控")



您現(xiàn)在的位置:數(shù)控系統(tǒng)網(wǎng)>
技術(shù)前沿>數(shù)控車削凸輪時(shí)刀具實(shí)時(shí)擺動(dòng)角度控制的宏程序應(yīng)用研究
數(shù)控車削凸輪時(shí)刀具實(shí)時(shí)擺動(dòng)角度控制的宏程序應(yīng)用研究
2018-9-20 來(lái)源:湖南汽車工程職業(yè)學(xué)院 機(jī)電工程系 作者:洪美琴
摘 要:車削凸輪時(shí)刀具工作角度要保持恒定不變,為此刀具在車削過(guò)程中需要繞回轉(zhuǎn)中心擺動(dòng)一定的角度。文中根據(jù)刀具擺動(dòng)轉(zhuǎn)角的計(jì)算公式,利用數(shù)控宏程序及數(shù)控系統(tǒng)變量實(shí)現(xiàn)刀具擺動(dòng)角度的實(shí)時(shí)計(jì)算,并利用旋轉(zhuǎn)軸指令 A #1 作為控制信號(hào)來(lái)實(shí)時(shí)控制伺服電機(jī)的轉(zhuǎn)動(dòng),以實(shí)現(xiàn)刀具工作角度恒定不變的目的。
關(guān)鍵詞:擺動(dòng)角度;變量;系統(tǒng)變量;宏程序
0、引 言
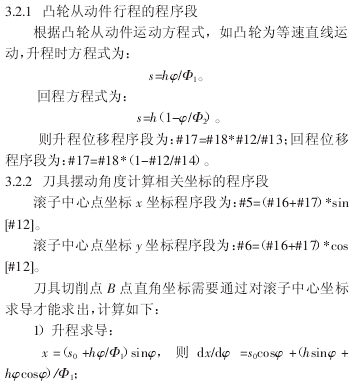
車削凸輪時(shí),刀具根據(jù)凸輪輪廓的變化作高速往復(fù)移動(dòng)的同時(shí)還要擺動(dòng)一定的角度以修正補(bǔ)償?shù)毒吖ぷ鹘嵌茸兓管囅鬟^(guò)程中刀具的工作角度保持恒定值,如圖1 所示。切削過(guò)程中凸輪隨主軸轉(zhuǎn)動(dòng),刀具往復(fù)移動(dòng)的同時(shí)繞回轉(zhuǎn)中心擺動(dòng) α 角,在切削凸輪輪廓曲線的不同部位時(shí),車刀切削點(diǎn)的法線始終通過(guò)刀具的回轉(zhuǎn)中心,確保車刀刀尖的切削點(diǎn)與刀具回轉(zhuǎn)中心的連線在切削點(diǎn)的法線 n-n上,因而使車削過(guò)程中刀具工作角度恒定不變,使凸輪始終在合理狀態(tài)下切削。由車削時(shí)刀具與凸輪的幾何位置關(guān)系可以得出,刀具相對(duì)于被加工凸輪的運(yùn)動(dòng)軌跡相當(dāng)于滾子對(duì)心從動(dòng)件平面凸輪機(jī)構(gòu)運(yùn)動(dòng)狀態(tài),如圖 2 所示。
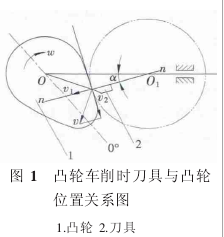
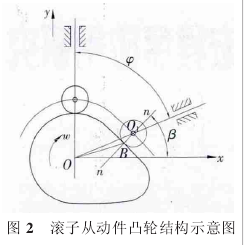
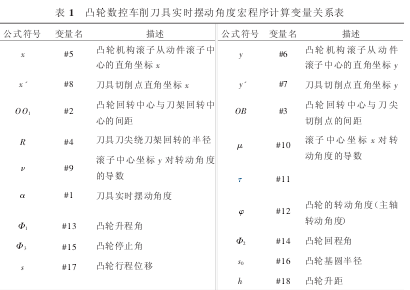
圖 2 中凸輪的滾子中心可假設(shè)成刀具回轉(zhuǎn)中心,刀具回轉(zhuǎn)中心點(diǎn)即為滾子對(duì)心從動(dòng)件的理論廓線上一點(diǎn),B 點(diǎn)為滾子與凸輪的切點(diǎn),為凸輪實(shí)際廓線上的一點(diǎn),也即刀具的切削點(diǎn),刀具的回轉(zhuǎn)半徑相當(dāng)于滾子半徑。圖 2 中 O 為凸輪的回轉(zhuǎn)中心,∠OO1B 為凸輪的瞬時(shí)壓力角。經(jīng)圖 1 與圖 2 比較,凸輪的瞬時(shí)壓力角與刀具擺動(dòng)補(bǔ)償角度值相等,即與刀具實(shí)時(shí)擺動(dòng)角度 α 相等。車削時(shí)根據(jù)凸輪輪廓實(shí)時(shí)計(jì)算切削點(diǎn)的刀具擺動(dòng)角度值,此值作為控制信號(hào)控制伺服電機(jī)轉(zhuǎn)動(dòng)對(duì)應(yīng)的角度,從而控制刀具的轉(zhuǎn)角以達(dá)到車削時(shí)刀具保持恒定前、后角的目的。
