


摘要:熱變形是影響超精密機床精度的關(guān)鍵因素之一,而熱導(dǎo)率是分析機床熱變形準確度的決定性因素。為了保證機床溫度場分布分析的準確性,提高機床的精度,提出一種基于熱力學(xué)理論的熱導(dǎo)率分析模型以及結(jié)合有限元分析的機床結(jié)構(gòu)優(yōu)化方法。建立自由電子氣模型以及Debye 模型,分別計算出自主設(shè)計的超精密光學(xué)磨床所采用的幾種材料的熱導(dǎo)率,提高熱導(dǎo)率的準確性;進而利用有限元軟件ANSYS 分析機床主軸、溜板箱和床身的溫度場分布;研究分析不同機床結(jié)構(gòu)下主軸和機床整體的溫升規(guī)律,提出基于熱力學(xué)分析結(jié)果的一系列超精密光學(xué)磨床結(jié)構(gòu)優(yōu)化方法,針對誤差敏感方向,采取對電動機與溜板箱的連接件以及電動機和主軸的接觸件進行優(yōu)化設(shè)計,減小熱源與主軸、箱體之間的接觸面積等方法,使機床熱變形減小,提高了機床的精度。
關(guān)鍵詞:熱導(dǎo)率;超精密光學(xué)磨床;溫度場分布;結(jié)構(gòu)優(yōu)化
0 前言?
機床定位的不準確度直接影響機床所加工零件的尺寸精度。典型的誤差來源是幾何誤差、熱機械誤差(由環(huán)境或者內(nèi)部熱源引起的)、控制誤差、力誤差和檢測誤差等。其中,熱誤差是數(shù)控機床的主要誤差源之一,由溫度升高以及分布不均引起的 國家重點基礎(chǔ)研究發(fā)展計劃資助項目(973 計劃,2011CB013203)。20140208 收到初稿,20140719 收到修改稿誤差占機床總誤差的40%~70%[1],對于超精密機床影響尤其重大[2],熱問題已經(jīng)成為了影響精密機床精度的關(guān)鍵因素。熱誤差是指在加工過程中機床部件由于溫度變化而導(dǎo)致熱變形,從而引起工件和刀具之間的相對位移,對加工工件精度產(chǎn)生影響[3]。目前減少熱誤差的措施主要集中在兩個方面:在設(shè)計階段通過結(jié)構(gòu)優(yōu)化及冷卻系統(tǒng)設(shè)計等措施避免和減小機床的熱誤差;在運行階段對機床進行熱誤差檢測及補償。其中,第二種方法是當(dāng)前機床減小熱誤差主要采用的方法[4],上海交通大學(xué)楊建國等提出一種數(shù)控機床的幾何與熱的復(fù)合誤差綜合建模方法,具有實時性和準確性,但其補償?shù)姆秶托Ч軅鞲衅骱屯饨绛h(huán)境的限制,穩(wěn)定性不足,對于超精密機床而言,僅僅依靠軟件補償已顯得不足。
因此,在設(shè)計階段控制機床熱誤差的影響顯得尤為重要。機床設(shè)計中需要針對結(jié)構(gòu)薄弱環(huán)節(jié)進行優(yōu)化,尤其是對加工誤差影響較大的地方。黃強等[6]找出機床的敏感誤差,然后采用誤差防止和誤差補償?shù)姆椒▽@部分誤差進行有針對性的控制,以利于機床設(shè)計和制造成本的控制;同時,被優(yōu)化參數(shù)的減少也有利于最優(yōu)化公差設(shè)計。仇健等[7]為改善樣機的熱態(tài)精度,優(yōu)化整機結(jié)構(gòu)以獲取最佳熱對稱布局。陽紅等[8]利用神經(jīng)網(wǎng)絡(luò)模型的泛化能力,對機床的重點熱剛度進行辨識,辨識結(jié)果可以作為機床熱態(tài)特性優(yōu)化和結(jié)構(gòu)改進的依據(jù)。因此,對于超精密而言,為提高整體精度,在機床設(shè)計階段就需要通過研究熱傳導(dǎo)規(guī)律和機床溫度場分布,得到機床對誤差較敏感的部分,然后采取材料優(yōu)化、結(jié)構(gòu)優(yōu)化和冷卻系統(tǒng)設(shè)計等措施,得到熱剛度和穩(wěn)定較好的布局和結(jié)構(gòu),有效減小超精密機床熱誤差。
