


超大直徑盾構穿越長江上軟下硬地層刀具配置和優化研究與應用
2020-3-19 來源: 中交青島軌道R3線工程項目 中交第一公 作者:張亞果 姚占虎
摘 要: 隨著國內公路、鐵路、城市軌道交通的發展,超大直徑盾構在水下隧道工程的應用越來越廣泛,水下隧道盾構刀盤刀具的合理選型配置一直是施工的難點。文章以南京緯三路過江通道項目為例,介紹了盾構刀具前期設計理念,分析了刀具在高石英含量、上軟下硬地層中非正常磨損的機理,通過對滾刀和主切削刀具型式的優化延長了刀具壽命,減少了水下帶壓換刀的次數,提高了刀具的適應性、耐久性,可為以后類似工程提供經驗借鑒。
關鍵詞 :盾構 刀具 上軟下硬地層 非正常磨損 滾刀 重型撕裂刀
1、 引 言
隨著我國城市化的發展和交通需求量的增長,超大直徑盾構在跨江過海隧道工程中得到廣泛應用。截止2016年6月,國內直徑14 m以上的盾構隧道項目有21例(含在建項目)[1]。盾構應用逐步向直徑更大、埋深更深、距離更長、地質更復雜的方向發展。合理的盾構刀具選型和配置成為工程取得成功至關重要的因素。
近些年來,國內盾構刀具的破巖機理、設計加工等技術研究得到了空前發展。夏毅敏等[2]對盾構刀具破巖過程及切削特征進行了研究;陳 雷[3]對盾構刀具使用材料的處理工藝進行分析;邢慧堂[4]以南京長江隧道工程為例,分析了砂卵石地層條件下,盾構刀具失效的原因,并制定了相應的刀具結構優化的對策,從而實現刀具壽命的最大化;季玉國[5]等對國內多個水下隧道盾構刀具的使用和管理進行分析,提出盾構刀具管理的前期設計、過程使用管理、刀具更換等環節系統管理理念。目前國內超大直徑盾構穿越復合地層的施工案例較少,在該方面刀具的設計、使用研究相對較少,本文以南京緯三路過江通道施工為例,就高石英含量、上軟下硬地層中超大直徑盾構刀具的選型和使用進行系統分析和研究,為以后類似工程施工提供經驗借鑒。
2 、南京緯三路過江通道項目概況
南京市緯三路過江通道是南京城市總體規劃確定的城市重要過江通道之一,是溝通聯系老城中心區、河西新城區和江北新市區的最直接便捷的快速通道。南京市緯三路過江通道工程位于南京長江大橋上游約5 km 處,已建成通車的南京緯七路長江隧道下游約4 km處。S線盾構段長度4.135 km,N線盾構段長度 3.557 km。盾構開挖直徑 15.02 m,施工中承受的最高水壓 0.74 MPa,巖層段石英含量高達65%,江底隧道覆土厚度淺,S 線隧道局部覆土厚度只有0.6倍盾構直徑,一次掘進距離長。盾構掘進需穿越卵石層、泥巖層、砂巖層,同時沿線需穿越樁群和風井,以及潛在孤石、漂木、鐵錨、沉船等不明障礙物。盾構穿越地層如圖1所示。
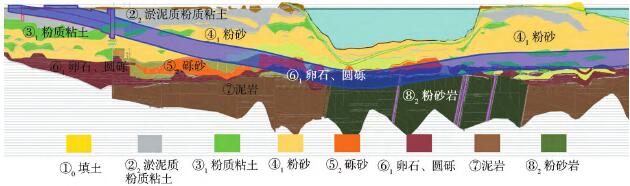
圖1 S線隧道地質縱斷面
3、 盾構刀具設計配置
3.1 盾構刀具設計配置情況
