控")



數(shù)控系統(tǒng)跟隨軸在數(shù)控立式車床雙層刀架改造上的應(yīng)用
2016-8-17 來源:湖南鐵道職業(yè)技術(shù)學(xué)院車機(jī)學(xué)院 作者:范芳洪
摘要:為了解決數(shù)控機(jī)床改造中充分利用系統(tǒng)功能和節(jié)省改造成本的問題,通過分析立式數(shù)控車床系統(tǒng)硬件配置,提出用數(shù)控系統(tǒng)跟隨軸控制來改造雙層刀架。采用NC和PLC相結(jié)合的方法控制換刀,設(shè)計(jì)了換刀子程序和換刀PLC程序。對(duì)刀架進(jìn)行調(diào)試,運(yùn)行結(jié)果表明:改造后該機(jī)床換刀可靠、精度高、故障率低,達(dá)到了伺服刀架的控制要求,并且充分地利用了數(shù)控系統(tǒng)資源,減少硬件配置,節(jié)省了改造成本。
關(guān)鍵詞:雙層刀架;跟隨軸;分度控制
數(shù)控系統(tǒng)的跟隨軸是不需要伺服驅(qū)動(dòng)器、伺服電機(jī)等硬件設(shè)施,但可編程控制坐標(biāo),可以在顯示器上顯示其位置的虛擬伺服軸,在數(shù)控機(jī)床上有些控制場(chǎng)所可代替伺服軸,并能和伺服軸達(dá)到同樣的控制效果,而且跟隨軸控制減少了硬件配置,節(jié)約成本。
作者單位有一臺(tái)20世紀(jì)90年代從美國(guó)進(jìn)口的Tv.44數(shù)控立式車床,由x、z兩進(jìn)給軸和主軸組成,配有伺服驅(qū)動(dòng)的雙層塔式刀架。刀架的夾緊和松開由液壓驅(qū)動(dòng)來實(shí)現(xiàn)。由于使用年限較長(zhǎng)和電氣元件老化,電氣故障率高,機(jī)床不能正常工作。該機(jī)床的剛性和機(jī)械精度較好,出于投入成本的考慮,對(duì)機(jī)床進(jìn)行電氣化改造,數(shù)控系統(tǒng)選用西門子840D系統(tǒng)?,配1個(gè)主軸伺服驅(qū)動(dòng)器和1個(gè)雙軸進(jìn)給驅(qū)動(dòng)器,如果刀架控制還采用伺服控制,必須要增加1個(gè)單軸的伺服放大器和1個(gè)伺服電機(jī),勢(shì)必增加了改造成本。如果用液壓馬達(dá)驅(qū)動(dòng)刀架旋轉(zhuǎn),把刀架設(shè)為數(shù)控系統(tǒng)的跟隨軸,不僅能達(dá)到伺服刀架的控制要求還減少伺服硬件,節(jié)約了機(jī)床改造成本。文中通過實(shí)例介紹數(shù)控系統(tǒng)跟隨軸在數(shù)控立式車床7rv—44雙層刀架改造上的應(yīng)用。
1、改造后機(jī)床的配置及換刀分析
改造后的rIv.44數(shù)控立式車床配備西門子840D數(shù)控系統(tǒng),x軸全閉環(huán)控制。x軸伺服電機(jī)編碼器和線性光柵尺分別接到611D驅(qū)動(dòng)器的X411接口和X421接I:1上,Z軸半閉環(huán)控制,Z軸伺服電機(jī)編碼器接到驅(qū)動(dòng)器的X412接口上【2]。如圖1所示。原伺服電機(jī)驅(qū)動(dòng)的雙層塔式刀架改成油液壓馬達(dá)驅(qū)動(dòng).