目前,數(shù)值方法廣泛地被用來比較不同的機床設(shè)計,模擬溫度對機床的影響,探測熱源對工具加工中心點的位移[9]。數(shù)值方法分析關(guān)鍵的問題之一是機床材料熱導(dǎo)率的確定,熱導(dǎo)率是計算分析機床溫度分布決定性因素,它的不準確度會極大地影響分析結(jié)果。超精密機床結(jié)構(gòu)由金屬材料(主軸)和非金屬材料(大理石床身)組成,金屬材料熱傳導(dǎo)的載體是自由電子,可將其類比成理想氣體來計算其熱導(dǎo)率;非金屬材料,如大理石是通過聲子散射來進行熱傳導(dǎo)的。非金屬材料熱導(dǎo)率計算最初是建立在愛因斯坦假設(shè)或者Debye 假設(shè)的基礎(chǔ)上的,愛因斯坦模型假定晶體中所有原子都以相同的頻率做振動,忽略了諧振子之間的差異,認為3N 個諧振子是全同的。Debye 模型則是把格波作為彈性波來處理,認為在甚低溫下不僅光學(xué)波對熱容的貢獻可以忽略,而且頻率高的聲學(xué)波對熱容的貢獻也可以忽略,因此決定晶體熱容的主要是長聲學(xué)波,即彈性波。本文采用Debye 模型計算大理石的熱導(dǎo)率。
本文針對自行設(shè)計的超精密光學(xué)磨床,通過自由電子氣模型以及Debye 模型,精確計算出超精密光學(xué)磨床材料的熱導(dǎo)率;運用理論建模和有限元分析,對機床采用穩(wěn)態(tài)分析方法進行仿真分析,預(yù)測出機床模型的溫度場分布,通過分析出的不同機床構(gòu)型情況下主軸溫升和機床溫升規(guī)律,提出了基于熱力學(xué)分析的超精密光學(xué)磨床結(jié)構(gòu)優(yōu)化方法,減小機床熱誤差,并為下一步的軟件補償提供依據(jù)和指導(dǎo)。
1 、超精密機床的熱源
超精密光學(xué)磨床材料的選擇對機床的移動質(zhì)量、慣性矩、靜態(tài)和動態(tài)剛度、固有頻率和熱性能都有很大的影響。為了實現(xiàn)機床高精度、高剛度的特性,所設(shè)計的超精密光學(xué)磨床采用穩(wěn)定的龍門雙橫梁結(jié)構(gòu),與一般的單橫梁龍門結(jié)構(gòu)相比具有高度的對稱性,結(jié)構(gòu)剛性和穩(wěn)定性也較好。主體部分和溜板箱均由大理石材料制成,阻尼系數(shù)大,具有良好的靜態(tài)、動態(tài)性能和熱穩(wěn)定性。主體部分采用x、y、z 三正交移動軸方案,x 軸為鏡面平臺移動軸,y軸為砂輪主軸水平移動軸,z 軸采用內(nèi)嵌式結(jié)構(gòu)安裝在y 軸溜板箱內(nèi)部,并通過平衡氣缸進行z 軸重力平衡。磨床主軸采用靜壓電主軸,軸和軸承材料分別為40Cr 合金鋼和錫青銅,具有良好的剛度質(zhì)量比和品質(zhì)價格比。主軸箱采用鋁制材料以減輕移動部件重量。超精密光學(xué)磨床的整體結(jié)構(gòu)如圖1 所示。
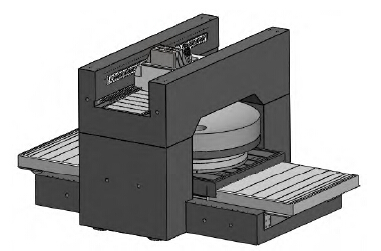
圖1 超精密光學(xué)磨床的整體結(jié)構(gòu)
1.1 主軸的熱源