盾構刀盤結構采用輻條+面板形式,刀盤開口率約 25.7%,開挖直徑 15 020 mm,見圖 2。刀盤由 4根滾刀輻條、4 根切削刀輻條及 8 個面板組成,主要配置切削刀和滾刀兩種類型刀具,共 717 把。具體刀具配置及功能如表1所示。
表1 南京緯三路過江通道盾構刀具配置
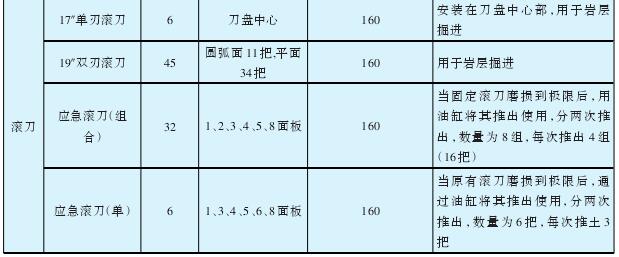
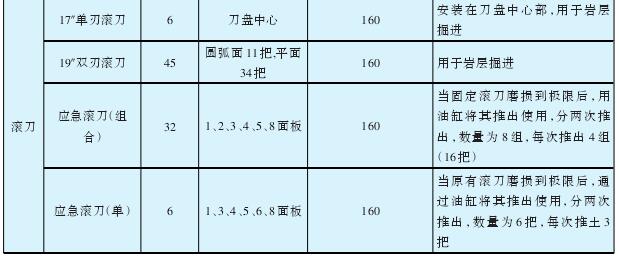
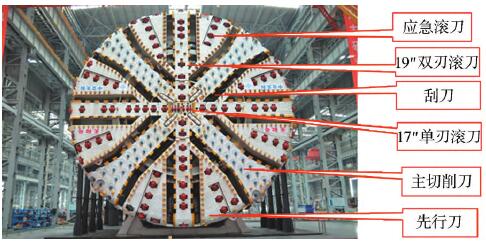
圖2 南京緯三路過江通道盾構刀盤刀具
3.2 盾構刀具配置設計理念
刀具配置設計使用分為3個階段:
(1)第1階段:盾構始發到入巖段掘進。該階段地層主要為淤泥質粘土層、粉質砂層、砂卵石地層。參與土體切削的主要為常壓可更換切削刀和先行刀。兩種刀具高出刀盤200 mm,在盾構始發階段高出滾刀 40 mm,先行刀起到保護滾刀作用。若刀具磨損達到40 mm,在常壓下更換切削刀。
(2)第2階段:上軟下硬巖石段地層掘進。該階段地層主要為砂卵石層、泥巖、粉質砂巖。進入此階段前常壓可更換切削刀退后 100 mm,低于滾刀 60mm,起到保護作用,滾刀參與掘進切削。滾刀出現磨損后,推出應急滾刀,應急滾刀可分兩次推出。
(3)第3階段:巖石段結束至盾構接收段。該階段地層主要為淤泥質粘土層、粉質砂層、砂卵石地層,其中還需穿越梅子洲風井。常壓可更換切削刀推出至高出刀盤200 mm位置掘進切削,滾刀不參與切削。
4 、刀具使用檢查情況及存在問題
4.1 常壓可更換主切削刀具檢查
盾構在進入硬巖以前對主切削刀進行了三次檢查,分別為 315 環、476 環和 572 環。刀具磨損情況具體如下:
(1)315環主切削刀具檢查結果(表2)
表2 315環主切削刀具檢查情況統計
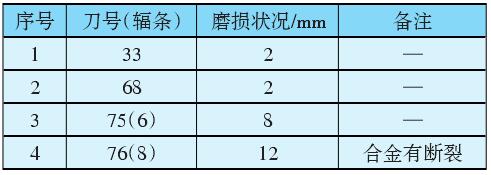
本次檢查選取四把典型位置刀具,分別是刀最外周刀具2把、中部1把、內側1把。該段盾構掘進通過了始發加固段、粘土層和中粗砂地層。根據檢查情況來看,刀盤外側刀具有一定的磨損,內側刀具基本沒有磨損,這說明粘土層和中粗砂對刀具的磨損是很小的。外周刀具有合金崩斷和刀座磨損,這是由于加固段土體強度較高造成的。
(2)476環主切削刀具檢查結果(表3)
表3 476環主切削刀具檢查情況統計
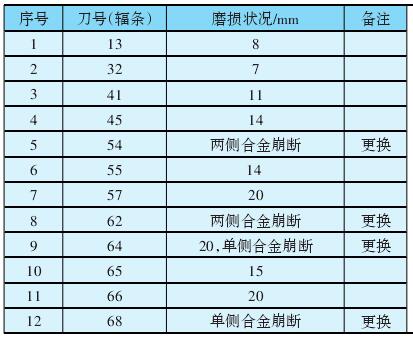
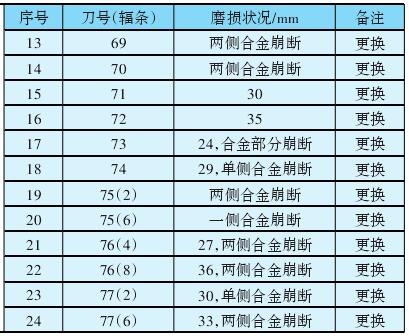
本次共檢查了24把刀具,更換刀具16把。該段盾構掘進通過了中粗砂、礫砂、圓礫卵石地層。根據刀具檢查情況來看,外周的刀具大部分合金崩斷,圓礫卵石地層對刀具非正常磨損影響比較大,刀具合金崩斷占到檢查刀具總數的58%。
(3)572環主切削刀具檢查結果(表4)
表4 572環主切削刀具檢查情況統計