上層刀架6把刀具,刀具的分度角度為600,下層刀架8把刀具,刀具的分度角度為450,上下兩層的第一把刀具在同一個(gè)位置,如圖2所示。刀架的松開和夾緊由夾緊液壓缸實(shí)現(xiàn).改造前伺服電機(jī)正反兩個(gè)方向驅(qū)動(dòng)刀架轉(zhuǎn)位,實(shí)現(xiàn)就近換刀,刀架的粗定位由伺服電機(jī)的脈沖編碼器來實(shí)現(xiàn),精準(zhǔn)定位是依靠刀架內(nèi)部端面齒盤的鼠牙齒,當(dāng)兩端面齒完全嚙合時(shí),刀架鎖緊檢測(cè)開關(guān)發(fā)出信號(hào),完成換刀。原伺服刀架通過設(shè)置合理的加減速時(shí)間,使刀架快速旋轉(zhuǎn)找刀,達(dá)到目標(biāo)刀位前減速。實(shí)現(xiàn)了刀架的準(zhǔn)確定位。原伺服電機(jī)的脈沖編碼器是絕對(duì)式的,能記住斷電前當(dāng)前刀位的位置,開機(jī)換刀不會(huì)發(fā)生亂刀現(xiàn)象HJ。
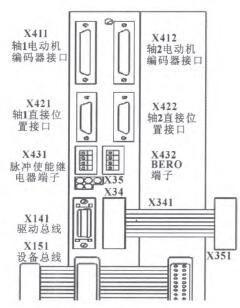
圖1 611D驅(qū)動(dòng)器接口
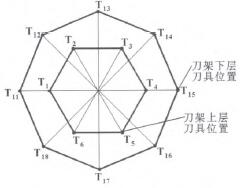
圖2雙層刀架刀具分布不意圖
2、液壓驅(qū)動(dòng)雙層刀塔控制分析
把液壓馬達(dá)驅(qū)動(dòng)的雙層刀塔作為系統(tǒng)的跟隨軸來控制要解決以下3個(gè)問題:’(1)雙層刀架刀位號(hào)檢測(cè)的問題;(2)怎么實(shí)現(xiàn)刀架快速旋轉(zhuǎn)找刀,慢速定位;(3)怎么記憶斷電前的當(dāng)前刀位號(hào)。
雙層刀架上下兩層刀具的分度數(shù)不相同,所以刀位號(hào)的檢測(cè)不能象其他刀架用絕對(duì)編碼器來實(shí)現(xiàn)。刀塔上的每把刀位都有一個(gè)固定的角度,每層1號(hào)刀位的角度為0。用T,表示刀架上層刀位號(hào),那么其對(duì)應(yīng)的角度為(x一1)x60。,X的取值范圍是1~6。用T,,表示下層刀位號(hào),其對(duì)應(yīng)的角度為(y一1)x45。,y的取值范圍是1。8。例如,T。表示刀架上層的4號(hào)刀位,在刀架軸180。的位置,T。。表示刀下層的6號(hào)刀位,在刀架軸2250的位置,其余刀位在刀架軸上的位置依此類推,因此刀架刀位的檢測(cè)可以用外置的增量式脈沖編碼器來實(shí)現(xiàn)。液壓馬達(dá)驅(qū)動(dòng)刀架旋轉(zhuǎn),通過控制液壓馬達(dá)的流量可以實(shí)現(xiàn)馬達(dá)快速旋轉(zhuǎn)找刀、慢速定位。840D系統(tǒng)有掉電保持型用戶變量,如變量"]。斷電后中的數(shù)據(jù)不會(huì)丟失。把ZSFR刀架當(dāng)前刀位的位置存放在此類變量中,斷電開機(jī)后.再?gòu)淖兞恐凶x取數(shù)據(jù)來獲得當(dāng)前刀位的位置信息.從而解決了增量脈沖編碼器不能記憶斷電前的當(dāng)前刀位號(hào)。
3、刀架旋轉(zhuǎn)跟隨軸的設(shè)置