超精密磨床的電主軸是整個機床的核心部件,也是熱分析關(guān)鍵部件之一,圖2 為自行設(shè)計的靜壓電主軸的斷面圖。
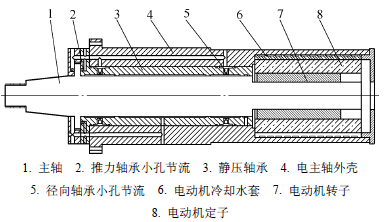
圖2 靜壓電主軸的斷面圖
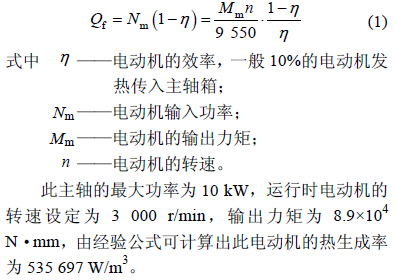
主軸系統(tǒng)內(nèi)部的發(fā)熱是由直驅(qū)式高速異步電動機的旋轉(zhuǎn)、軸承與液壓油之間的摩擦產(chǎn)生的。由于軸承和液壓油之間的摩擦因數(shù)極小,并且所設(shè)計的液壓油不斷循環(huán)冷卻帶走摩擦產(chǎn)生的熱量以使得油腔內(nèi)保持恒溫,因此實際分析時可以忽略此熱源,僅考慮電動機的發(fā)熱。一般來說主軸系統(tǒng)的電動機損耗主要分為機械損耗、電損耗、磁損耗和附加損耗四類,其中前三類是主要損耗,而附加損耗只占額定功率的1%~5%[10]。因此,主軸電動機的發(fā)熱量Qf 可以根據(jù)如下經(jīng)驗公式求出
1.2 床身、溜板箱的熱源
床身和溜板箱的主要熱源為x、y 軸上直線電動機的發(fā)熱及導(dǎo)軌摩擦生熱。超精密光學(xué)磨床采用靜壓導(dǎo)軌支撐,配置液壓油循環(huán)冷卻系統(tǒng)以保持導(dǎo)軌恒溫。由于直線電動機具有運動慣量小,動態(tài)響應(yīng)性能好和定位精度高的特點,被廣泛用于超精密機床的驅(qū)動,選用西門子直線電動機,x 軸型號為1FN3300-3NC40-0BA1 , y 軸采用型號為1FN3150-2NB80-0BA1 的直線電動機,據(jù)西門子公司提供的資料可知其損失功率分別為1 520 W 和700 W,假定損失功率全部轉(zhuǎn)化為熱,則x 軸和y
2 、機床各部件材料熱導(dǎo)率的計算
金屬、半導(dǎo)體、絕緣體是固體的三大類。金屬的導(dǎo)熱載體和導(dǎo)電載體是一樣的,通過自由電子來傳遞;而絕緣體內(nèi)部沒有自由移動的電子,因此它的導(dǎo)熱是通過晶格粒子振動的聲子散射來傳遞熱量;半導(dǎo)體則是介于兩者之間,一部分通過電子來導(dǎo)熱,一部分通過聲子來傳遞熱量。
2.1 主軸材料熱導(dǎo)率的計算
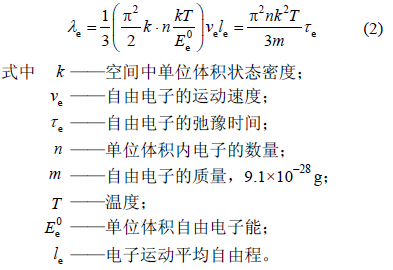
主軸的材料為Cr40 合金鋼,軸承材料為錫青銅,它們導(dǎo)熱載體都為自由電子。鋼是含碳量在0.021 8%~2.110 0%之間的鐵碳合金,主要元素除鐵、碳外,還有锘、硅、錳、硫、磷、鉬等;錫青銅是以錫為主要合金元素的青銅,含錫量一般在3%~14%之間,還添加磷、鉛、鋅等元素。由自由電子論可知,金屬中大量的自由電子可視為自由電子氣。因此,各種純金屬的熱導(dǎo)率可以通過借用理想氣體的熱導(dǎo)率公式來計算。從而得到金屬的熱導(dǎo)率
因為鋼和錫青銅的熱導(dǎo)率主要與元素的種類和質(zhì)量分數(shù)有關(guān)。因此本文進而采用北理工蘇鐵健等研究出的關(guān)于金屬導(dǎo)熱率計算的線性回歸數(shù)學(xué)模型[11],計算得到合金鋼的熱導(dǎo)率55 W/(m·K),錫青銅的熱導(dǎo)率為44 W/(m·K)。
2.2 床身、溜板箱材料熱導(dǎo)率的計算
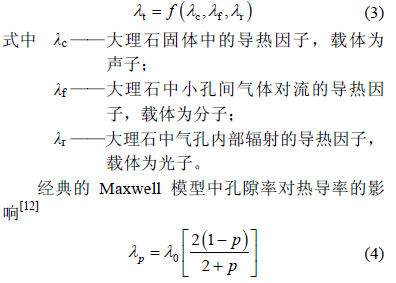
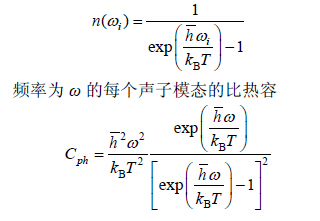