本次共檢查了 22 把刀具。該段盾構掘進通過了中粗砂、礫砂、圓礫卵石、泥巖地層,即將進入粉砂巖地層。根據刀具檢查情況來看,外周的刀具磨損基本在20~30 mm,部分刀具合金斷裂。
4.2 主切削刀具存在的問題
從主切削刀檢查結果分析,刀具的磨損量與設計基本吻合,刀盤外周刀具約掘進200 m更換一次,但在施工中出現了以下突出問題:
(1)刀具因加工工藝原因,部分刀具合金過早脫落或崩斷,造成刀具非正常磨損。
(2)砂卵石地層刀具合金崩斷問題嚴重,特別是刀盤最外周刀具。
(3) 掘進過程中部分刀箱變形,刀具無法更換,出現部分刀具掘進軌跡上無刀具的情況。
4.3 滾刀刀具檢查
在盾構換刀前通過帶壓進艙作業對滾刀進行了三次檢查,分別為 476 環、572 環和 592 環位置。刀具磨損情況具體如下:
(1)476環滾刀檢查情況
通過帶壓進艙作業,對 1#條幅的 1、2、3 號刀具進行了檢查。具體情況見表5。從檢查結果分析看:在 476 環前地質主要為淤泥質粘土、中粗砂、卵石及圓礫地層,最外周滾刀雖
未參與掘進,但在卵石及圓礫地層中磨損較嚴重(圖3~圖5)。
表5 476環滾刀檢查情況統計


圖3 1#-1滾刀磨損

圖4 1#-2滾刀磨損
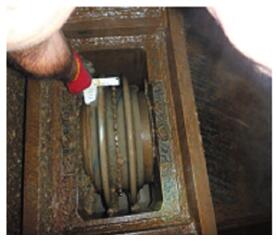
圖5 1#-3滾刀情況
(2)572環刀具檢查情況
通過帶壓進艙作業,對3#條幅的1~4號刀具進行了檢查。具體情況見表6。
表6 572環滾刀檢查情況統計
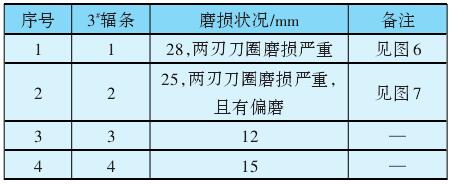
從檢查結果分析看:盾構在推進到570環時,推進參數發生了較大變化,推進扭矩上升,推進速度急劇下降,說明盾構掘進已經進入粉砂巖地層。從476 環到 572 環,泥巖地層會造成刀箱堵死,加之滾刀啟動扭矩較大,出現刀具偏磨問題(圖 6、圖 7)。經過長距離的砂卵石、泥巖等復合地層掘進,外周滾刀的磨損較為嚴重,但因該地層較差,進行長時間帶壓開艙作業風險大,因此此次檢查未換刀,推出備用滾刀繼續掘進。

