


摘要:針對MQ6025A 磨床工作臺在自動控制方面只能進行液壓升降,或是手動操作,面對打磨大量零件時效率過低且打磨精度差。為了解決不足,達到節能降耗,提高加工效率和精度,對MQ6025A 萬能工具磨床的智能控制迫在眉睫。
近年來,MQ6025A 萬能工具磨床由于功能強大被廣泛用于打磨各種工具,但是在自動控制方面只能進行液壓控制,或是手動操作,導致打磨精度差。在自動化高速發展的今天,萬能工具磨床的非自動化缺點在面對打磨大量零件時效率過低、精度難以提高。為了解決不足,達到節能降耗,提高加工效率和精度,對MQ6025A 萬能工具磨床的自動控制迫在
眉睫。在分析了磨床工作的原理后,根據打磨工藝,本文提出對萬能工具磨床橫移系統自動控制采用PLC 手段進行改造,在精度提高方面采用智能控制手段進行改造。
1 、改造方法分析選擇
經典的控制理論分析十分依賴精確地數學模型,而磨床的數學模型要根據不同工藝分別建立,十分復雜和不精確,所以并不適用磨床改造。傳統控制系統采用繼電接觸器控制系統,不僅觸點多而且接線復雜,經常出現故障,可靠性較差,不利于維修。隨著PLC 技術的完善,“軟繼電器”逐步替代了傳統的繼電器,因此本文采用三菱的FX2N 系列的PLC 可編程控制器對萬能工具磨床的橫移系統進行自動控制的設計改造,提高效率,降低能耗。在智能控制手段中,神經網絡控制雖然具有自學習、自適應的特點,但依賴被控對象數學模型,其他智能控制結合手段又過于復雜,模糊控制具有不依賴被控對象數學模型,只需要根據工藝控制過程寫出規則,通過語言來控制。本文為了避免模糊子區間的劃分,選擇直接模糊控制進一步控制誤差,提高精度。
2 、PLC 技術及仿真
可編程序邏輯控制器(PLC)是一種通用工業自動控制裝置,具有通用性強、靈活性好、接線簡單、可靠性高及功能強大等特點 。其使用的梯形圖語言以圖形符號來表示控制關系;指令語句表編程語言使用與匯編語言類似的助記符語言并與梯形圖有嚴格的對應關系;順序功能圖編程語言可以將一個完整的控制過程分為若干階段,按照不同時間各階段不同的動作,滿足轉換條件就實現階段轉移。本文將基于上述編程方法對MQ6025A 萬能工具磨床的橫移系統進行PLC 自動控制改造。
2.1 磨床改造設計思路
根據磨床打磨工藝,PLC 控制磨床的橫向自動控制,主要是對被打磨對象的自動控制,在原有的萬能工具磨床進行創造性的設計,在保留原有生產工藝過程基礎上,在打滑道上增加限位開關,通過PLC程序控制,具有較高的穩定性和可靠性,較強的實時處理能力,使用簡單維護方便。程序的編成充分考慮操作指令和現場信號,整個操作變得比較簡單,被控對象左右橫向移動達到自動控制,在原有磨床的基礎上達到萬能工具磨床的自動控制。
2.2 磨床控制的過程
梯形圖里面使用的不是真實的物理繼電器,而是一些存儲單元即編程元件,用觸電的開閉和線圈的狀態來表示控制過程[2]。磨床的左右移動是由手動二位四通換向閥操作的,PLC 的軟件設計是將磨床的打磨零件的工藝轉換為編程符號,根據原繼電接觸器控制圖和PLC 外部接線圖編寫出程序梯形圖,將實際的操作過程轉變為程序語言。具體打磨橫向移動過程如下:
