控")



摘要: 由于數(shù)控機(jī)床的絲杠在制造、安裝上存在誤差以及長期使用造成的磨損,導(dǎo)致螺距實(shí)際移動值與預(yù)期設(shè)定值之間存在差異。提出了螺距誤差的單向補(bǔ)償方法和雙向補(bǔ)償方法。介紹了螺距補(bǔ)償?shù)脑恚▎蜗蜓a(bǔ)償方法、雙向補(bǔ)償方法的原理; 提供了一種實(shí)現(xiàn)單向補(bǔ)償、雙向補(bǔ)償?shù)脑O(shè)計(jì)方案; 編寫了簡單的零件位置移動程序來測試雙向補(bǔ)償方法是否生效。實(shí)驗(yàn)結(jié)果證明,該方案能夠解決數(shù)控系統(tǒng)中的螺距誤差。
關(guān)鍵詞: 數(shù)控系統(tǒng); 螺距補(bǔ)償; 單向補(bǔ)償; 雙向補(bǔ)償; 補(bǔ)償表
0 引言
數(shù)控機(jī)床大都采用滾珠絲杠作為機(jī)械傳動部件,電機(jī)帶動滾珠絲杠,將電機(jī)的旋轉(zhuǎn)運(yùn)動轉(zhuǎn)換為絲杠直線運(yùn)動。由于機(jī)床絲杠在制造、安裝和調(diào)整等方面的誤差,以及磨損等原因,造成機(jī)械實(shí)際進(jìn)給值與預(yù)期信號值的不一致,導(dǎo)致零件加工精度不穩(wěn)定。因此必須定期對機(jī)床坐標(biāo)精度進(jìn)行補(bǔ)償。
不同的數(shù)控系統(tǒng)對螺距誤差采取補(bǔ)償?shù)拇胧┦遣灰粯拥摹3鲇跈C(jī)械零件加工的需要,有時(shí)不僅要考慮單方向上的螺距誤差補(bǔ)償,甚至也要考慮雙方向上的螺距誤差補(bǔ)償[1]。本文提出一種螺距誤差補(bǔ)償?shù)脑O(shè)計(jì)方案,包括單向螺距誤差補(bǔ)償( EEC) 和雙向螺距誤差補(bǔ)償( CEC) 。
1 、螺距誤補(bǔ)償?shù)脑?br />
1. 1 螺距誤差補(bǔ)償?shù)姆椒枋?br />
對螺距誤差進(jìn)行補(bǔ)償時(shí),在機(jī)床的運(yùn)行軌道上取若干點(diǎn),通過激光干涉儀[2]測得機(jī)床的實(shí)際定位位置,與預(yù)期設(shè)定的位置進(jìn)行比較,得出偏移距離,并將其寫入補(bǔ)償文件中。選取的點(diǎn)越多,補(bǔ)償精度越高。機(jī)床在下次運(yùn)行時(shí),將會把補(bǔ)償文件的數(shù)據(jù)也計(jì)算在內(nèi),從而達(dá)到精度要求。
數(shù)控系統(tǒng)中設(shè)置螺距誤差補(bǔ)償需要NCK( numericcontrol kernel) 的支持,目前可針對某個(gè)點(diǎn)把它的補(bǔ)償值寫入NCK 補(bǔ)償文件[3]。機(jī)械零件程序運(yùn)行時(shí)自動地讀取相應(yīng)補(bǔ)償文件中各點(diǎn)的補(bǔ)償數(shù)據(jù),并進(jìn)行相應(yīng)的調(diào)整,隨之產(chǎn)生對應(yīng)的機(jī)械位置變化。
1. 2 單向螺距誤差補(bǔ)償( EEC)
EEC 的原理是從起點(diǎn)到終點(diǎn)這個(gè)方向,在起點(diǎn)與終點(diǎn)之間等份若干點(diǎn),如圖1 所示。刀具在絲杠上的運(yùn)動軌跡是先從起點(diǎn)運(yùn)動,依次經(jīng)過各個(gè)等份點(diǎn),到達(dá)終點(diǎn)。