刀架的分度由液壓馬達(dá)驅(qū)動(dòng),要在屏幕上顯示刀位的分度角度,需把刀架設(shè)置成系統(tǒng)的旋轉(zhuǎn)跟隨軸?。雙層刀架外置的增量脈沖編碼器(1 024線/轉(zhuǎn))接到驅(qū)動(dòng)器的X442接口上,用來檢測(cè)刀位的分度角度.并且要設(shè)置如表1所示的參數(shù)。
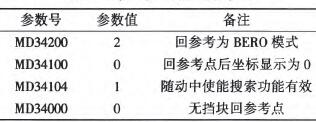
表l B軸跟隨軸部分參數(shù)設(shè)置
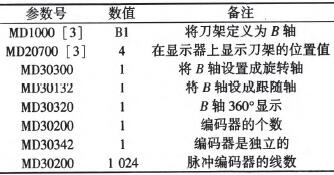
通過以上設(shè)置后,在顯示器上會(huì)顯示出B軸(刀架)的位置坐標(biāo),刀架旋轉(zhuǎn)分度時(shí),B軸(刀架)的位置坐標(biāo)隨著改變,可以清楚地知道刀架當(dāng)前的位置坐標(biāo)。
4、換刀子程序的設(shè)計(jì)
TOOL程序流程圖如圖3所示。
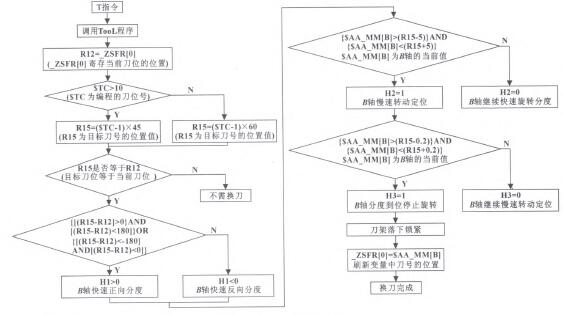
圖3 TOOL程序流程圖如圖
把刀架設(shè)成旋轉(zhuǎn)跟隨軸[6]。換刀控制就是對(duì)曰軸分度。采用NC和PLC相結(jié)合的方法來實(shí)現(xiàn)換刀控制。B軸的分度方向、減速定位寬度和到位判斷等需要計(jì)算控制的由840D的NC來完成,并把判斷結(jié)果通過H功能傳給PLC,PLC根據(jù)NC的判斷結(jié)果使刀架執(zhí)行相應(yīng)的動(dòng)作來進(jìn)行換刀【7】。設(shè)計(jì)了換刀子程序TOOL,用T指令調(diào)用子程序TOOL,其流程圖如圖3所示。變量一ZSFR[0]保存當(dāng)前刀位的位置值;變量R12通過讀取_ZSFR[0]來獲取當(dāng)前刀位的位置;變量R15存放目標(biāo)刀號(hào)的位置值,根據(jù)當(dāng)前刀位的位置值和目標(biāo)刀位的位置值計(jì)算出日軸的旋轉(zhuǎn)方向.通過H1傳給PLC來快速旋轉(zhuǎn)找刀:用系統(tǒng)變量$AA—MM[B]讀取B軸的當(dāng)前位置值,當(dāng)達(dá)到減速定位寬度(一般離目標(biāo)刀號(hào)位置±5。范圍內(nèi))通過H2把減速信號(hào)傳給PLC來慢速旋轉(zhuǎn)定位,當(dāng)?shù)竭_(dá)目標(biāo)刀位時(shí)。通過H3把到位信號(hào)傳給PLC來停止馬達(dá)旋轉(zhuǎn);刀架落下并鎖緊后,更新一ZSFR[0]變量中的數(shù)值,保證和當(dāng)前刀位的位置一致。
5、刀架的調(diào)試
5.1 刀架定位的調(diào)試
用流量控制液壓馬達(dá)的旋轉(zhuǎn)速度.液壓馬達(dá)快速旋轉(zhuǎn)找刀和慢速旋轉(zhuǎn)定位用調(diào)速閥來實(shí)現(xiàn),刀架的液壓控制原理如圖4所示。快速旋轉(zhuǎn)找刀時(shí),調(diào)速閥被旁路不起作用;當(dāng)慢速定位時(shí),電磁鐵YA3(正向找刀慢速定位)或電磁鐵YA4得電(反向找刀慢速定位)把調(diào)速閥接入液壓回路中。調(diào)節(jié)好調(diào)速閥使刀架在定位時(shí)無爬行和過沖現(xiàn)象,運(yùn)動(dòng)平穩(wěn)【7]。減速的位置要適當(dāng),離目標(biāo)位置太遠(yuǎn),換刀時(shí)間長(zhǎng),離目標(biāo)位置太近,容易過沖,根據(jù)定位速度調(diào)節(jié)減速定位寬度,使得刀架換刀快、定位準(zhǔn)。