超精密機床采用天然的濟南青大理石作為床身材料,大理石是經(jīng)長期天然時效,組織結(jié)構(gòu)均勻,線膨脹系數(shù)極小,內(nèi)應(yīng)力完全消失,不變形,剛性好,硬度高,耐磨性強,溫度變形小,對減小機床的整體熱變形具有良好的效果。干燥的大理石則是絕緣的晶體,它的導(dǎo)熱載體是聲子。由于大理石是天然形成的,因此缺陷是必然存在的,內(nèi)部存在著小孔、雜質(zhì)等。因此在大理石內(nèi)部熱量也是通過三種方式來傳遞的,熱傳導(dǎo)、熱對流、熱輻射。假設(shè)它的有效熱導(dǎo)率
式中 λ0 ——塊材的本征熱導(dǎo)率;
λp ——孔隙存在時的熱導(dǎo)率;
p ——孔隙率。
由于大理石內(nèi)部小孔直徑很小,孔隙率也不是很大,因此大理石中小孔間氣體對流的導(dǎo)熱因子可以忽略,即λf 可以忽略不計。
但是機床工作時床身的溫度不會很大,在低溫時,大理石中氣孔內(nèi)部輻射的導(dǎo)熱因子λr 也可以暫不考慮。
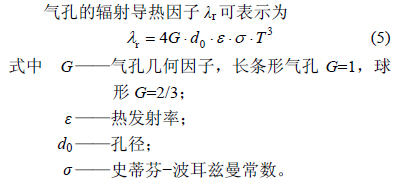
對于大理石中固相的導(dǎo)熱因子λc,它的導(dǎo)熱載體是聲子。氣體中的熱傳導(dǎo)可以看做氣體分子碰撞來傳遞熱量的,類比可以認為非金屬中的熱傳導(dǎo)是由聲子之間的碰撞來傳遞熱量的。因此,它的熱導(dǎo)率同樣可以通過類比氣體的熱導(dǎo)率來計算。
設(shè)頻率為ωi 的諧振子的平均聲子數(shù)目
則比熱容為
由于機床的整體溫度處于低溫區(qū),因此采用德拜模型就可以計算出此時大理石的導(dǎo)熱率。
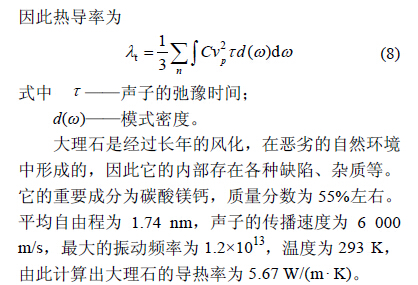
由于大理石的各種缺陷對其導(dǎo)熱率都具有很大的影響,圖3 為大理石導(dǎo)熱率的影響因素,因此要對上述結(jié)果進行優(yōu)化。大理石的氣孔率為0.3%~10.0%,而做此磨床所用的大理石,經(jīng)測定氣孔率為5.1%,雜質(zhì)對大理石的導(dǎo)熱率影響最為重要,雜質(zhì)參雜越多,導(dǎo)熱率越低。考慮諸多因素的影響,計算得出大理石的導(dǎo)熱率為2.91 W/(m ? K)。
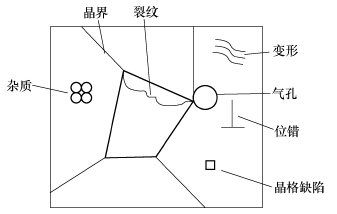
圖3 大理石熱導(dǎo)率的影響因素
3 、換熱系數(shù)的計算
熱量的傳遞是一個非常復(fù)雜的過程,通常來說熱量的傳遞有三種基本方式:熱傳導(dǎo)、熱對流以及熱輻射。主軸系統(tǒng)而言,熱對流和熱傳導(dǎo)是主要的換熱方式,因此分析該主軸系統(tǒng)時忽略熱輻射影響。軸承外部與空氣的換熱系數(shù)[14]
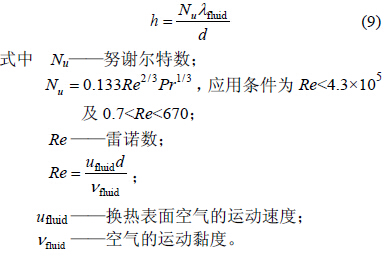
通過計算,可以確定軸承外部與空氣的換熱系數(shù)為9.7 W/(m·℃)。
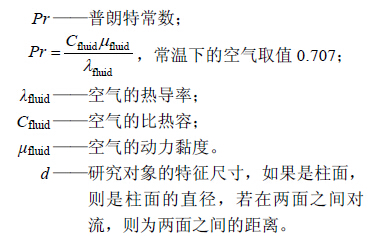
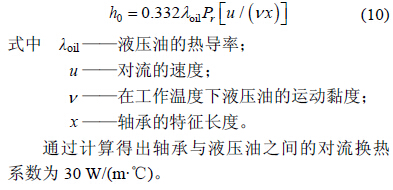
軸承與液壓油之間的對流換熱系數(shù)h0,通常采用經(jīng)驗公式計算
4 、機床的溫度場分布和結(jié)構(gòu)優(yōu)化
由于機床的熱變形誤差是影響超精密機床精度的重要原因,因此對整個機床(包括主軸與床身)的熱特性分析對機床精度的保證至關(guān)重要,是超精密機床設(shè)計者必須要考慮的關(guān)鍵性因素。所以在機床的前期設(shè)計階段較準確地計算出機床的溫度場分布以及熱變形并對其進行優(yōu)化設(shè)計,進而對多種方案進行比較,選定最優(yōu)方案,是實現(xiàn)機床低成本、高質(zhì)量設(shè)計的一種手段。