EC 補(bǔ)償只對從起點(diǎn)到終點(diǎn)這個(gè)方向生效。當(dāng)運(yùn)動到某一個(gè)等份點(diǎn)時(shí),根據(jù)刀具實(shí)際移動的距離與預(yù)期的距離的偏差,計(jì)算出該點(diǎn)的補(bǔ)償值。例如,以圖1 中10 這個(gè)點(diǎn)為例。預(yù)期希望刀具從0 點(diǎn)能夠運(yùn)動到10 點(diǎn),其間移動距離為10mm。但是由于絲杠的誤差,實(shí)際運(yùn)動的距離是9mm,偏差為10-9 = 1mm,那么10 這個(gè)點(diǎn)的補(bǔ)償值就是1mm; 如果其間實(shí)際移動距離為11mm,偏差為10-11 =-1mm,那么10 這個(gè)點(diǎn)的補(bǔ)償值就是-1mm。其他各點(diǎn)的螺距誤差補(bǔ)償同理實(shí)現(xiàn)。

圖1 EEC 原理圖
1. 3 雙向螺距誤差補(bǔ)償( CEC)
CEC 的原理支持兩個(gè)方向,即從起點(diǎn)到終點(diǎn)方向和從終點(diǎn)返回到起點(diǎn)方向,如圖2 所示。規(guī)定從起點(diǎn)到終點(diǎn)方向?yàn)檎较颍瑥慕K點(diǎn)到起點(diǎn)方向?yàn)樨?fù)方向。刀具在絲杠上的運(yùn)動軌跡是先從起點(diǎn)運(yùn)動,依次經(jīng)過各個(gè)等份點(diǎn),到達(dá)終點(diǎn); 然后再從終點(diǎn)按原路返回到起點(diǎn),逆向依次經(jīng)過各個(gè)等份點(diǎn),直至起點(diǎn)。CEC 補(bǔ)償在兩個(gè)方向上生效,分別計(jì)算每個(gè)方向上當(dāng)運(yùn)動到某一個(gè)等份點(diǎn)時(shí),根據(jù)運(yùn)動實(shí)際移動的距離與預(yù)期的距離的偏差計(jì)算出該點(diǎn)的補(bǔ)償值。注意正向與負(fù)向的方向性。同一個(gè)點(diǎn)在兩個(gè)方向上補(bǔ)償不同。以圖2 中10 點(diǎn)為例。當(dāng)?shù)毒邚钠瘘c(diǎn)向終點(diǎn)運(yùn)動即正方向,途中經(jīng)過10 點(diǎn); 假如從0 點(diǎn)向10 點(diǎn)實(shí)際移動了9mm,與預(yù)期移動距離10 的偏差是10-9 = 1mm,那么10 這個(gè)點(diǎn)在正方向上的補(bǔ)償是1mm。
當(dāng)?shù)毒邚慕K點(diǎn)向起點(diǎn)反向運(yùn)動,途中反向地經(jīng)過10 點(diǎn);假如從20 點(diǎn)向10 點(diǎn)實(shí)際移動了9mm,與預(yù)期移動距離10 的偏差是10-9 = 1mm,但是由于從終點(diǎn)到起點(diǎn)是反方向,所以10 點(diǎn)在反方向上的補(bǔ)償是-1mm; 假如實(shí)際移動距離為11mm,與預(yù)期移動距離10 的偏差是10-11 = -1mm,但是由于從終點(diǎn)到起點(diǎn)是反方向,所以10 這個(gè)點(diǎn)在反方向上的補(bǔ)償是1mm。其他各點(diǎn)正方向和反方向上的補(bǔ)償依此類推。
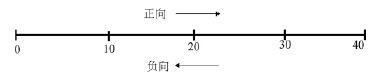
圖2 CEC 原理圖
2 、螺距補(bǔ)償?shù)脑O(shè)計(jì)
2. 1 螺距補(bǔ)償?shù)闹鹘缑?br />
螺距補(bǔ)償主界面包括三部分,如圖3 所示。
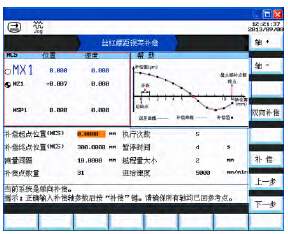
圖3 螺距補(bǔ)償主界面
