


微銑刀制備技術與實驗研究
2016-10-19 來源:中國工程物理研究院機械制造工藝研究所 作者:楊正杰,張勇斌,徐凌羿
摘要:微銑刀制備技術是微細銑削的關鍵技術之一,對微細銑削加工出的微小零部件的特征尺寸和表面質量有重要影響。從微銑刀具的材料與涂層及其制造工藝兩方面,對微銑刀制備技術進行了介紹,并通過線電極電火花磨削方法制備了刀頭直徑為100 μm 的微銑刀,初步驗證了基于自研μEM-200CDS2 微細組合電加工機床開展微銑刀在位制備的能力。
關鍵詞:微銑刀;材料與涂層;制造工藝;在位制備
近年來, 高精度的微小零部件在航空航天、生物醫學、電子工業、環境工程、通信及汽車制造等行業的應用需求不斷增加。微小零部件的加工需采取可靠性高、可重復性好的加工方式,目前其加工方式主要有:LIGA 技術、激光加工、離子束加工、超聲振動加工、微細電火花加工、微細切削加工等[1]。在微細切削加工領域中,微細銑削能以較高的材料去除率加工多種工程材料,并能加工復雜形狀的三維結構,使微細銑削在微小零部件加工中的重要性顯著增加[2]。
在微細銑削過程中,由于銑刀尺寸與結構的縮小會引起銑刀熱膨脹的減小和靜態剛度的增大,同時由于固有頻率的提高會增加切削系統的動態穩定性[3]。但在微細銑削加工中,由于刀具及其切削參數的縮小會帶來尺度效應(圖1),使切削力增大,刀具易磨損和破損,切削狀態極其復雜[4-5]。因此,微銑刀直接影響微小零部件的特征尺寸和表面質量,其制備技術一直是微細銑削的關鍵技術之一。
本文將從微銑刀的刀具材料與涂層、刀具制造工藝兩方面對微銑刀制備技術進行概述,并對基于自研μEM-200CDS2 組合微細加工機床開展的微銑刀制備實驗進行介紹。
1. 刀具材料與涂層
1.1 刀具常用材料
微銑刀通常是由高速鋼、硬質合金、PCD(聚晶金剛石)等耐磨超硬材料制成。硬質合金具有硬度高、耐磨、強度和韌性較好、耐熱、耐腐蝕等一系列優良性能,尤其是具有在高溫下仍能保持很好的硬度和強度的特性(圖2)[6],被廣泛用作刀具材料。目前硬質合金微銑刀技術已較成熟,可商品化生產直徑<0.5 mm 的硬質合金球頭微銑刀和平底微銑刀,且國內已能生產直徑0.2 mm的微銑刀,國
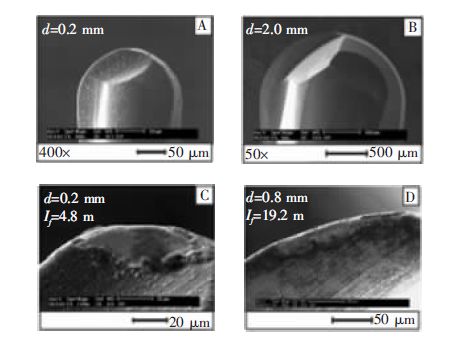
圖1 刀具幾何形貌與磨損的尺縮效應
外已推出最小直徑達10 μm 的微銑刀[7]。圖3 是硬質合金材料制作的一種典型的雙刃微銑刀[1]。圖4 是用線電極電火花磨削加工出的直徑100 μm 的硬質合金微銑刀[8]。然而,傳統的硬質合金刀具材料越來越不能滿足微細加工對于刀具硬度和耐磨性的要求,需不斷開發刀具材料的新牌號,使其更適應被加工材料和切削條件, 從而達到提高切削效率的目的[9-10]。