圖6 3#-1滾刀磨損

圖7 3#-2滾刀磨損
(3)592環刀具檢查情況通過帶壓進艙作業,對7#條幅的1~9號刀具進行了檢查。具體情況見表7。
表7 592環滾刀檢查情況統計

從檢查結果分析看:盾構從 572 環到 592 環,掘進40 m,地層為3~6 m的粉砂巖、9~12 m的砂卵石地層。粉砂巖最大抗壓強度為 128 MPa,石英含量高達65%,刀具嚴重磨損的主要原因如下:
① 在上土下巖地層,刀盤在軟硬不均位置產生的彈性變形造成對滾刀的沖擊碰撞,是外周 3 把滾刀刀圈斷裂主要原因(圖 8~圖 10);其次初裝滾刀采用的是刃體分離式刀具,刀圈材料在該地層的不適應性是刀圈斷裂的另一原因。
② 7#-5滾刀雙刃斷裂是由于與脫落的先行刀、刀圈、卵石等發生碰撞,造成刀具的二次磨損而斷裂。
③ 由于刀箱的自身設計原因,在高溫高壓狀態下,刀箱極易堵塞結泥餅,致使部分刀具產生偏磨問題。
5 、刀具結構設計優化

圖8 7#-2滾刀磨損

圖9 7#-3滾刀磨損

圖10 7#-5滾刀磨損
通過以上刀具檢查分析可知,在南京緯三路過江通道上軟下硬地層,盾構初裝滾刀中的外周滾刀掘進長度為 30~40 m。該段地層長度約 600 m,若采用初裝滾刀繼續掘進,需要換刀 15~20 次,將對成本和進度影響較大,因此必須優化調整滾刀原設計結構。
5.1 滾刀非正常磨損原因分析
(1)在復合地層軟硬不均交界面,刀盤轉動產生的沖擊力致使部分刀圈崩刃或斷刃。
(2)在掘進過程中硬質異物造成二次磨損。
(3)實際地質性質超過了初裝滾刀的適用切削范圍。
5.2 第一次滾刀優化方案
滾刀型式由分體式雙刃滾刀優化為一體式雙刃尖齒滾刀,見圖11。
(1)刀圈硬度HRc55~57;刀刃間距為90 mm。
(2)刀齒嵌入刀刃的深度為35 mm±2 mm。
(3)刃上刀齒之間的耐磨堆焊層厚度為3 mm±0.2 mm。
(4)刀齒材料為碳化鎢硬質合金。

圖11 一體式雙刃尖齒滾刀
一體式雙刃尖齒滾刀在試掘進的過程解決了分體式刀圈崩刃和斷刃的問題,但也出現以下問題(圖12):
(1)因刀圈耐磨堆焊厚度較小,部分刀圈磨損嚴重,合金齒松動脫落。
(2)在軟硬不均地層掘進中,合金齒齒尖受力不均,易出現斷齒或松動。
(3)刀齒嵌入深度不夠。

圖12 一體式雙刃尖齒滾刀非正常磨損
5.3 第二次滾刀優化方案
根據以上存在的問題,對滾刀的結構型式進行了第二次優化,見圖13。
(1)合金齒形狀由尖齒調整為圓齒。
(2)刀齒嵌入刀刃的深度為40 mm±2 mm。
(3)刃上刀齒之間的耐磨堆焊層厚度為5 mm±0.2 mm。