螺距誤差補(bǔ)償是按軸進(jìn)行的。針對每一個(gè)軸可以設(shè)置每個(gè)軸的螺距誤差補(bǔ)償。主軸不設(shè)置。如圖3 中第一排左邊方框所示。這里可以通過按右上方的“軸+”或“軸-”按鈕選擇要設(shè)置補(bǔ)償?shù)妮S。圖3 中第一排右邊方框所示內(nèi)容為用戶提供補(bǔ)償?shù)膮⒖紙D示信息。圖3 中第二排顯示了當(dāng)前需要進(jìn)行補(bǔ)償設(shè)置的點(diǎn)位置信息。圖3 中右邊有一個(gè)按鈕“雙向補(bǔ)償”,該按鈕可以在EEC 和CEC 之間切換。
2. 2 單向補(bǔ)償EEC 設(shè)計(jì)
在設(shè)計(jì)單向螺距補(bǔ)償( EEC) 時(shí)要用到下列信息:MD38000 表示數(shù)控系統(tǒng)中單向補(bǔ)償支持的最大補(bǔ)償點(diǎn)數(shù)。MD32700 表示螺距誤差使能: 0 禁止,可以寫補(bǔ)償值;1 使能,補(bǔ)償文件寫保護(hù)。EEC 在NCK 中存儲補(bǔ)償數(shù)據(jù)的文件名是“/_N_COMPLETE_EEC_INI”。
設(shè)計(jì)單向補(bǔ)償?shù)牟僮鞑襟E:
a) 讀MD38000,獲取系統(tǒng)支持的最大補(bǔ)償點(diǎn)數(shù)。用戶進(jìn)行補(bǔ)償設(shè)計(jì)分配的點(diǎn)數(shù)要小于等于這個(gè)值。
b) 輸入補(bǔ)償起點(diǎn)、補(bǔ)償終點(diǎn)、測量間隔,用這3 個(gè)值到EEC 補(bǔ)償文件中讀取當(dāng)前軸各點(diǎn)的數(shù)據(jù)補(bǔ)償值。如果事先沒有寫入,則需要寫入各點(diǎn)的補(bǔ)償數(shù)據(jù)值,下次才能讀取成功。操作步驟如下所示:
1) set MD32700[axis] = 0 / /軸axis 的寫補(bǔ)償文件功能生效
2) 寫下列補(bǔ)償屬性到EEC 補(bǔ)償表:
$ AA_ENC_COMP _STEP[< e >,<AXi >] / /補(bǔ)償點(diǎn)之間的
距離
$ AA_ENC_COMP_MIN[<e>,<AXi>] / /開始補(bǔ)償點(diǎn)的位置
$ AA_ENC_COMP_MAX[<e>,<AXi>] / /終結(jié)補(bǔ)償點(diǎn)的
位置
$ AA_ENC_COMP_IS_MODULO[<e>,<AXi>] / /補(bǔ)償表
是否支持modulo function,默認(rèn)為0
$ AA_ENC_COMP[<e>,<N>,<AXi>] / /在補(bǔ)償表中每個(gè)
補(bǔ)償點(diǎn)的補(bǔ)償值,可以有若干條記錄。
3) set MD32700[axis] = 1 / / /軸axis 的寫補(bǔ)償文件功能失效
c) 第二次即可讀取到上次設(shè)置的補(bǔ)償數(shù)據(jù)。
d) EEC 補(bǔ)償表示例:
$ AA_ENC_COMP[0,0
,AX1] = 2 '3a08
$ AA_ENC_COMP[0,1
,AX1] = 1 '399e
$ AA_ENC_COMP[0,2
,AX1] = 0. 9 '3df2
$ AA_ENC_COMP[0,3
,AX1] = 1. 88 '41fe
$ AA_ENC_COMP[0,4
,AX1] = 1 '38e6
$ AA_ENC_COMP[0,5
,AX1] = 0 '3928
$ AA_ENC_COMP[0,6
,AX1] = 0 '3ae0
$ AA_ENC_COMP[0,7
,AX1] = 0 '3e60
. . . . . .
