控")



【摘 要】 坐標(biāo)系有機(jī)床坐標(biāo)系與工件坐標(biāo)系,形狀復(fù)雜的零件還可以一個(gè)工件坐標(biāo)系里再設(shè)子坐標(biāo)系,G52局部坐標(biāo)系指令的使用能大大簡(jiǎn)化程序,減少存儲(chǔ)容量。
【關(guān)鍵詞】 工件坐標(biāo)系;局部坐標(biāo)系
1 、前言
數(shù)控加工中有時(shí)會(huì)遇上形狀比較復(fù)雜的零件,我們往往就會(huì)在一個(gè)工件坐標(biāo)系里再設(shè)定局部坐標(biāo)系,可以大大簡(jiǎn)化我們的編程。歷屆畢業(yè)生到玉柴工作,反饋回來(lái)廠里生產(chǎn)的多個(gè)零件使用到局部坐標(biāo)系指令G52。而以前的教學(xué)中對(duì)G52的講解比較簡(jiǎn)單,這篇文希望能給正在學(xué)習(xí)數(shù)控銑、加工中心編程的人們以幫助。
2 、工件坐標(biāo)系指令及其設(shè)定
使用數(shù)控機(jī)床加工零件,會(huì)涉及到兩個(gè)坐標(biāo)系,一個(gè)是機(jī)床坐標(biāo)系,機(jī)器出廠時(shí)自帶的,不容隨意更改;另一個(gè)是工件坐標(biāo)系,是編程人員根據(jù)零件樣圖及加工工藝等在零件上建立的,是編程時(shí)的坐標(biāo)計(jì)算依據(jù),是為操作人員服務(wù)的,用G54~G59六個(gè)指令表示。操作人員通過(guò)“對(duì)刀”方式確定工件坐標(biāo)系的原點(diǎn)在機(jī)床坐標(biāo)系上的位置,數(shù)控機(jī)床在加工時(shí)就會(huì)通過(guò)計(jì)算自動(dòng)將點(diǎn)在工件坐標(biāo)系中的值,轉(zhuǎn)化為點(diǎn)在機(jī)床坐標(biāo)系中的值,數(shù)控裝置就可控制刀具的運(yùn)動(dòng)軌跡了,從而保證加工的準(zhǔn)確性。在系統(tǒng)中,我們可以設(shè)定6個(gè)工件坐標(biāo)系。在加工比較復(fù)雜的零件時(shí),為了方便編程,我們可以利用G54~G59指令對(duì)不同的加工部位設(shè)定不同的工件坐標(biāo),即一個(gè)大的工件坐標(biāo)系里分出一個(gè)或多個(gè)子坐標(biāo)系,比如選擇了以G54作為大的工件坐標(biāo)系,那么 G55、G56、G57、G58、G59 都可以是子坐標(biāo)系。
機(jī)床操作員通過(guò)對(duì)刀選擇了第一個(gè)工件坐標(biāo)系(G54),隨后設(shè)定的工件坐標(biāo)系則不需要對(duì)刀,直接計(jì)算與第一工件坐標(biāo)系原點(diǎn)的偏移值,通過(guò) MDI 方式輸入到參數(shù)寄存器相應(yīng)的位置里就可以了。而使用局部坐標(biāo)系 G52 指令就免去了計(jì)算坐標(biāo)與輸坐標(biāo)這一步,只要在程序中加上兩段程序就實(shí)現(xiàn)新的工件坐標(biāo)系的設(shè)立,方便多了。
3 、局部坐標(biāo)系G52的設(shè)定
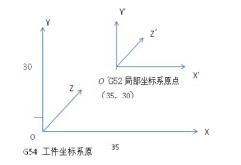
編程格式:G52 X__ Y__設(shè)定局部坐標(biāo)系。X__ Y__是局部坐標(biāo)系原點(diǎn)在工件坐標(biāo)系中的坐標(biāo)值,必須是G90絕對(duì)值,G91不可取。是G52后面的程序的X0 Y0 點(diǎn),即新坐標(biāo)系原點(diǎn),此后面的G90絕對(duì)值中的坐標(biāo)指令向局部坐標(biāo)G52 X0 Y0 Z0 取消局部坐標(biāo)系用下圖說(shuō)明G52與G54的關(guān)系:O´在G54X35Y30處