圖4刀架的液壓控制原理圖
5.2回參考點(diǎn)的調(diào)試
用掉電保持型用戶變量保存當(dāng)前刀位的位置值,斷電開機(jī)后通過讀取變量就能獲得當(dāng)前刀位位置信息,但首次開機(jī)當(dāng)前刀位位置值顯示的是個(gè)隨機(jī)數(shù),需要回參考點(diǎn)建立正確的位置關(guān)系。日軸(刀架)的參考點(diǎn)設(shè)置在1號(hào)刀位上,回參考點(diǎn)后,當(dāng)前的刀位號(hào)是1號(hào),角度是0,把當(dāng)前刀位位置值寫入變量_ZSFR[0]中,每次換刀后刷新變量一ZSFR[0],使得變量_ZSFR[0]中的值和當(dāng)前刀位位置值一致,以后開機(jī)不需要回參考點(diǎn)了。
日軸(刀架)采用調(diào)整很方便的磁開關(guān)法回參考點(diǎn),在刀架軸l號(hào)刀位上裝一金屬塊,在刀座上安裝一個(gè)接近開關(guān)。在參考點(diǎn)模式下,液壓馬達(dá)驅(qū)動(dòng)刀架旋轉(zhuǎn)到1號(hào)刀位時(shí),接近開關(guān)發(fā)出一轉(zhuǎn)信號(hào),這個(gè)信號(hào)接到z軸驅(qū)動(dòng)X432接口上(BERO信號(hào)接口);當(dāng)系統(tǒng)接收到BERO信號(hào)后.液壓馬達(dá)停止旋轉(zhuǎn)。B軸回參考點(diǎn)已經(jīng)完成,在顯示器上B軸左邊顯示參考點(diǎn)標(biāo)記,位置坐標(biāo)顯示為0。調(diào)試中要調(diào)整好接近開關(guān)和金屬塊的相對(duì)位置.使得在發(fā)出BERO信號(hào)位置上刀架能落下鎖緊[8]。B軸回參考點(diǎn)需要設(shè)置如表2所示的參數(shù)。
表2 B軸回參考點(diǎn)的部分參數(shù)
5.3換刀PLC程序的調(diào)試
換刀PLC程序根據(jù)NC傳送來的H功能信號(hào).控制刀架的松開、鎖緊,液壓馬達(dá)的正反轉(zhuǎn)及減速等,換刀PLC外圍接口控制電路如圖5所示,控制流程圖如圖6所示。840D系統(tǒng)的H1、H2、H3功能在PLC中相應(yīng)的接口數(shù)據(jù)塊分別為DB21.DBWl40,DB21.DBWl4.146和DB21.DBWl4.152。當(dāng)有T,,換刀指令時(shí),數(shù)據(jù)塊DB21.DBX60.1(刀具功能發(fā)生變化)置l;當(dāng)需要換刀時(shí),首先鎖緊電磁鐵YA5失電,刀架松開,然后根據(jù)DB21.DBWl40中的值驅(qū)動(dòng)液壓馬達(dá)正向(或反轉(zhuǎn))快速旋轉(zhuǎn)找刀,到達(dá)減速寬度范圍內(nèi),DB21.DBWl4.146為1,正向找刀時(shí)YA3得電(或反向找刀時(shí)YA4電磁鐵得電),經(jīng)過調(diào)速閥調(diào)速刀架慢速旋轉(zhuǎn)定位。到達(dá)目標(biāo)位置時(shí).DB21.DBWl4.152為1,YAl、YA2、YA3、YA4斷電馬達(dá)停止旋轉(zhuǎn),YA5電磁鐵得電,鎖緊液壓缸動(dòng)作,刀架落下鎖緊,鎖緊到位后接近開關(guān)SQl發(fā)出信號(hào),換刀完成。
