


斜頭架曲軸磨床圓角輪廓補償方法及實現
2015-9-23 來源:數控機床市場網 作者:湖北汽車工業學院 羅敏 陳凌云 陳志楚
摘要: 曲軸過渡圓角是產生疲勞破壞的主要部位。理想的曲軸圓角形狀可以降低曲軸圓角的應力峰值,改善應力分布狀況,提高曲軸工作的可靠性。曲軸前端端面、外圓以及過渡圓角采用斜頭架磨床成型磨削。由于滾輪的形狀誤差等因素,圓角采用 90°圓弧插補,不能保證其輪廓誤差。文章采用 9段圓弧逼近 90°圓角輪廓,建立圓角輪廓誤差補償模型,設計相應補償用宏程序,實施圓角輪廓誤差補償。經實際應用表明,圓角輪廓誤差控制取得了滿意的效果。該方法可以推廣應用于金剛碟或金剛筆插補修砂輪圓角 R 的補償。
關鍵詞: 曲軸磨床;誤差補償;宏程序
0 引言
曲軸是發動機中最重要的零件之一,承受周期性變化的力和力矩,曲軸破壞的統計分析表明,80% 左右是由彎曲疲勞產生的,曲軸過渡圓角是產生疲勞破壞的主要部位。理想的曲軸圓角形狀可以降低曲軸圓角的應力峰值,改善應力分布狀況,提高曲軸工作的可靠性。研究表明:圓角應力峰值與圓角半徑有關系,圓角半徑 R 增大,圓角應力峰值降低,當 R增大到一定值時,再增加 R值,應力的降低不很明顯,反而會使軸頸承載面積減小,對軸頸工作不利, 所以曲軸圓角又不宜過大。眾多研究從設計分析的角度探討了圓角形狀的優化,而較少從制造角度研究如何保證圓角輪廓精度。
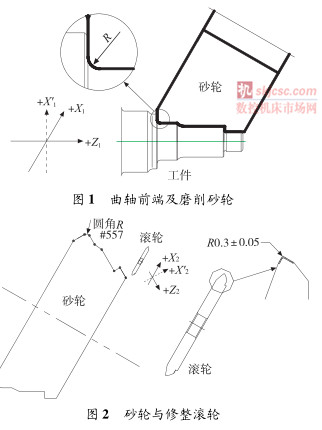
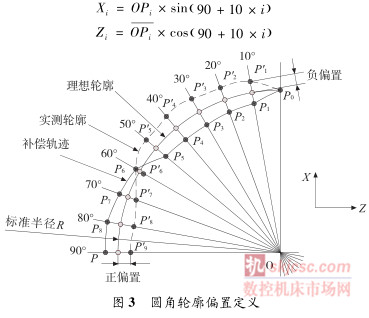
曲軸一般由主軸頸、連桿軸頸、曲柄、平衡塊、前端和后端等組成。東風某發動機有限公司 4 缸曲軸前端端面外圓采用斜頭架磨床成型磨削,如圖 1 所示。端面與外圓過渡聯接為90°圓角 R,半徑3.5 ±0.2。砂輪修整用金剛滾輪為一碟形滾輪,形狀如圖 2 所示,要求其尖角 R0.3 ±005在實際加工過程中,由于滾輪的形狀誤差等因素, R3.5 圓角采用 90°圓弧插補,不能保證其輪廓誤差在 ± 0.2 以內。為此,考慮建立圓角輪廓誤差補償模型,設計相應補償用宏程序,進而提高圓角輪廓精度。
nb該斜頭架磨床控制系統為雙路徑 FANUC- 0i- TD數控系統,第 1 路徑磨削通道,機床坐標軸為 X1軸和Z1軸,其中 X1軸是傾斜軸,編程時考慮與 Z1軸正交的假象軸 X1'軸。第 2 路徑磨削通道,機床坐標軸為X2軸和 Z2軸,其中 X2軸是傾斜軸,編程時考慮與 Z2軸正交的假象軸 X2'軸。
2 圓角輪廓補償數學建模
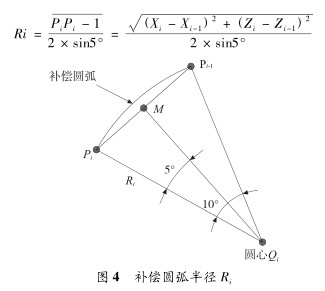
如圖 3 所示,將 90°圓角按 10°的間隔等分,P1' ~P9'是實測的輪廓點,如果其半徑值 > 標準半徑值,則定義為負偏置;如果其半徑值 < 標準半徑值,則定義為正偏置。Pi'點補償偏置定義如下:補償偏置 ΔRi= 標準半徑 R - OPi'P1~ P9是實施圓角輪廓后的輪廓點。 OPi的長度計算如下:
OPi= 標準半徑值 R + 補償偏置 ΔRi以圓心 O 為坐標原點, Pi點(i =1 ~9)的 X 坐標和 Z 坐標計算如下:
90°圓角補償軌跡由9 段補償圓弧 Pi-1P)i構成,每段圓弧夾角10°,如圖4 所示,M 點是弦 PiPi-1的中點,Qi是補償圓弧的圓心,QM ⊥ PiPi-1,已知 Pi點坐標為(Xi,Zi),Pi -1點坐標為(Xi -1,Zi -1),則補償圓弧半徑 Ri計算如下:
3 圓角輪廓補償宏程序設計
(1)宏變量定義及宏程序框圖
#557:標準圓角半徑
#601 ~ #609:補償偏置 ΔRi(i =1 ~9)
#701 ~ #709:補償圓弧半徑 Ri(i =1 ~9)
#710 ~ #719:P0~ P9點 Z 坐標
#720 ~ #729:P0~ P9點 X 坐標
圓角輪廓補償宏程序 O8100 框圖如圖 5 所示。
主要包括 3 個部分:①計算 P0~ P9點 Z 坐標和 X坐標;②9 次調用宏程序 O9010,分別計算 9 段補償圓弧的半徑 Ri;③9 段圓弧插補完成 90°圓角輪廓補償。
O8100 的調用格式:G65 P8100 F_;其中 F 為圓弧插補速度。