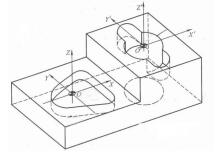
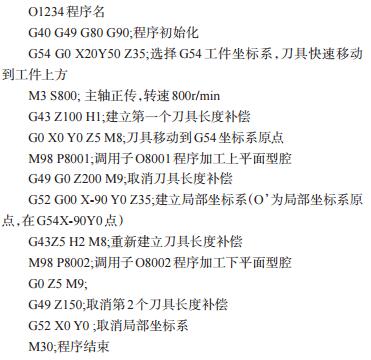
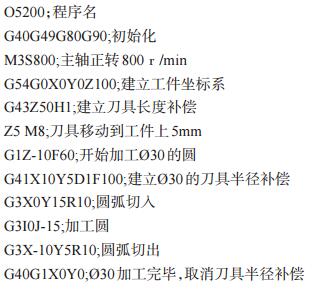
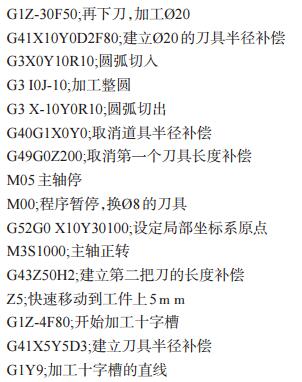
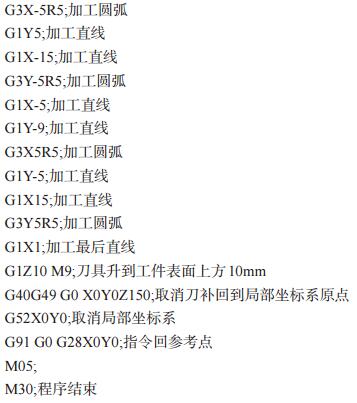
(1)程序舉例,用一把刀加工下圖零件上、下兩個(gè)水平面中的型腔,程序如下:
(2)G52局部坐標(biāo)系其實(shí)就是工件坐標(biāo)系往X Y 軸平移,并不改變工件坐標(biāo)系(G54~G59)的原點(diǎn)位置。G52 是非模態(tài)指令,斷電后無(wú)記憶,手動(dòng)回參考點(diǎn)或者指令回參考點(diǎn),局部坐標(biāo)系偏置都會(huì)被清除。如果重復(fù)執(zhí)行程序,會(huì)造成工件坐標(biāo)系發(fā)生偏移的情況,所以,在程序結(jié)束后,返回參考點(diǎn),或者在程序開(kāi)頭或結(jié)尾加上指令回參考點(diǎn)的程序段。
下面再舉一個(gè)例子(只加工中間的圓和十字)04年廣西數(shù)控大賽試題之一:
圓孔的直徑分別為Ø20通孔,Ø30深10mm;
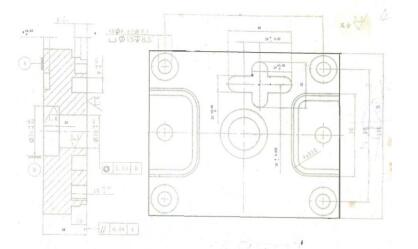
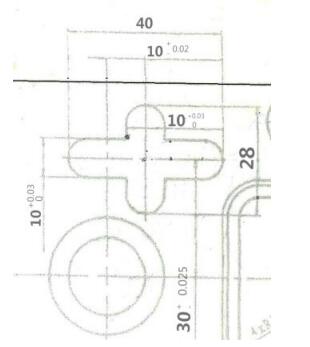
用Ø12鍵槽銑刀加工圓,Ø8鍵槽銑刀加工十字,工件坐標(biāo)系G54原點(diǎn)在同心圓圓心上(0,0)
上面的例子,我沒(méi)有使用子程序。如果不建立局部坐標(biāo)系,十字槽的節(jié)點(diǎn)計(jì)算有點(diǎn)復(fù)雜,利用局部坐標(biāo)系就簡(jiǎn)化了。但是有一點(diǎn)須注意,G52 的設(shè)定只能相對(duì)所選擇的工件坐標(biāo)系,不能在自身的基礎(chǔ)上再進(jìn)行疊加。
4 、小結(jié)
其實(shí)局部坐標(biāo)系并不是普遍運(yùn)用,但是在某些特定生產(chǎn)加工中,對(duì)于形狀復(fù)雜的零件,運(yùn)用局部坐標(biāo)系編程,能大大減少坐標(biāo)節(jié)點(diǎn)的運(yùn)算量,簡(jiǎn)化程序,縮小容量。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年6月 新能源汽車(chē)銷(xiāo)量情況
- 2025年6月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車(chē)銷(xiāo)量情況
- 2025年5月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車(chē)銷(xiāo)量情況
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷(xiāo),害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車(chē)床加工刀具補(bǔ)償功能
- 車(chē)床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別