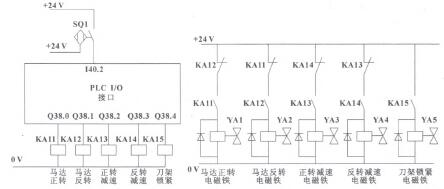
圖5 PLC外圍接口及控制電路
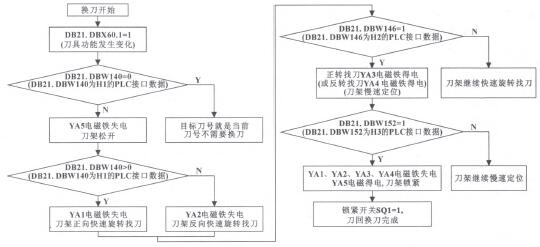
圖6換刀PLC程序流程圖
6、結(jié)束語(yǔ)
經(jīng)過上述調(diào)試后.雙層刀架能正反轉(zhuǎn)高速找刀和慢速定位,實(shí)現(xiàn)了換刀。改造后該機(jī)床每天工作時(shí)間在18 h以上,機(jī)床換刀快、可靠,定位精度高,故障率低。使用效果好,達(dá)到了伺服刀架控制的要求。采用NC和PLC相結(jié)合的方法控制換刀,簡(jiǎn)化了PLC程序,調(diào)試方便。把跟隨軸應(yīng)用在刀架控制上,充分利用了數(shù)控系統(tǒng)的功能,節(jié)省了系統(tǒng)硬件配置資源,提高了數(shù)控系統(tǒng)的性價(jià)比,降低了改造成本。此研究思路對(duì)從事相關(guān)工作的技術(shù)人員有著實(shí)際的指導(dǎo)意義和參考價(jià)值[9]。
參考文獻(xiàn):
[1]張德江,門延會(huì),毛羽.SIEMENS 840D系統(tǒng)在GS30型數(shù)控機(jī)床改造中應(yīng)用[J].組合機(jī)床與自動(dòng)化加工技術(shù),2011(2):56-59.
[2]西門子數(shù)控有限公司.西門子840D系統(tǒng)安裝調(diào)試手冊(cè)[M],2006.
[3]梁毅,曾力.一例加工中心換刀故障維修[J].制造技術(shù)與機(jī)床,2013(11):149—149.
[4]陳益林.盧端敏.系統(tǒng)變量在數(shù)控銑削加工中的應(yīng)用研究[J].組合機(jī)床與自動(dòng)化加工技術(shù),2011(6):81-84.
[5]黃文廣.西門子840D高級(jí)編程指令在特殊軌跡中應(yīng)用[J].機(jī)床與液壓,2009,37(10):278-279.
[6]范芳洪.TK42200數(shù)控鏜銑床增加刀庫(kù)改造[J].組合機(jī)床與自動(dòng)化jJn-r_技術(shù),2014(11):153—155.
[7]周炳文.實(shí)用數(shù)控機(jī)床故障診斷及維修技術(shù)500例[M].北京:中國(guó)知識(shí)出版社.2006.
[8]西門子數(shù)控有限公司.西門子840D接口信號(hào)說明手冊(cè)[M],2006.
[9]范芳洪,樓向明.CNC.1250立式龍門加工中心第四軸的改造[J].機(jī)電工程,2013(9):1068-1072.
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別