1 、刀具實(shí)時(shí)擺動(dòng)角度的計(jì)算分析
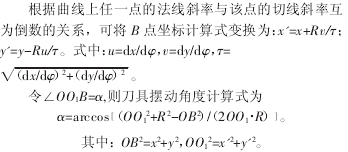
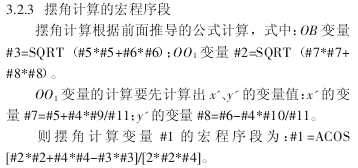
車削凸輪時(shí)刀具工作角度保持不變,其刀尖繞回轉(zhuǎn)中心回轉(zhuǎn)而擺動(dòng)相應(yīng)的角度。刀具擺動(dòng)的角度相當(dāng)于凸輪的瞬時(shí)壓力角,與∠OO1B 相等,因此可根據(jù)圖 2 來(lái)計(jì)算。圖 2 中滾子中心 O1點(diǎn)的坐標(biāo)計(jì)算式為 :x=(s0+s)·sinφ;y=(s0+s)cosφ 。式中:x、y 為滾子中心點(diǎn)坐標(biāo);s0為凸輪的基圓半徑;s 為凸輪的行程距離;φ 為凸輪的轉(zhuǎn)角。B 點(diǎn)直角坐標(biāo)計(jì)算式為:x'=x-rccosβ;y'=y -rcsinβ。 式中:x'、y'為 B 點(diǎn)的坐標(biāo);rc為滾子半徑,相當(dāng)于刀具切削點(diǎn)到回轉(zhuǎn)中心的距離 R;β 為法線 n-n 與水平線的夾角。
2 、刀具擺動(dòng)角度實(shí)時(shí)計(jì)算的數(shù)控系統(tǒng)變量選擇
從刀具擺動(dòng)角度計(jì)算式推導(dǎo)過(guò)程可知實(shí)時(shí)擺動(dòng)角度值 α 與凸輪的轉(zhuǎn)角即主軸的轉(zhuǎn)角 φ 成函數(shù)關(guān)系,所以需要獲得主軸的實(shí)時(shí)轉(zhuǎn)角來(lái)計(jì)算刀具的擺動(dòng)角度值,為此選用數(shù)控系統(tǒng)的系統(tǒng)變量來(lái)實(shí)時(shí)獲得主軸轉(zhuǎn)角信息,通過(guò)宏程序來(lái)實(shí)現(xiàn)實(shí)時(shí)計(jì)算。數(shù)控系統(tǒng)變量能夠獲取包含在機(jī)床處理器或 NC內(nèi)存中的只讀或讀/寫(xiě)信息,包括與機(jī)床處理器有關(guān)的交換參數(shù)、機(jī)床狀態(tài)參數(shù)、加工參數(shù)等系統(tǒng)信息。實(shí)現(xiàn)凸輪的數(shù)控車削加工,通過(guò)宏程序利用數(shù)控系統(tǒng)旋轉(zhuǎn)軸功能來(lái)控制伺服電機(jī)轉(zhuǎn)動(dòng)來(lái)控制刀具的擺動(dòng)角度,同時(shí)加工中要實(shí)時(shí)讀取主軸位置信息,需要選用帶三軸、四軸功能的數(shù)控系統(tǒng)的數(shù)控車床。由于選用的機(jī)床具有伺服電機(jī)主軸功能,因而可以利用主軸位置信息 數(shù) 控 系 統(tǒng) 變 量 直 接 讀 取 主 軸 位 置 信 息 。 如FANUC0i -TD 數(shù)控系統(tǒng),根據(jù) FANUC 0i -D 系統(tǒng)變量的設(shè)定,位置信息中當(dāng)前指令位置機(jī)床坐標(biāo)系下的系統(tǒng)變量為 #5021~#5025,#5021、#5022 對(duì)應(yīng)第一軸、第二軸,即 2 個(gè)基本軸 X、Z 軸系統(tǒng)變量,#5023 則對(duì)應(yīng)為主軸當(dāng)前位置的系統(tǒng)變量,應(yīng)用 #5203 變量就能直接得到凸輪的實(shí)時(shí)轉(zhuǎn)角 φ 值。
3 、宏程序編程分析