$ AA_ENC_COMP_STEP[0,AX1] = 10 '4760
$ AA_ENC_COMP_MIN[0,AX1] = 0 '43ae
$ AA_ENC_COMP_MAX[0,AX1] = 300 '4256
$ AA_ENC_COMP_IS_MODULO[0,AX1] = 0 '630a
2. 3 雙向螺距補(bǔ)償CEC 設(shè)計(jì)
在設(shè)計(jì)雙向螺距補(bǔ)償時(shí)要使用下列信息: MD18342表示CEC 支持的最大補(bǔ)償點(diǎn)數(shù)。MD32710 表示CEC 功能是否生效: 0,表示使CEC 功能不生效; 1,生效。
MD41300 表示某個(gè)軸補(bǔ)償表是否生效。每一個(gè)軸要寫兩個(gè)表,包括正向補(bǔ)償表,負(fù)向補(bǔ)償表。使相應(yīng)的補(bǔ)償表生效,包括正向表和負(fù)向表。0: 可以寫CEC 補(bǔ)償某個(gè)特定
表; 1,不能。MD32720 表示CEC 最大補(bǔ)償值。CEC 補(bǔ)償數(shù)據(jù)寫入NCK 補(bǔ)償文件名: /_N_COMPLETE_CEC_INI。實(shí)現(xiàn)CEC 操作步驟如下:
a) 讀MD18342,數(shù)控系統(tǒng)對CEC 功能支持的最大補(bǔ)償點(diǎn)數(shù)。用戶配置的補(bǔ)償點(diǎn)數(shù)小于等于這個(gè)值。
b) 輸入補(bǔ)償起點(diǎn)、補(bǔ)償終點(diǎn)、測量間隔,用這三個(gè)值到CEC 補(bǔ)償文件中讀取當(dāng)前軸的相應(yīng)點(diǎn)的補(bǔ)償值。第一次時(shí)為空,則需將這些數(shù)據(jù)寫入CEC 補(bǔ)償表,操作步驟如下:
1) set MD32710[axis] = 0, set 41300[<t>] = 0 / /寫補(bǔ)償文件,設(shè)置哪個(gè)補(bǔ)償表可寫。
2) 寫下列補(bǔ)償屬性到CEC 補(bǔ)償表:
每一個(gè)軸要寫兩個(gè)表,包括正向補(bǔ)償表,負(fù)向補(bǔ)償表。要建立軸與補(bǔ)償表的對應(yīng)關(guān)系。
寫正向表:
$ AN_CEC_INPUT_AXIS[<t>]( basic axis) / /建立軸與補(bǔ)償
表的輸入關(guān)系。
$ AN_CEC_OUTPUT_AXIS[<t>]( compensation axis) / /建
立軸與補(bǔ)償表輸出關(guān)系
$ AN_CEC_STEP[<t>]( interpolation point distance) / /點(diǎn)間
距離
$ AN_CEC_MIN[<t>]( initial position) / /起點(diǎn)位置
$ AN_CEC_MAX[<t>]( end position) / /終點(diǎn)位置
$ AN_CEC_DIRECTION[<t>]( direction) / /方向參數(shù): 1 正;
-1 負(fù)
$ AN_CEC_MULT_BY_TABLE [<t>]( table multiplication)
/ / 表的多應(yīng)用功能。默認(rèn)值0
$ AN_CEC_ IS _MODULO[< t >]( compensation with modulo
function) / /是否支持modulo function,默認(rèn)為0
$ AN_CEC[<t>,<N>]( compensation value for interpolation
point <N> of compensation table [<t>]) / /在正向補(bǔ)償表中依次
寫入每個(gè)補(bǔ)償點(diǎn)的補(bǔ)償值,可以有若干條記錄
寫負(fù)向表:
$ AN_CEC_INPUT_AXIS[<t>]( basic axis) / /建立軸與補(bǔ)償
表的輸入關(guān)系。
$ AN_CEC_OUTPUT_AXIS[<t>]( compensation axis) / /建
立軸與補(bǔ)償表的輸出關(guān)系。
$ AN_CEC_STEP[<t>]( interpolation point distance) / /點(diǎn)間
距離
$ AN_CEC_MIN[<t>]( initial position) / /起點(diǎn)位置
$ AN_CEC_MAX[<t>]( end position) / /終點(diǎn)位置
$ AN_CEC_DIRECTION[<t>]( direction) / /方向參數(shù): 1 正;
-1 負(fù)
$ AN_CEC_MULT_BY_TABLE [<t>]( table multiplication)
/ / 表的多應(yīng)用功能。默認(rèn)值0
$ AN_CEC_ IS _MODULO[< t >]( compensation with modulo
function) / /是否支持modulo function,默認(rèn)為0
$ AN_CEC[<t>,<N>]( compensation value for interpolation
point <N> of compensation table [<t>]) / /在負(fù)向補(bǔ)償表中依次
寫入每個(gè)補(bǔ)償點(diǎn)的補(bǔ)償值,可以有若干條。
3) 在寫補(bǔ)償表之后,將MD32710[axis]寫入1; 設(shè)置已經(jīng)操作的補(bǔ)償表的41300 為1,包括正向表和負(fù)向表。
c) 第二次進(jìn)入系統(tǒng)時(shí),就能讀取上次設(shè)置的補(bǔ)償數(shù)據(jù)。
d) CEC 補(bǔ)償表數(shù)據(jù)示例
1) 正向補(bǔ)償表
$ AN_CEC[0,0
] = 1 '2ac2
$ AN_CEC[0,1
] = 1 '2b58
$ AN_CEC[0,2
] = 1 '2c8a
$ AN_CEC[0,3
] = 1 '2efa
$ AN_CEC[0,4
] = 1 '2ace
$ AN_CEC[0,5
] = 0 '2b0c
$ AN_CEC[0,6
] = 0 '2c56
$ AN_CEC[0,7
] = 0 '2ef6
$ AN_CEC[0,8
] = 0 '2a76
$ AN_CEC[0,9
] = 0. 99 '2f86
. . . . . .