(1)旋轉控制磨床左右移動的搖把,當搖把順時針旋轉時被打磨零件右移;
(2)旋轉控制磨床左右移動的搖把,當搖把逆時針旋轉時被打磨零件左移;
(3)打磨不同零件需要橫向移動時,用搖把來控制時間。
2.3 磨床控制的順序功能圖及梯形圖設計
根據控制規則以及編程規則 ,磨床控制的順序功能圖如圖1 所示,磨床控制的梯形圖如圖2 所示。
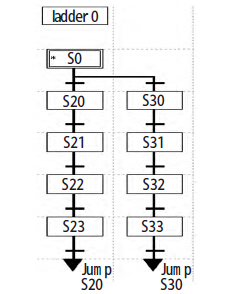
圖1 磨床控制順序功能圖
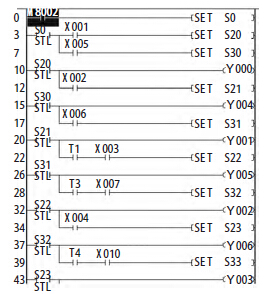
圖2 磨床控制梯形圖
3 、模糊控制及仿真
模糊控制是對以往專家工作的總結,利用大量的先驗知識,建立模糊的、推理的邏輯的知識庫和控制規則 。
3.1 模糊調節器設計
輸入為橫移位置偏移量,輸出PLC 控制的調節量,用于調節磨床的橫移。通過模糊措施,檢測橫移位置,當偏移量超過允許偏差時,控制器對其進行校正,提高精度,并且避免系統建模的困難。磨床橫移模糊控制框圖如圖3 所示。

圖3 磨床橫移模糊控制
圖3 中L 是工件位置距離,E 是模糊化后的位置偏移量,Ee 是位置偏移量的變化量,U 是調節量。模糊子集如果選的過多,控制精度較好,但是計算量大實時性較差,模糊子集選的少,控制精度就得不到保證[5],因此本方案中模糊子集選擇7、5、7 個,既保證了控制精度問題,又使計算量不會過多,實時性得到保證。模糊變量的模糊化子集如下:
偏移量:{NB,NM,NS,0,PS,PM,PB};
偏移變化量:{NM,NS,0,PS,PM};
調節量:{NB,NM,NS,0,PS,PM,PB}。
3.2 模糊規則確定
根據專家經驗得知電弧弧長和電弧電流是成反比的關系,總結專家經驗得出模糊規則如下:
IF EisNM AND EcisNM THEN UisPM
IF EisNS AND EcisNS THEN UisPS
IF EisZ AND EcisZ THEN UisZ
……
IF EisPS AND EcisPM THEN UisZ
IF EisPB AND EcisPS THEN UisNB
根據專家經驗編寫出一共35 條規則,按照以上規則進行控制,合理調整參數,可以磨床橫移自動控制系統達到進一步精確控制。
3.3 仿真驗證
根據編寫出的解耦規則在Simulink 中進行仿真,仿真框圖如圖4 所示,仿真結果如圖5 所示。
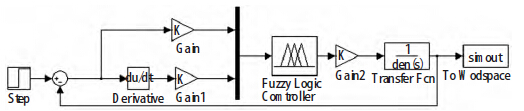
圖4 Simulink 控制仿真框圖
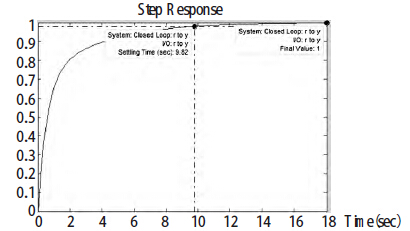
圖5 仿真波形圖
4 、結束語
通過采用PLC 技術和模糊智能控制手段對MQ6025A 萬能工具磨床自動控制改造,具有操作簡單,控制過程不依賴與人工操作和不依賴磨床數學模型的特點,在面對大量打磨零件時可以提高效率、精度和降低能耗。未來將對其進行實物化,進一步使企業生產更加合理化,保證零件加工精度和產品質量穩定,提高了生產效率,從而提高加工的可靠性和經濟效益。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