4.1 主軸的溫度場分布和結(jié)構(gòu)優(yōu)化
將主軸三維圖進行簡化之后,導(dǎo)入ANSYS 進行材料屬性設(shè)置、網(wǎng)格劃分、邊界條件以及熱載荷施加,最后計算出主軸的溫度場分布。本文所采用的主軸材料參數(shù)見表1。
表1 主軸材料的參數(shù)
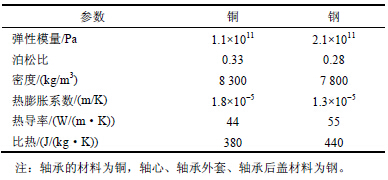
由于主軸是個軸對稱模型,為了簡便計算,選取四分之一模型進行建模計算。由式(1)得到電動機的熱生產(chǎn)率為535 697 W/m3。將水、空氣等所有物體的初始溫度設(shè)定為20 ℃。以下分別對不同情況下的主軸進行分析。
(1) 磨床主軸選用液體靜壓軸承,通過外部液壓站供給一定壓力的冷卻液壓油,使主軸與軸承之間建立靜壓油膜,冷卻油能夠帶走軸承與軸之間相對運動產(chǎn)生的熱量,并且由于油膜存在,軸承與軸之間的摩擦阻力很小,與電動機的發(fā)熱相比很小,因此在分析計算中可以忽略。利用ANSYS 軟件對有無液壓油的情況進行分析,電動機冷卻水的換熱系數(shù)取為700 W /(m ·℃),考慮到液壓站冷卻能力,軸承和軸間空隙的液壓油溫度為21 ℃。
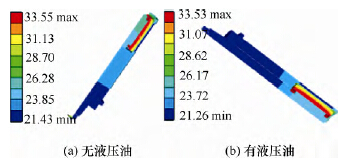
圖4 有無液壓油條件下主軸溫度分布(℃)
從圖4 可以看出,主軸在無液壓油時的最高溫度為33.55 ℃,最低溫度為21.43 ℃;而通入冷卻液壓油之后,最高溫度為33.53 ℃,最低溫度為21.26 ℃。兩者的最高溫度和最低溫度幾何是一致的,但是在主軸軸端部分的溫度分布卻不盡相同。有液壓油時電動機產(chǎn)生的熱量較難傳導(dǎo)主軸前端,而主軸前端作為刀具安裝部分,對誤差敏感較大,因此使用靜壓主軸能夠減小熱誤差的影響。
(2) 一般主軸電動機安裝在主軸內(nèi)部,由于安裝環(huán)境較為封閉,電動機產(chǎn)生的熱量是導(dǎo)致軸溫升的重要原因,主軸與電動機接觸面積的不同會對軸心溫升產(chǎn)生很大的影響。因此針對不同電動機的安裝接觸面積進行了溫度場分析。圖5a、5b 分別是安裝接觸面積大和安裝接觸面積小時的主軸溫度分布圖。施加的邊界條件為未加液壓油,電動機的熱生產(chǎn)率為535 679 W/m3,冷卻水的換熱系數(shù)仍為700W /(m ·℃)。
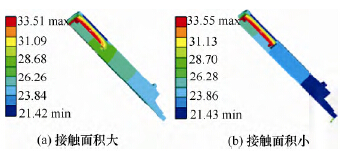
圖5 安裝接觸面積不同的主軸溫度分布(℃)
從圖5 可以看出,安裝接觸面積的大小主要影響軸承整體的前端溫度分布。安裝面積大時,安裝砂輪部位的溫度達到了24.44 ℃,安裝面積小時,軸端只有21.5 ℃。因此,該主軸電動機安裝所設(shè)計的安裝方式是較為合理的。
(3) 實際上電動機冷卻槽設(shè)計為螺旋形,不是以上假設(shè)的連續(xù)水層,如圖6 所示。因此,對更接近實際情況的主軸模型進行溫度場分析,結(jié)果如圖7 所示,液壓油與空氣溫度以及電動機的熱生成率同上。
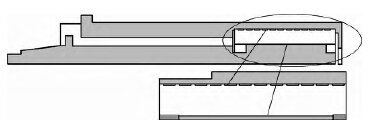
圖6 螺旋形冷卻槽圖
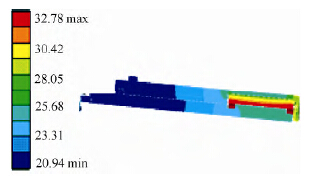
圖7 螺旋形水槽的主軸溫度場分布(℃)
