



倒扣類零件數控加工
2017-1-20 來源:中航飛機股份有限公司 作者:郭輝,岳林峰,許鋒國。馬艷萍
摘要:倒扣類零件持有0,0負角型面是生產中的加工難點。合理編排工藝流程,正確使用uG數控編程,大部分倒扣類零件元全可以借助3軸機床順利完成。根據生產中遇到的倒扣類零件結構特點,結合UG CAM加工策略,分別給出面銑、平面銑、型腔銑、曲面銑、流線加工實現倒扣類零件加工的參數設置,詳細講解了曲面銑數控編程的過程。并對部分后處理無法生成T型刀(或錐形刀)NC代碼進行了原因分析,并給出編輯pui文件或采用騙刀法生成后處理的方法,這些編程技巧、設置方法為倒扣類零件的數控加工提供了一套解決方案。
關鍵詞:倒扣:T型刀。數控編程
0.引言
航空鈑金占飛機零部件50%以上,構成機體框架和氣動外型,形狀復雜,選材各異。大部分零件存在C型空間、腔體結構,形成一處或多次負角型面,而導致傳統刀具無法直接到達。三軸機床通常也無法直接進行型面負角加工,需借助一些成型刀具,如:糖果刀、槽銑刀、錐形刀等刀具,對此類型面進行銑削加工。而此類負角型面,也就是人們13中常稱之倒扣。具有倒扣特點的零件,顧名思義就是倒扣類零件,此類零件一直也是生產中的加工難題。各類CAM軟件也紛紛為之出謀劃策,陸續提供了一些良好的加工策略,在面銑模板中增加了直壁倒扣類加工選項,便于編程選用。
1.倒扣類零件CAM編程
倒扣類零件3軸加工,刀具多選用T型銑刀或錐形刀,此類刀具回轉運動時,側刃切削速度大,加工表面質量好,可有效解決端面精銑加工時刀具中心線速度為零的問題,還便于解決大多數負角型面倒扣類零件加工。其中UG CAM中部分操作,合理設置參數,可用于解決倒扣類零件,主要涉及的操作有:
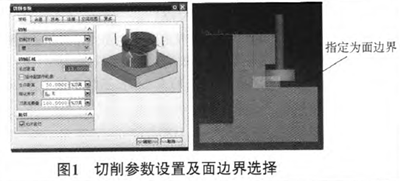
1.1面銑加i
對于直壁C型槽倒扣問題,可通過面銑操作一“切削參數”合理設置而解決,大體可分為:1)定義T型刀或夾持器;2)在面銑中指定部件、面邊界,其中面邊界為倒扣底面;3)打開“切削參數”對話框策略頁面中的防止底切,加工時刀具將伸到底切區域;4)設置其他參數,刀軌生成。
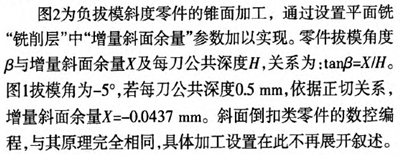
1.2平面銑加工
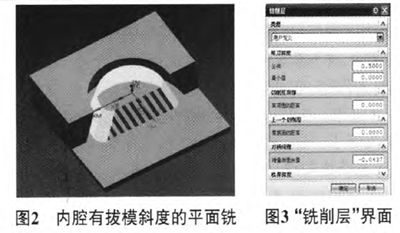
對于規則負角型面,如矩形溝槽倒扣、含有固定拔模斜度的錐面(圖2)、斜面等零件,可通過設置切削層參數,實現錐形刀加工。
1.3型腔銑
“允許底切”是型腔銑實現倒扣加工的主要手段。正常情況下,UG軟件型腔銑“允許底切”放置于“切削參數”的“更多”選項下,“容錯加工”去掉打鉤才會出現的,當“允許底切”打鉤之后系統會彈出警告對話框。但由于軟件定值等問題,部分型腔銑“切削參數”中并未將“容錯加工”設置選項放置于其中,需手動在“定制對話框”中添加“容錯加工”選項,勾選“允許底切”。同時,在毛坯幾何體選擇“自動塊”(高版本叫“包容塊”)時,會彈出“小平面體只能用于公差加工”警告對話框,刀軌無法生成,重新創建實體模型做毛坯或在“切削參數”采用“修剪邊界”確定加工區域方可解決此問題。
其他參數設置按慣例,簡單倒扣類問題均可解決。
1.4曲面加工
復雜倒扣類零件的加工,首推曲面銑與流線加工,雖然參數設置略為復雜,但刀路流暢、進退刀少,適用范圍廣。
1.4.1曲面銑