圖13 一體式雙刃圓齒滾刀
5.4 常壓可更換主切削刀優化
常壓可更換主切削刀設計理念為,盾構始發掘進到硬巖段后,退回200 mm;待硬巖掘進完成后,推出繼續掘進剩余的軟土地層。從 0~572 環掘進檢查結果分析看,在砂卵石地層中,主切削刀具磨損嚴重,需大量更換;其次是部分刀具刀箱變形,已無法實現常壓換刀。在上軟下硬地層掘進完成后,剩余2 400 m 多為砂卵石地層,且還需穿越梅子洲風井。為了避免多次常壓或帶壓換刀作業,對軟土地層掘進刀具進行了優化。結合滾刀刀箱結構型式,軟土地層刀具優化為可更換式重型撕裂刀,具體見圖14。為增強撕裂刀的耐磨性和整體性,刀體材料采用40CrNiMo(鍛造),合金材料選用KE13,合金的焊接方式采用中高頻銀基釬焊,合金抗彎強度大于等于 2 800 MPa,合金的硬度為 HRA87-88,刀體堆焊耐磨層厚度為 5 mm。刀體堆焊耐磨層強度大于等于HRC58。
6、 刀具優化后的使用效果
6.1 一體式雙刃圓齒滾刀與分體式雙刃滾刀對比
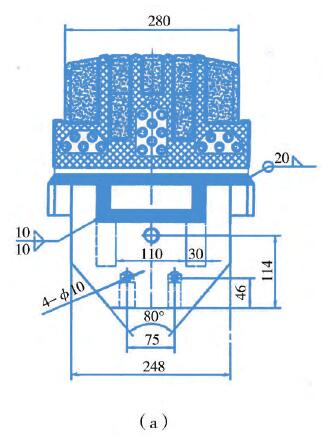
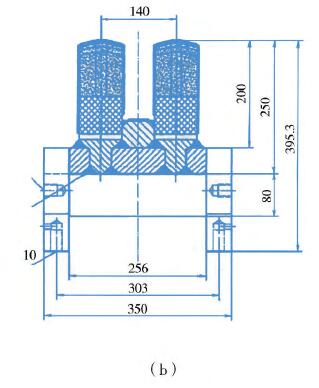
圖14 可更換式重型撕裂刀
(1)掘進距離方面:刀盤最外周一體式滾刀平均掘進距離為83 m,分體式滾刀平均掘進距離為34m,掘進距離提高了 2.4 倍,較大幅度地延長了刀具使用壽命,減少了帶壓換刀的頻次,降低了施工風險。
(2)刀具非正常磨損方面:采用一體式滾刀,未出現刀圈崩刃或斷刃問題,而分體式滾刀幾乎都會出現崩刃或斷刃問題,因此徹底解決了上軟下硬地層因刀盤彈性變形沖擊或硬質物體二次碰撞導致的磨損問題。不過,一體式滾刀還需加強合金齒與刀體安裝工藝,減少斷齒或齒松等問題。
6.2 常壓可更換主切削刀與可更換式重型撕裂刀對比
(1)掘進距離方面:常壓可更換主切削刀掘進長度為 1 140 m,其中包含盾構始發段、砂卵石地層(約 270 m),此類刀具在砂卵石地層平均掘進長度為250~300 m。可更換式重型撕裂刀掘進長度2 400m,其中包含梅子洲風井(60 m)、砂卵石地層(270m)、盾構接收段。一直到掘進完成,未進行任何換刀,且刀具磨損僅2~3 mm。
(2)刀具非正常磨損方面:常壓可更換主切削刀在掘進中多次出現合金斷裂或偏磨嚴重的問題,而可更換式重型撕裂刀未出現任何非正常磨損。
(3)換刀作業方式方面:常壓可更換主切削刀可采用常壓狀態下換刀作業方式,施工風險較小,但常因刀箱變形存在無法更換的現象。可更換式重型撕裂刀更換必須采用帶壓作業方式,施工風險高,但其耐磨性高,掘進距離長,更換次數較少。
7 、結論與建議
(1)通過對南京緯三路過江通道施工實例分析研究,超大直徑盾構在穿越上軟下硬復合地層時應針對實際地質條件,“量身”設計刀盤刀具。設計階段對施工中可能出現的問題要有詳細的、可操作的處理應急方案,因為一些施工問題在盾構設備選型階段無法徹底解決。
(2)可更換式重型撕裂刀在砂卵石單一地層掘進中優勢明顯,若長距離地在砂卵石地層掘進,采用可更換式重型撕裂刀可避免換刀作業風險。
(3)一體式雙刃圓齒滾刀的成功應用解決了上軟下硬地層盾構掘進中斷刃或崩刃等非正常磨損問題,很大程度上延長了刀具使用壽命,為以后類似工程提供了經驗借鑒。
(4)由于刀箱結構原因,在泥巖等地質條件下刀箱易結泥餅,滾刀偏磨問題嚴重,對于該問題今后還需做進一步研究。
(5)為增強刀具的耐磨性和整體性,應研究選用抗剪性好且硬度大的優質鋼材制作刀具,并采用堆焊硬質合金等技術提高刀具的耐磨性。為此,在材料選擇和鍛造工藝上仍需進一步研究。
(6) 隨著材料技術的發展,盾構刀具材料應不斷創新發展,特別是在復合地層掘進中,應根據地層不同配置不同材料的刀具,盡可能延長刀具壽命。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