從圖7 可以看出,軸心的末端為主軸溫升最小處,溫度為20.94 ℃,靠近電動機一端的軸心溫度為25.04 ℃。
由以上主軸的溫度場分布可以看出主軸尾端是溫升最大的地方,因此在設(shè)計主軸箱時,為了加大散熱,將主軸尾端處于敞開狀態(tài),不將其包圍在主軸箱之中。主軸發(fā)熱較大,可以使主軸與主軸箱之間留有縫隙,如圖8 所示,在此處通過空氣對流散熱,減小主軸傳遞給主軸箱的熱量。
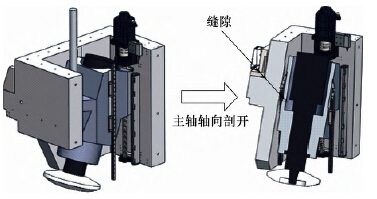
圖8 主軸與主軸箱間的縫隙
綜上,在主軸結(jié)構(gòu)方面可以通過以下三方面來進行優(yōu)化以減小熱源對主軸的影響,從而提高機床的精度。采用電動機后置式結(jié)構(gòu),使得電動機熱源遠離主軸前端,減小其對軸端的影響,并有利于冷卻散熱系統(tǒng)的設(shè)計;電動機運轉(zhuǎn)會產(chǎn)生大量的熱量,因此增加電動機循環(huán)水冷系統(tǒng),冷卻水將帶走絕大部分熱量,使得電動機本身的溫升降低;主軸外殼
的溫升主要是通過電動機定子與主軸外殼的熱傳導(dǎo)產(chǎn)生的,因此有必要在設(shè)計中減小電動機定子與主軸外殼的接觸面積,有效減小主軸電動機對主軸的影響。
4.2 溜板箱和床身的溫度場分析和結(jié)構(gòu)優(yōu)化
超精密光學(xué)磨床采用高度對稱性結(jié)構(gòu)設(shè)計,有效地減小由于熱分布不均勻引起的扭曲變形。z 軸采用平衡氣缸,可以有效減小電動機負載,從而減小其功率和發(fā)熱量。機床整體置于機床罩內(nèi),運行過程中將嚴格控制環(huán)境及加工溫度,減小熱誤差。根據(jù)程強等[15]的分析,機床的z 軸運動部件直線度、平行度以及繞z 軸的轉(zhuǎn)角誤差對總的空間幾何誤差
E 產(chǎn)生的影響較大。在受熱時,由于z 軸導(dǎo)軌較細,本身比x、y 導(dǎo)軌剛性差,也會產(chǎn)生較大的熱誤差。因此,在機床的精度設(shè)計時應(yīng)重點控制這幾個誤差的值。
由于直線電動機驅(qū)動時會產(chǎn)生大量的熱,因此選擇了帶有水冷系統(tǒng)的電動機,圖9a 為采用的西門子直線電動機的組成及冷卻系統(tǒng)裝置。直線電動機本身還具有二級水冷裝置,冷卻液采用比熱大的恒溫水。電動機主冷卻一般帶走85%~90%的熱量,精密冷卻裝置是為了阻止電動機的溫升帶到工作臺上,一般可以帶走2%以上的熱量,電動機動子的熱量可以通過空氣傳導(dǎo)以及熱輻射傳給定子,定子本身也會產(chǎn)生少量的熱,定子冷卻采用輸入管道的方式,將管道排布在次級周圍進行冷卻,可以帶走5%~8%的熱量,電動機的冷卻層示意圖如圖9b所示。
根據(jù)冷卻層結(jié)構(gòu)進行有限元建模,電動機動子和定子之間的空氣的初始溫度為20 ℃,冷卻水的換熱系數(shù)為700 W/(m·℃),增大冷卻水的流速,設(shè)冷卻水的換熱系數(shù)為1 200 W/(m·℃),床身和溜板箱材料的參數(shù)見表2。兩種情況下的溜板箱溫度分布圖見圖10。
由圖10a 可以看出,z 軸直線導(dǎo)軌安裝處的溫升為20.18 ℃,y 軸安裝滑塊處為20.4 ℃左右。從圖10b 看出,通過控制水冷條件,如加大水流速度,可以增加冷卻水的對流換熱系數(shù),此時直線電動機的發(fā)熱對周圍機械設(shè)備的影響更小,z 軸直線導(dǎo)軌安裝處的溫升為20.062 ℃,y 軸安裝滑塊處為20.169 ℃左右。
