指令偏差
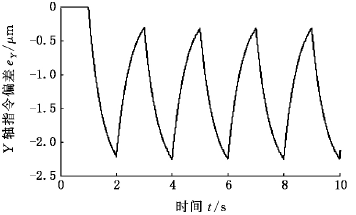
圖7 Y 軸控制系統指令偏差
2.3 控制器增益參數對指令偏差的影響
現以圓弧 插 補 為 例,針 對 X 軸 伺 服 進 給 系統,研究位置環及速度環的增益對伺服進給系統指令偏差的影響,進行起始點為(0,0)、終止點為(10,10)、半徑為60mm、步長為0.5mm 的圓弧仿真。首先,保證速度環增益不變,將位置環增益由6000增加到6050,得到圖8所示的位置環增益調整前后指令偏差的變化曲線。然后,以起始點坐標(0,0)、終止點坐標(10,10)、半徑60mm、步長0.5mm 的圓弧仿真為例,針對Y 軸進給系統,保證位置環增益不變,將速度環比例增益由 240 增加到 260,可以得到速度環比例 增 益 調 整 前 后 的 指 令 偏 差 曲 線,如 圖 9所示。由圖8、圖9可以看出,位置環比例增益和速度環比例增益的變化都會使系統的指令偏差產生變化,從而影響伺服控制系統的輸出軌跡。所以,伺服控制器的 PID 參數需要進一步優化,以減小控制系統的偏差,提高伺服系統的精度。
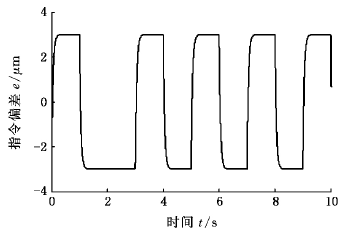
圖8 位置環增益改變前后的指令偏差變化曲線
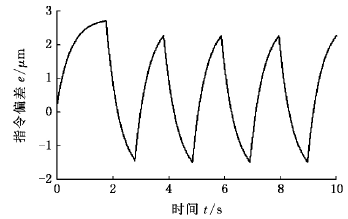
圖9 速度環增益改變前后的指令偏差變化曲線
3、切削力對伺服控制系統響應分析
目前的研究一般僅在理想狀態下對控制參數進行優化分析,或者僅采用切削力仿真信號模擬外界干擾,沒有考慮實際加工狀態下伺服系統與工件的耦合作用對伺服控制系統的影響。切削加工是一個非常復雜的過程,仿真信號與實際切削力信號有較大的差異。為說明切削力對控制系統的真實影響,在機床上進行了4組切削實驗,采集切削過程中的力信號,將實際切削力信號作為外界干擾應用于模型仿真分析,研究切削力對伺服控制系統的影響。
3.1 實驗設計
本文 以 漢 川 XK714D 機 床 為 研 究 對 象,將Kistler 9257A 三向測力儀作為實驗中切削力信號(經 Kistler 5070電荷放大器進行信號處理)的采集 儀 器,采 樣 頻 率 為 1kHz;測 試 工 件 選 用T6061鋁合金,實驗刀具為直柄立銑刀 HSS16。為了獲得不同狀態下的切削力信號,設計了不同加工 參 數 下 的 4 組 實 驗 (主 軸 轉 速 n 均 為1500r/min,切削深度ap均為20mm),不同切削寬度和不同每齒進給量情況下的實驗切削參數如表1所示

表1 實驗切削參數
3.2 切削力對伺服控制系統的影響
機床伺服進給系統在切削加工的過程中始終受切削力的作用,為了更為真實地研究分析伺服進給系統,以 X 軸伺服進給系統為例,將實驗獲得的切削力加到仿真模型,分析切削力對伺服系統的階躍響應輸出,仿真結果如圖10所示.
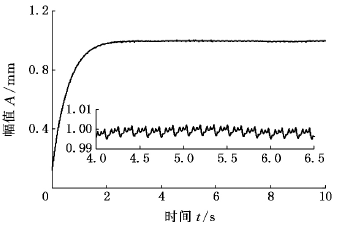
圖10 切削力干擾下的伺服系統階躍響應
通過分析圖10中切削力干擾下的伺服系統階躍響應輸出曲線,可以明顯看出,系統達到穩態時,輸出曲線仍然存在微小的波動,說明切削力對伺服系統的輸出精度會產生一定影響,使多軸聯動情況下的圓弧插補過程產生指令偏差。
3.3 切削力對多軸聯動伺服系統的插補精度分析以起始點
(0,0)、終止點(10,10)、半徑80mm、步長0.5mm 的圓弧仿真為例,研究切削力對多軸聯動伺服系統插補精度的影響。針對 X 軸、Y軸的控制模型,分別加入實驗采集的切削力信號,經過模型的仿真計算,可以得到圖11、圖12所示的偏差曲線和圖13所示的位置變化曲線。
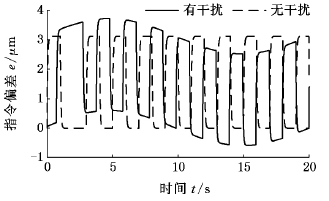
圖11 有無切削力干擾的 X 軸偏差對比曲線
對比圖11、圖12中的偏差曲線可知,在有無切削力的情況下,數控系統位置指令偏差的幅值和波形都是不同的,并且指令偏差是時變的;由圖13可以看到,在有無切削力的情況下,數控系統位置輸出也是不同的。總的來說,切削力的干擾對控制系統的指令偏差是不容忽視的。因此,在考慮切削力因素情況下,對機床控制器的增益參數進行優化更符合實際并且也是十分必要的,這也是進一步深入研究的方向。
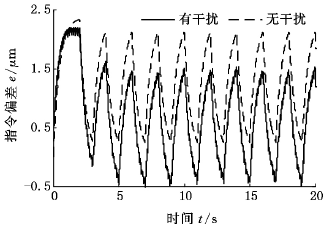
圖12 有無切削力干擾的Y 軸偏差對比曲線
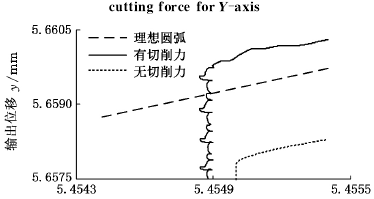
圖13 有無切削力影響的位置變化曲線
4、結論
(1)以漢川 XK714D 機床伺服進給系統為研究對象,建立了該機床X、Y 兩個方向伺服進給系統的仿真模型。
(2)在伺服系統仿真基礎上,將四象限插補算法引入到控制系統模型中,實現了多軸聯動圓弧插補仿真,并研究了 PID 參數對伺服系統圓弧插補指令偏差的影響。
(3)通過實驗獲得了真實的切削力信號,并將切削力信號加到伺服系統階躍響應仿真與圓弧插補仿真中,結果表明切削力對伺服系統的指令偏差影響顯著,在伺服系統參數優化過程考慮切削力影響具有一定必要性。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