O9010 的調用格式:G65 P9010 I_ J_ I_ J_;其中第1 組 I_ J_為 Pi -1點的 Z、X 坐標,第2 組 I_ J_為 Pi點的Z、X 坐標。在 O9010 程序中計算得到的補償圓弧半徑存放在公共變量#700,該值在O8100 中, 依次再賦值給#701 ~ #709。

(2)宏程序 O8100
N10 #710 = #557* COS[ 90] ;P0點 Z 坐標
N20 #720 = #557* SIN[ 90] ;P0點 X 坐標
N30 #33 =1;
N40 WHILE[ #33 LE 9]DO1;
N50 #[ 710 + #33]=[ #557 + #[ 600 + #33] ]* COS[ 90 +
10* #33] ; Pi點 Z 坐標( i =1 ~9)
N60 #[ 720 + #33]=[ #557 + #[ 600 + #33] ]* SIN[ 90+
#33]; Pi點 X 坐標( i =1 ~9)
N70 #33 = #33 +1;
N80 END1;
N90 #32 =1;
N100 WHILE[ #32 LE 9]DO1;
N110 G65 P9010 I#[ 709 + #32]J#[ 719 + #32]I#[ 710 + #
32]J#[ 720 + #32] ;
N120 #[ 700 + #32]= #700;補償圓弧半徑 Ri
N130 #32 = #32 +1;
N140 END1;
N150 #31 =1;
N160 WHILE[ #31 LE 9]DO1;
N170 G03 U[ 2* [ #[ 720 + #31]- #[ 719 + #31] ] ]W[#
[ 710 + #31]- #[ 709 + #31] ]R#[ 700 + #31]F#9;
N180 #31 = #31 +1;
N190 END1;
N200 M99;
(3)宏程序 O9010
N10 #33 = #4 - #7;
N20 #32 = #5 - #8;
N30 #31 = SQRT[ #33* #33 + #32* #32]/2;
N40 #700 = #31/SIN[ 5];補償圓弧半徑 Ri
N50 M99;
4 圓角輪廓補償人機交互界面
應用 FANUC PICTURE 軟件開發如圖 6 所示的圓角輪廓補償人機交互界面。在輸入緩沖區輸入的數值,按“輸入” 鍵, 以絕對值方式輸入至 10°~ 90°角度的補償值;按“+ 輸入” ,以增量值方式輸入至 10° ~90°角度的補償值 。“清除” 和 “回退” 是對緩沖區輸入數值的操作。此處輸入的10°~90°角度的補償值分別在后臺送給宏變量#601~#609。
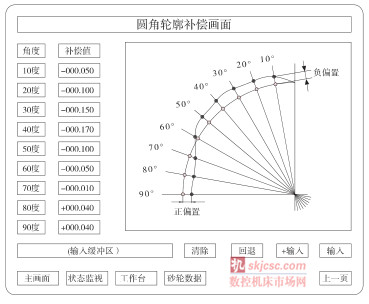
圖 6 圓角輪廓補償人機交互界面
5 圓角輪廓誤差補償效果
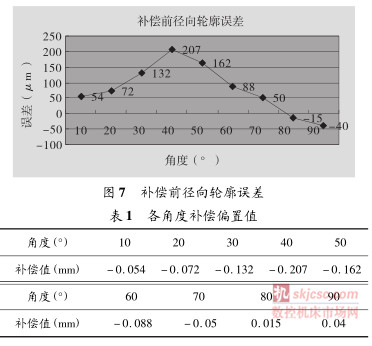
在未加圓角輪廓補償時,加工 1 根曲軸,在三坐標檢測儀上檢出圓角輪廓誤差如圖 7 所示。從圖中可看出,最大輪廓誤差達到 0.207mm,已經超過公差允許范圍。利用圖 7 的誤差數據實施圓角輪廓補償,各角度補償偏置如表 1 所示。圓角輪廓誤差補償實施后,
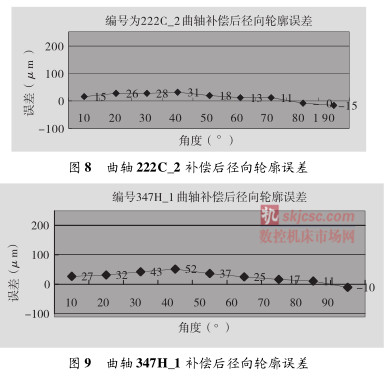
抽取了 2 根曲軸加工送檢,經三坐標檢測,圓角輪廓誤差分別如圖 8 和圖 9 所示。其中編號為 222C_2 曲軸圓角徑向輪廓最大誤差 0.031mm,編號為 347H_1 曲軸圓角徑向輪廓最大誤差 0.052mm,均滿足工藝要求。
6 結論
本文采用的9 段圓弧逼近90°圓角輪廓,對曲軸前端端面外圓過渡圓角的徑向輪廓誤差實施補償,在東風某發動機有限公司現生產實際使用已達2年,取得了滿意的效果,較好地解決了斜頭架磨床修整滾輪金剛碟形狀不規則或磨損等原因引起的曲軸圓角 R 誤差。該方法可以推廣應用于金剛碟或金剛筆插補修砂輪圓角R的補償,在具體應用時可根據實際情況,適當調整圓弧逼近的段數。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