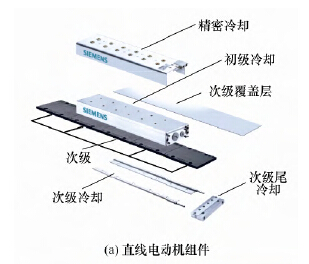
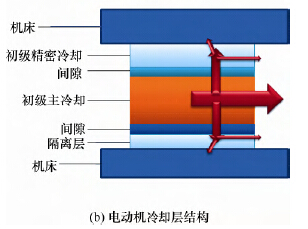
圖9 直線電動機冷卻裝置
表2 床身、溜板箱材料的參數(shù)
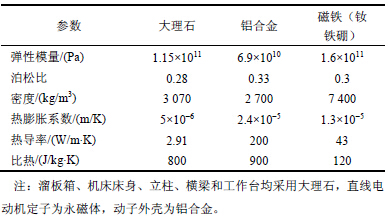
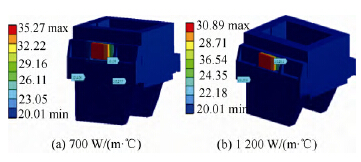
圖10 不同換熱系數(shù)下溜板箱溫度分布(℃)
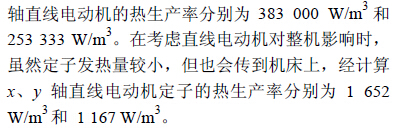
考慮直線電動機對整機影響時,雖然電動機定子發(fā)熱量較小,但也會傳到機床上。x、y 軸直線電動機定子的熱生產(chǎn)率分別為1 652 W/m3 和1 167W/m3,圖11 是水冷條件下進行的有限元分析,得到溫度場分布,冷卻水的換熱系數(shù)為700 W/(m·℃),由圖11 可以看出直線電動機是溫升最大的地方,對溜板箱和機床導(dǎo)軌產(chǎn)生很大的影響,因此如何減小此處的熱誤差是機床設(shè)計要考慮的重點問題之一,除了結(jié)構(gòu)上優(yōu)化之外,還需要從其他角度進一步考慮。
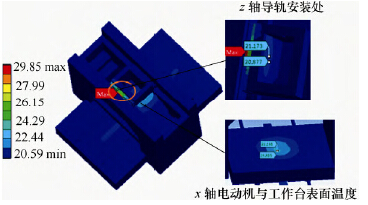
圖11 床身的溫度分布(℃)
由超精密光學(xué)磨床溜板箱和床身熱分析的結(jié)果可以看出直線電動機發(fā)熱對機床結(jié)構(gòu)具有明顯影響,因此需要進一步減小直線電動機對機床傳遞的熱量。而直線電動機與機床移動件之間通過連接件連成一體,熱量主要以熱傳導(dǎo)形式進行傳遞。傳統(tǒng)的連接件大面積與機床構(gòu)件接觸,熱量傳遞大,因此本文采用了圖12b 中所示的結(jié)構(gòu)(其安裝圖見圖13),電動機連接件設(shè)計多個凹槽,減小接觸面積,并通過空氣層增強熱量散發(fā)。
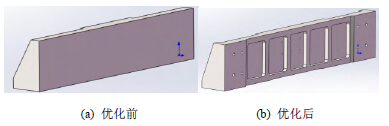
圖12 電動機與溜板箱的連接件
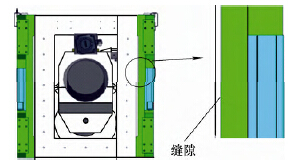
圖13 連接件(圖12b)安裝圖
經(jīng)過熱分析,可以看到此結(jié)構(gòu)能夠改變直線電動機傳遞到溜板箱的熱分布,使熱量轉(zhuǎn)移到對機床精度影響不大的區(qū)域,從圖14 和圖15 可以看出溜板箱中間安裝導(dǎo)軌部分從26 ℃左右減小到21 ℃左右,減小了導(dǎo)軌的熱變形。
機床采用的西門子直線電動機冷卻水水溫不高于35 ℃,在此溫度范圍內(nèi)對機床z 軸導(dǎo)軌進行變形分析,圖16 選取幾個典型的供水溫度,從上到下分別是35 ℃、25 ℃和20 ℃,得到結(jié)構(gòu)優(yōu)化前后溜板箱的溫度分布和z 軸導(dǎo)軌的熱變形。
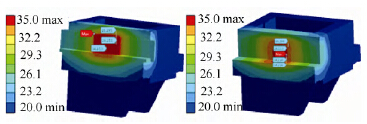
圖14 連接件(圖12a)對應(yīng)的溜板箱的溫度場分布(℃)
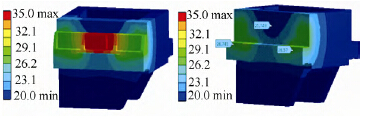
圖15 連接件(圖12b)對應(yīng)的溜板箱的溫度場分布(℃)
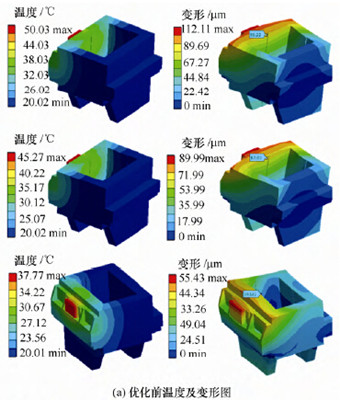
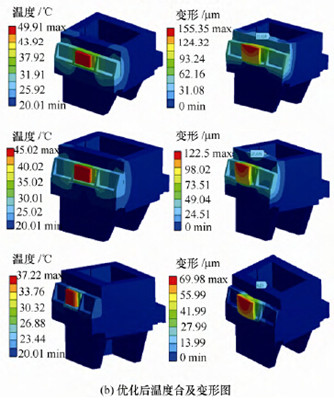
圖16 溜板箱溫度分布及z 軸導(dǎo)軌最大變形