1)創建T型刀(或錐形刀)。2)指定部件及毛坯。打開可變輪廓銑界面,“指定部件”一般情況下建議不選取,或是在選取部件后產生異常刀軌時,取消“指定部件”選擇項。3)“驅動方法”一“曲面”,選取側壁曲面。選取多個曲面時,相鄰曲面u、V柵格線需對等;“切削區域”,“刀具位置”默認;“切削方向”選擇沿最長邊方向;“材料方向”選箭頭朝基體外的方向,“偏置”,“切削模式”默認或根據情況調整。4)“投影矢量”、“刀軸”控制默認。曲面銑生產的刀路整潔,加工的零件表面質量高,是端面凸輪、扭簧類零件加工的首選方案陽,同時,也是曲面半精、精加工首選策略。

1.4.2流線加工
流線加工類似于曲面加工,不同之處在于流線加工需指明流曲線和“交叉曲線”,其余設置環節均可參考曲面銑。
2.后處理
倒扣類零件數控編程中,主要遇到的問題有:程序完成后,部分后處理無法生成T型刀(或錐形刀)對應的NC代碼。目前,解決此類問題最常用的方法:通過后處理編輯器編輯pui文件或是采用騙刀法生成后處理。大多后處理含描述刀具信息的程序代碼,當程序編譯過程中未能讀取到刀具直徑、刃長等相關信息時,系統會彈出錯誤提示,強行終止后處理進程。因此,最簡單的方法是刪除讀取刀具信息相關的代碼。運行后處理構造器,打開后處理pui文件一“program&tool path”一“program”或“custom command”,查找對應程序段板塊,直接刪除即可。對于精通后處理編輯語言的人員,可在后處理pui文件中添加switch選擇語句,完善后處理,支持讀取T型刀(或錐形刀)的相關功能。
騙刀法,主要針對刀具單向側刃切削(即一側R刃切削或一側R刃與相連圓柱面同時切削)。通俗的講,就是用等直徑端銑刀代替T型刀,保留相同根部倒角尺,在不考慮刀具與零件干涉情況下,直接后處理生成NC代碼的方法。因此,騙刀與T型刀(或錐形刀)必須具有良好一致性。需注意的是:騙刀非單向側刃切削時,生成的NC代碼會產生過切現象,甚至更為嚴重的惡性后果,因此騙刀法使用前必須判定是否非單向側刃切削。單向側刃切削判斷可通過UG 2D刀軌仿真,觀察刀具與刀軌貼合情況。當然,最精確有效的方法莫過于通過VERICUT仿真驗證。
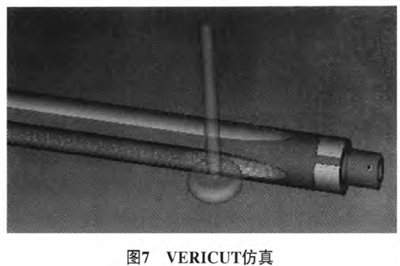
3. VERICUT仿真驗證
VERICUT仿真可準確檢測零件過切、殘留量,判斷程序的正確與否。通過仿真驗證后的數控程序,能減少故障發生率,降低試加工零件的調試風險,消除潛在的碰撞錯誤,有力地保護刀具與夾具、機床等。因此,選用騙刀法VERICUT:進行仿真。依次設置好VERICUT“選項”配置,選擇部件及毛坯,機床、后處理控制器、加工坐標等,進行仿真分析,圖7為起落架油針部件側面油槽某一時刻切削情況。待仿真完成后,利用軟件“自動比較”功能,分析零件過切、殘留不超過0.05 mm,可見程序正確有效。
4.結論
倒扣類零件特有的負角型面是加工難點。實際生產中,合理編排工藝流程,正確使用UG數控編程,大部分倒扣類零件完全可以借助3軸機床順利完成。文中分別講解了面銑、平面銑、型腔銑、曲面銑、流線加工,實現倒扣加工的參數設置方法。對數控編程中,T型刀(或錐形刀)后處理無法進行做了詳細分析,并給出了相應解決方案,這些編程技巧、設置方法為倒扣類零件的數控加工提供了一套解決方案。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