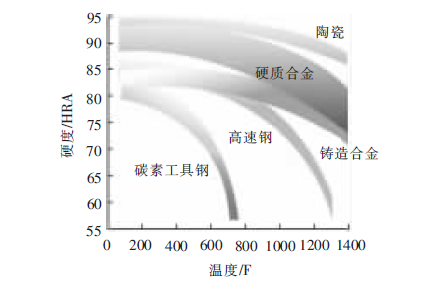
圖2 典型刀具材料硬度隨溫度的變化
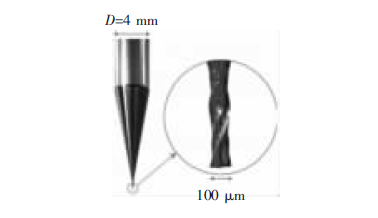
圖3 WC 材料的典型雙刃微銑刀

圖4 WEDG 加工出直徑100 μm 的WC 材料D 型微銑刀
金剛石刀具分為天然金剛石和人造金剛石刀具,具有硬度高、抗壓強度高、導熱性及耐磨性好等特性。金剛石作為一種超硬刀具材料應用于切削加工已有數百年歷史,20 世紀70 年代人們利用高壓合成技術合成了PCD, 解決了天然金剛石數量稀少、價格昂貴的問題,使金剛石刀具的應用范圍擴展到航空、航天、汽車、電子、石材等多個領域。與硬質合金相比,PCD 的硬度約為硬質合金的8~12 倍,導熱系數約為硬質合金的1.5~9 倍, 摩擦系數一般僅為0.1~0.3(硬質合金的摩擦系數為0.4~1),熱膨脹系數約為硬質合金的1/5,因而PCD 刀具更鋒利、耐用。然而,由于PCD 的高硬度與耐磨性,也使PCD微銑刀刀刃很難加工。
由于碳對鐵的親和作用,尤其是在高溫下金剛石與鐵會發生化學反應,故PCD 刀具不適宜加工鐵及其合金材料。同時,PCD 刀具與有色金屬、非金屬材料間的親和力很小,在加工過程中切屑不易粘結在刀尖上形成積屑瘤,故PCD 刀具常用作加工各種有色金屬和極耐磨的高性能非金屬材料,如鋁、銅、鎂及其合金、硬質合金、纖維增塑材料、金屬基復合材料及木材復合材料等[11]。
1.2 刀具涂層
涂層是在韌性較好的硬質合金或高速鋼刀具基體上涂覆一層耐磨、耐高溫的金屬化合物而獲得的。涂層技術是解決刀具材料中硬度、耐磨性與強度、韌性之間矛盾的一個有效措施,涂層的應用極大地改善了刀具性能。目前,PCD 涂層刀具與CBN涂層刀具得到越來越多的重視, 硬質合金基底的PCD 涂層刀具不但有高硬度、高耐磨性、高導熱性、低摩擦系數、低熱膨脹系數等PCD 的優點,還具有硬質合金良好的強度和韌性[12]。Goto 等[13]研制了直徑30 μm 的CBN 涂層銑刀, 并對其加工效果進行了分析。Tugrulözel 等[14]通過有限元分析及實驗驗證了CBN(氮化硼)涂層微銑刀比無涂層的微銑刀更耐熱耐磨。圖5 是PCD 涂層刀具的一般結構,圖6是有涂層與無涂層磨損的比較。
2. 刀具典型制造工藝
微銑刀的刀具制造有精密磨削、聚焦離子束加工、電火花加工、激光加工、超聲振動研磨及組合復合加工等多種工藝,目前對于微銑刀制備的研究主要集中在精密磨削、聚焦離子束加工及電火花加工工藝方面。