$ AN_CEC_INPUT_NCU[0] = 1 '49fa
$ AN_CEC_INPUT_AXIS[0] = ( AX1) '4b12
$ AN_CEC_OUTPUT_NCU[0] = 1 '4aae
$ AN_CEC_OUTPUT_AXIS[0] = ( AX1) '5444
$ AN_CEC_STEP[0] = 10 '3432
$ AN_CEC_MIN[0] = 0 '3a9c
$ AN_CEC_MAX[0] = 300 '3e0c
$ AN_CEC_DIRECTION[0] = 1 '4760
$ AN_CEC_MULT_BY_TABLE[0] = 0 '4d50
$ AN_CEC_IS_MODULO[0] = 0 '49be
2) 負(fù)向補(bǔ)償表
$ AN_CEC[1,0
] = 1 '2af4
$ AN_CEC[1,1
] = 1 '2b8a
$ AN_CEC[1,2
] = 1 '2cbc
$ AN_CEC[1,3
] = 1 '2f2c
$ AN_CEC[1,4
] = 1 '2b00
$ AN_CEC[1,5
] = 0 '2b3e
$ AN_CEC[1,6
] = 0 '2c88
$ AN_CEC[1,7
] = 0 '2f28
$ AN_CEC[1,8
] = 0 '2aa8
$ AN_CEC[1,9
] = 0. 99 '2fb8
. . . . . .
$ AN_CEC_INPUT_NCU[1] = 1 '4a90
$ AN_CEC_INPUT_AXIS[1] = ( AX1) '4bda
$ AN_CEC_OUTPUT_NCU[1] = 1 '4b76
$ AN_CEC_OUTPUT_AXIS[1] = ( AX1) '5476
$ AN_CEC_STEP[1] = 10 '3496
$ AN_CEC_MIN[1] = 0 '3ace
$ AN_CEC_MAX[1] = 300 '3e3e
$ AN_CEC_DIRECTION[1] = -1 '490c
$ AN_CEC_MULT_BY_TABLE[1] = 0 '4de6
$ AN_CEC_IS_MODULO[1] = 0 '4a54
2. 4 補(bǔ)償數(shù)據(jù)的顯示與編輯
在列表框中顯示出所有補(bǔ)償數(shù)據(jù),分別顯示EEC 和CEC 兩種數(shù)據(jù)結(jié)果。支持列表框記錄的KeyUp,KeyDown鼠標(biāo)上下移動消息和PageUp,PageDown 屏幕上下翻頁消息,并且當(dāng)有多條記錄時(shí)滾動條依序滾動。
2. 4. 1 EEC 補(bǔ)償數(shù)據(jù)的顯示與編輯,如圖4 所示
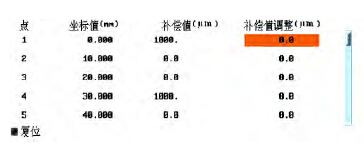
圖4 EEC 數(shù)據(jù)顯示
2. 4. 2 CEC 補(bǔ)償數(shù)據(jù)的顯示與編輯,如圖5 所示
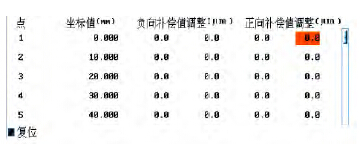
圖5 CEC 數(shù)據(jù)顯示
2. 5 支持反向數(shù)據(jù)設(shè)置
1) 支持起點(diǎn)位置值大于終點(diǎn)位置值,即從大到小排列各個(gè)補(bǔ)償點(diǎn)。