從圖16 中可以看到,優(yōu)化前直線電動機發(fā)熱對溜板箱和z 軸導(dǎo)軌影響范圍較大,甚至影響到溜板箱另一側(cè),此時對應(yīng)35 ℃、25 ℃、20 ℃水溫導(dǎo)軌最大變形分別為86.22 μm,67.93 μm,39.54μm;結(jié)構(gòu)優(yōu)化之后,直線電動機發(fā)熱對溜板箱和z軸導(dǎo)軌明顯減小,對應(yīng)35 ℃、25 ℃、20 ℃水溫導(dǎo)軌最大變形分別為31.824 μm,21.335 μm,4.03
μm。機床熱剛度[1]是表征機床熱學(xué)特性的特征量,用來表示機床抵抗熱變形的能力
優(yōu)化后的熱剛度Kb 與原機床的熱剛度Ka 相比有了較大的提高,因此優(yōu)化后的結(jié)構(gòu)能夠減小z 軸導(dǎo)軌的直線度和平行度誤差,降低加工方向的熱敏感性,提高加工熱穩(wěn)定性。
5 、結(jié)論
(1) 通過熱力學(xué)理論,從微觀角度解釋了機床熱傳導(dǎo)機理,采用自由電子氣模型以及Debye 模型計算出了主軸材料導(dǎo)熱率為55 W/(m·K)、44W/(m·K),溜板箱和床身材料的導(dǎo)熱率為2.91W/(m·K),與試驗測得的結(jié)果相比誤差不大。
(2) 利用ANSYS 等有限元分析軟件分析了磨床主軸系統(tǒng)溫度場分布,進而優(yōu)化了主軸結(jié)構(gòu)及電動機布局。采用電動機后置方式增加熱傳遞距離;設(shè)計熱隔離縫隙,減小其與主軸外殼接觸面積,從而減小傳遞到軸端的熱量;利用靜壓軸承和電動機水冷系統(tǒng),通過外部冷卻系統(tǒng)轉(zhuǎn)移熱量,降低主軸的溫升。
(3) 分析了機床床身溫度分布,采取少軸結(jié)構(gòu)設(shè)計、對稱性設(shè)計、熱隔離設(shè)計、水冷卻系統(tǒng)設(shè)計及靜壓導(dǎo)軌設(shè)計,從熱源、熱傳播等方面有效減小了機床熱誤差的產(chǎn)生。
本文為超精密機床的熱誤差避免的設(shè)計提供了理論基礎(chǔ),并提出了相應(yīng)的結(jié)構(gòu)優(yōu)化原則:盡量采用對稱式結(jié)構(gòu)設(shè)計,例如雙橫梁設(shè)計、雙電動機驅(qū)動等,避免熱傳播的不均勻?qū)е碌臋C床零件扭曲變形;減少熱源,如采用少軸結(jié)構(gòu)減少電動機數(shù)量等,從根本上減小熱誤差的源頭;采用循環(huán)冷卻系統(tǒng),如采用靜壓導(dǎo)軌,通過液壓油循環(huán)冷卻系統(tǒng),盡量使導(dǎo)軌保持恒溫;電動機采用水冷系統(tǒng),帶走電動機熱量;機床結(jié)構(gòu)盡量采用同一材料,避免由于不同材料的熱膨脹系數(shù)不同導(dǎo)致的熱變形和熱應(yīng)力,而且不同材料接觸熱阻會增,從而會導(dǎo)致熱誤差的增大。另外,還應(yīng)該使得超精密光學(xué)磨床的工作環(huán)境溫度保持恒定,避免環(huán)境對機床進行反熱對流,導(dǎo)致機床溫度升高。最終得到一種熱力學(xué)性能較好的機床整機結(jié)構(gòu)和零部件布局。但是,由于超精密機床結(jié)構(gòu)的復(fù)雜性及環(huán)境的多變性,很難完全通過理論推導(dǎo)獲取通用的準確模型及參數(shù)。在機床運行過程中,仍需要采用相應(yīng)的檢測及補償措施,進一步減小熱誤差,提高機床的加工精度。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況