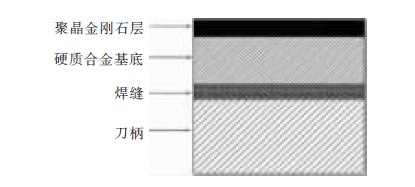
圖5 PCD 刀具的一般結構示意圖
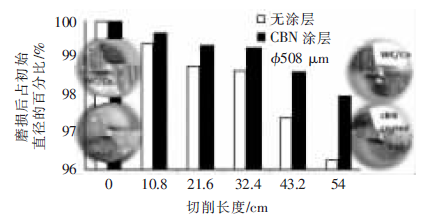
圖6 由于磨損引起的電極直徑變化的比較
2.1 精密磨削法
精密磨削是用微小型金剛石砂輪磨削實現對硬質合金、高速鋼、金剛石等超硬材料的刀刃成形。精密微細磨削技術是較成熟的微細銑刀制備和修正工藝, 能滿足一定直徑尺寸的微細銑刀的制造。但當微細銑刀的特征尺寸降低到某一特征值后,微細銑刀在磨削成形時會因剛度變差而導致其應力變形大甚至斷裂失效,成為微細銑刀發展的一個技術瓶頸[15]。Onikura 等[16]通過超聲振動磨削方法加工出直徑11 μm、長160 μm 的高深徑比刀具。Aurich等[17]采用精密磨削方法加工出直徑10~50 μm 的微立銑刀(圖7)。
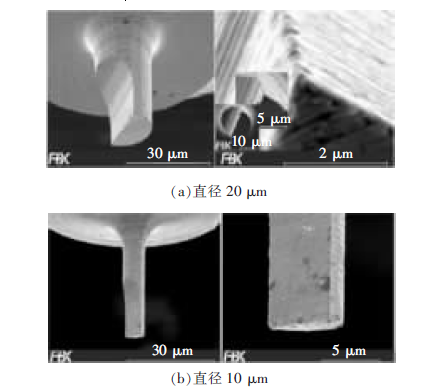
圖7 D 型微立銑刀
2.2 聚焦離子束法
聚焦離子束濺射技術(FIB)的基本原理是在離子柱頂端的液態離子源上加強電場,形成數十KeV的正電荷離子束,并通過計算機控制高能離子束聚焦轟擊工件表面,將高能離子束的動能傳遞到工件的原子或分子上,從而產生濺射效應達到去除材料的目的。加工原理示意圖見圖8。
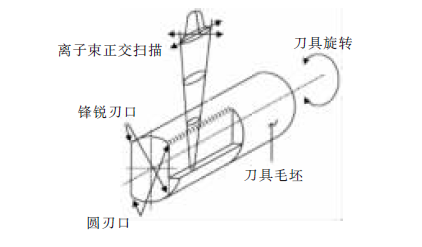
圖8 FIB 的基本原理示意圖
利用FIB 技術可對硬質合金、高速鋼、單晶金剛石等多種刀具材料進行顯微加工。與精密磨削相比, 基于FIB 技術的刀具成形過程沒有機械力的作用,刀具在制造過程中不會破損,能制備出具有極小特征尺寸及納米級刃口半徑的微刀具。但FIB 的缺點在于設備價格高、材料去除速度慢及難以獲得凹曲面形狀。圖9 是用FIB 技術制作的直徑約為25 μm 的微銑刀,其輪廓形狀有兩面體、四面體和六面體,切削刃分為2 刃、4 刃和6 刃,刀具材料為高速鋼和硬質合金[18]。利用這些刀具可分別對鋁、黃銅、4340 鋼和PMMA 等工件材料進行微細銑削加工。圖10 是張少婧[19]研制的直徑50 μm 的雙刃立銑刀(圖10a) 和直徑約15 μm 的三刃立銑刀(圖10b)。
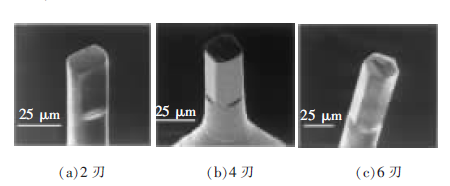
圖9 FIB 加工出的微銑刀
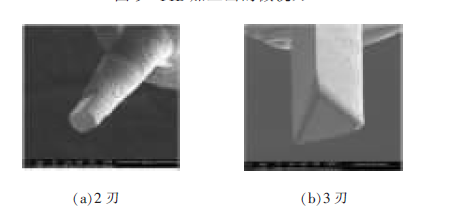
圖10 FIB 加工出的微銑刀
2.3 電火花加工法