2) NCK 中對補(bǔ)償表數(shù)據(jù)存儲時(shí)總是把兩者中最小值放入起點(diǎn)位置項(xiàng)$ AA_ENC_COMP_MIN 或$ AN_CEC_MIN,最大值放入終點(diǎn)位置項(xiàng)$ AA_ENC_COMP_MAX 或$ AN_CEC_MAX。而不能忽略起點(diǎn)位置值與終點(diǎn)位置值的大小關(guān)系,粗略地把第一個(gè)點(diǎn)放入起點(diǎn)位置項(xiàng),把最后一個(gè)點(diǎn)放入終點(diǎn)位置項(xiàng)。由于目前NCK 還不支持這種功能。如果這樣寫入,雖然能夠?qū)懭隢CK 補(bǔ)償表里( 偶爾會出現(xiàn)錯(cuò)誤報(bào)警) ,但是在實(shí)際運(yùn)轉(zhuǎn)機(jī)械零件程序時(shí)補(bǔ)償值不會生效。
3 、螺距補(bǔ)償?shù)臏y試
現(xiàn)以雙向螺距補(bǔ)償為例測試補(bǔ)償數(shù)據(jù)是否生效。雙向螺距補(bǔ)償?shù)臏y試方法: 使用扎帶扣在電機(jī)上,當(dāng)?shù)毒呶恢靡苿訒r(shí)觀察電機(jī)的轉(zhuǎn)動,可以驗(yàn)證補(bǔ)償數(shù)據(jù)是否準(zhǔn)確。
寫一個(gè)小零件程序,執(zhí)行該零件程序,系統(tǒng)會自動調(diào)用內(nèi)部已經(jīng)生效的補(bǔ)償進(jìn)行零件位置移動的相應(yīng)差補(bǔ)。
測試功能點(diǎn): 針對x 軸進(jìn)行CEC 螺距補(bǔ)償?shù)臏y試。測試步驟如下:
1) 數(shù)控系統(tǒng)回參考點(diǎn)。
2) 在螺距補(bǔ)償界面設(shè)置好CEC 的螺距補(bǔ)償值。
3) 進(jìn)入數(shù)控系統(tǒng)的零件程序編輯操作模式,使用G 代碼編寫下列零件程序,針對x 軸進(jìn)行螺距補(bǔ)償?shù)臏y試。
G0X0 / /從起點(diǎn)0 開始運(yùn)動
G4F4 / /停等4s
G00X10 / /快速運(yùn)動到10
G4F4 / /停等4s
G00X20 / /快速運(yùn)動到20
G4F4 / /停等4s
G00X10 / /反向運(yùn)動到10
G4F4 / /停等4s
G00X0 / /快速運(yùn)動到起點(diǎn)0
4) 觀察電機(jī)上扎帶的初始位置。電機(jī)轉(zhuǎn)動一圈轉(zhuǎn)化為絲杠直線移動10 個(gè)單位。扎帶一開始是處于時(shí)鐘12點(diǎn)鐘正點(diǎn)方向。
5) 運(yùn)行零件測試程序,程序執(zhí)行過程中觀察扎帶轉(zhuǎn)動角度。如果某點(diǎn)的補(bǔ)償值是在絲杠上1mm,那么電機(jī)轉(zhuǎn)動略向左偏于時(shí)鐘正點(diǎn)方向1mm; 如果某點(diǎn)的補(bǔ)償是在絲杠上-1mm,那么電機(jī)轉(zhuǎn)動略向右偏于時(shí)鐘正點(diǎn)方向1mm。
4 、結(jié)語
不論單向螺距誤差補(bǔ)償還是雙向螺距誤差補(bǔ)償都是先將各個(gè)點(diǎn)的螺距誤差補(bǔ)償值寫入補(bǔ)償文件。當(dāng)零件程序運(yùn)行時(shí)自動讀取各個(gè)點(diǎn)的補(bǔ)償值,調(diào)整各個(gè)點(diǎn)的實(shí)際移動位置值。經(jīng)過在數(shù)控機(jī)床上充分測試驗(yàn)證,單向螺距誤差補(bǔ)償和雙向螺距誤差補(bǔ)償能夠準(zhǔn)確地彌補(bǔ)絲杠上各個(gè)點(diǎn)的螺距誤差。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別