


改善入墻式水龍頭主體車削工藝分析
2020-3-19 來源: 廣東省國防科技技師學院 作者:吳愛平
摘要 :隨著市場的競爭,客戶對產品的要求越來越高,對產品的樣式也趨向個性化設計。車削加工對提升產品的尺寸公差精度、加工表面品質起重要作用。本文從工藝的選擇、刀具參數、車削操作等方面論述車削加工的應用。
關鍵詞 :車削加工 ;車夾具 ;刀具
0 前言
產品中,種類樣式較多,形狀復雜,有的是不規則的鑄造毛坯。加工這類產品時,由于產品內孔的尺寸公差精度、表面品質要求高,成形刀的加工磨損大,造成良品率低。運用車削加工技術,對工藝進行改進,解決了原來出現的生產異常,提高了生產效益。以下是對車削加工作論述。正文 :產品名稱 :入墻式水龍頭主體,材料 :H59。零件加工圖如圖 1 所示。
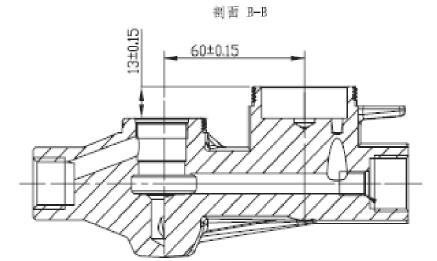
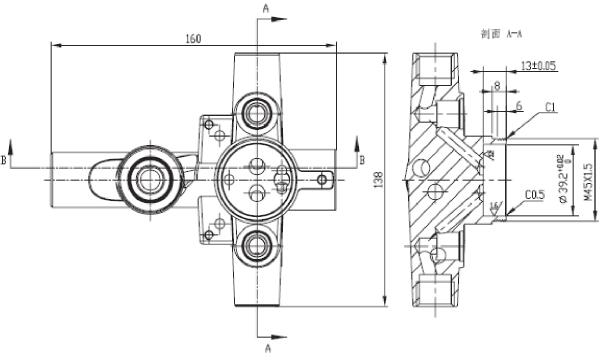 圖1
圖1 1 、加工工藝方法分析
圖 1 中零件要加工的地方較多,進水孔、出水孔、定位孔等。原來閥芯部位(尺寸 Φ39.2+0.02、深 13±0.05 工藝是安排在專用機上加工,刀具采用成形刀。但多批次生產后發現問題,零件內孔尺寸 Φ39.2+0.02 偏差較大,且內孔的 Ra值為 1.6 粗糙度達不到要求,造成每批次的不良率高,嚴重影響生產效益。原因是在專用機成形刀具加工時工件振動較大,且加工一定數量產品后刀具磨損影響精度。經過不斷驗證。在加工此零件,如何裝夾是關鍵,零件裝夾能解決工件振動造成的影響,保證零件的精度要求。
2 、車床夾具的設計制作和使用
此零件是鑄造成型的毛坯件,外形復雜,不能直接裝夾在車床三爪上,需要制作一套夾具(如圖 2),在生產中快速裝夾,提高效率。
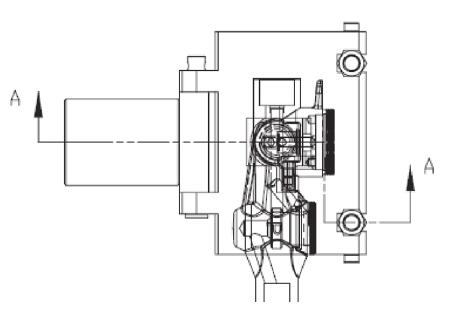

圖2
(1)如圖 2 所示,夾具主要由 1,2…6 號零件構成,1號零件為固定塊與 3 號零件聯接固定一起,為裝夾方便,2號零件是活動的,可自由打開和壓緊,夾具取出或放進工件都可以快速完成,滿足生產的需要。
(2)為方便制作夾具,3 號零件與 1 號零件固定塊分開,采用螺紋連接方式,焊接以加固,保證生產安全可靠。
(3)圖中 1 號零件與 2 號零件在加工中心上加工,保證夾具的內腔與工件毛坯形狀一致,裝配好后與模柄的中心同軸,滿足車削加工要求。4號零件起到夾緊的作用,滿足安全生產要求。
(4)把車夾模裝在車床上,校正模柄的中心與車床的中心一致。裝夾工件時打開 2號零件,清除內腔的雜物、切削屑等,工件放到位后放下活動板壓緊工件,擰緊螺母,保證工件夾緊牢固、安全生產。
3 、刀具的技術參數
(1)刀具在切削過程中溫度高、切削力大,為了防止刀具磨損影響粗糙度要求,刀具有一定的硬度、耐磨、抗彎強度性能。為了防止在車削時震動大,影響粗糙度和尺寸公差。刀桿也要大,伸出的長度也盡可能短,以保證足夠的剛性和強度。
(2)加工時,車刀的好壞直接影響到產品的質量及刀具的使用壽命,根據加工的產品材料、切削量等來確定前角的合理值。同樣,刀具后角也是影響刀具強度、散熱等性能的重要參數,在粗加工后角磨得小些,精加工磨得大些。
4 、車削重點與難點分析
(1)內孔(尺寸 Φ39.2+0.02、 深 13±0.05) 可 以分粗加工和精加工兩道工序進行,保證尺寸公差 +0.02 和粗糙度 Ra1.6 要求。外螺紋M45×1.5(深 6mm)可分多次車削,保證螺紋符合螺紋通止規。
(2)如何保證粗糙度 Ra1.6 要求和內孔尺寸公差 +0.02是關鍵。在車削過程中,影響加工表面的因素很多,有以下幾個方面 :(a)刀具的影響,已加工表面是由刀具的主、副切削刃切削而成的。(b)提高切削速度使積屑瘤減小,減少變形,提高加工表面品質。(c)適當減小進給量可降低殘余面積來減少表面粗糙度值。當然,在機床精度和剛度允許的情況下才能獲得良好效果。(d)為了節省刀具材料和增加刀柄強度,刀片通常焊接在刀柄上。(e)提高待加工的工件毛坯質量,通過熱處理改善切削加工性能,有利于獲得要求高的表面品質。以上方法和措施,通過不斷的調試,找到有效方法。
結論
(1)通過分析,結合實際條件,運用學習過的車削加工技術,對工藝進行改進,有效提高了生產效益。
(2)夾具的制作對工藝的實施有著重要的影響。
(3)刀具的制作、車削操作對工藝的改善至關重要。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