刀具擺動(dòng)角度計(jì)算除與凸輪的轉(zhuǎn)角 φ有函數(shù)關(guān)系外,還與凸輪行程s有函數(shù)關(guān)系,而凸輪的行程也與凸輪的轉(zhuǎn)角有函數(shù)關(guān)系。因此根據(jù)上述公式計(jì)算刀具擺動(dòng)角度值時(shí),首先要根據(jù)凸輪從動(dòng)件運(yùn)動(dòng)規(guī)律方程式來(lái)計(jì)算 s值。對(duì)于不同的凸輪輪廓只要改變從動(dòng)件運(yùn)動(dòng)方程式,運(yùn)用基本相同的宏程序即可實(shí)現(xiàn)刀具實(shí)時(shí)擺動(dòng)角度的計(jì)算和擺角指令控制信號(hào)的輸出。
3.1 刀具實(shí)時(shí)擺動(dòng)角度宏程序編程的變量定義
宏程序的相關(guān)變量的確定是依據(jù)計(jì)算刀具擺動(dòng)角度的公式來(lái)定義,如刀具的擺動(dòng)角度、凸輪回轉(zhuǎn)角度即主軸轉(zhuǎn)動(dòng)角度、凸輪從動(dòng)件行程等,具體變量參數(shù)如表 1 所示。
3.2 宏程序程序段設(shè)計(jì)
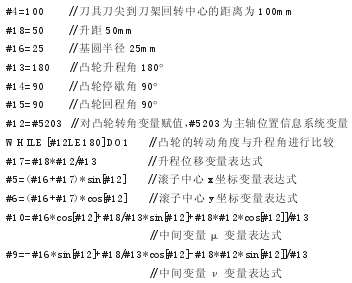
刀具擺動(dòng)角度計(jì)算與凸輪的轉(zhuǎn)角即主軸的轉(zhuǎn)角有關(guān),凸輪轉(zhuǎn)角 φ 的變量 #12 由主軸位置信息系統(tǒng)變量#5023 來(lái)定義,即 #12=#5023。

4、 刀具擺動(dòng)角度的宏程序設(shè)計(jì)
計(jì)算刀具擺動(dòng)角度的宏程序計(jì)算的變量可以分為已知量,如凸輪運(yùn)動(dòng)方程中升距、停止角、升程角、降程角及基圓半徑,車削刀具刀尖到刀架回轉(zhuǎn)中心的距離。對(duì)這些變量直接賦值。以一個(gè)實(shí)際凸輪為例來(lái)編寫(xiě)宏程序。該凸輪順時(shí)針轉(zhuǎn)過(guò) 180°時(shí),從動(dòng)件上升 50mm;當(dāng)凸輪接著轉(zhuǎn)過(guò) 90°時(shí),從動(dòng)件停歇不動(dòng);當(dāng)凸輪轉(zhuǎn)過(guò)剩余 90°時(shí),從動(dòng)件返回原處。O1328(子程序)
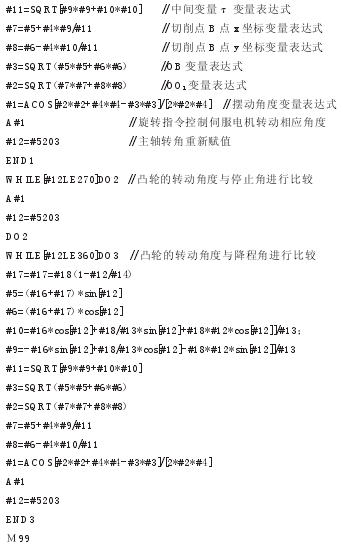
程序段中 A 為第四軸地址字,A#1 指令控制伺服電機(jī)轉(zhuǎn)動(dòng)對(duì)應(yīng)的角度,以實(shí)時(shí)控制刀具的工作角度,使其保持恒定值。
5 、結(jié) 論
刀具工作角度要保持恒定值是數(shù)控車削凸輪時(shí)要解決的一個(gè)關(guān)鍵問(wèn)題,車削時(shí)刀具要繞刀架回轉(zhuǎn)中心擺動(dòng)一定的角度,擺動(dòng)值要隨凸輪輪廓變化實(shí)時(shí)計(jì)算出來(lái)。選用高端數(shù)控系統(tǒng)如 FANUC 0i-D 的數(shù)控機(jī)床,利用數(shù)控系統(tǒng)主軸位置信息系統(tǒng)變量實(shí)時(shí)讀取主軸的轉(zhuǎn)角,通過(guò)宏程序?qū)崿F(xiàn)刀具擺動(dòng)角度的實(shí)時(shí)計(jì)算,同時(shí)旋轉(zhuǎn)軸指令作為控制信號(hào)控制伺服電機(jī)轉(zhuǎn)動(dòng),不僅解決了實(shí)時(shí)計(jì)算并能實(shí)時(shí)輸出旋轉(zhuǎn)角度指令 A#1的難題,還能實(shí)現(xiàn)不同的凸輪輪廓只要改變凸輪運(yùn)動(dòng)條件參數(shù)賦值均可采用宏程序進(jìn)行實(shí)時(shí)計(jì)算輸出控制指令 A#1,以實(shí)時(shí)控制刀具擺動(dòng)的角度,適應(yīng)性強(qiáng),應(yīng)用范圍廣.
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別