線電極電火花磨削(WEDG)是目前微細刀具制造技術的研究熱點。該工藝的材料蝕除機理與普通電火花加工相同,通過導電電極絲和工件材料之間脈沖放電時產生的電腐蝕來蝕除多余材料,以達到對工件形狀、尺寸和表面質量的要求,多用于高強度、高剛度、高硬度的難加工材料(如PCD)的加工。對于電火花加工微銑刀的研究主要集中在制作直徑更小的微銑刀及獲取更好的加工質量方面。Yan 等[20]通過線電極電火花方法制造了直徑50 μm非圓截面的微細立銑刀。Fleischer 等[21]通過有限云方法設計出單刃微細立銑刀,并用線電極電火花方法制造出直徑50 μm 的微銑刀(圖11)。Gao 等[2]研究了采用線電極電火花方法加工微銑刀時放電參數對微銑刀加工質量的影響。
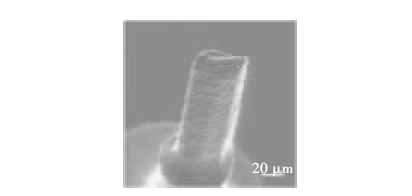
圖11 直徑50 μm 的螺旋型微銑刀
總體而言,相比于精密磨削加工,特種加工方法的非接觸加工、無宏觀切削力及適于微三維結構加工等優勢,使其更適合微銑刀的制備。而對于目前在微銑刀制備中應用較廣的電火花加工和聚焦離子束加工技術,電火花加工在去除率和加工成本方面更具優勢,但其表面特性和尺寸精度落后于聚焦離子束濺射技術。今后,微銑刀制備技術的發展將趨于獲得更小尺寸、更好表面質量、更高加工效率和更可靠的加工穩定性,電火花、FIB 等特種加工的復合或組合加工方法,將會是微銑刀制備領域的重要手段。
3. 微銑刀在位制備實驗
中物院機械制造工藝研究所從2000 年開始對微細電加工技術進行研究, 研制出的μEM-200CDS2 微細組合電加工機床(圖12)綜合了微細電火花、微細電解及微細超聲等先進的工藝手段,配置了自主研發的高精度高穩定性床身、宏微結合的進給裝置、高頻窄脈寬微能脈沖電源、多功能高精度復合主軸、雙功能在位精密磨削裝置及在位精密測量裝置等關鍵單元。其中,宏微結合進給裝置的分辨率可達0.05 μm, 高頻窄脈沖電源的脈寬可達到60 ns,機床直線軸的分辨率可達0.1 μm,能滿足微銑刀在位精密制備的精度要求。

圖12 16 軸的μEM-200CDS2 型微細組合電加工樣機
為了充分利用μEM-200CDS2 機床的在位精密微細修整能力,實現微銑刀的在位精密制備,本文在該機床平臺上開展了刀頭直徑為100 μm 的微銑刀精密制備實驗。
3.1 微細立銑刀的設計與加工
簡單異形結構的微銑刀與目前商品化的螺旋刃微銑刀相比,具有剛度好、制備容易等優點,因而本實驗制備的微細立銑刀采用結構簡單的直刃D 型(圖13),主要特征尺寸如下:刀柄直徑0.9 mm,刀頸直徑300 μm,刀頭直徑100 μm,刀頭長度300 μm,銑刀總長20 mm,主切削刃與底切削刃前角均為0°,底切削刃后角為20°。微細立銑刀材料選用目前微銑刀制備最常用的硬質合金材料。
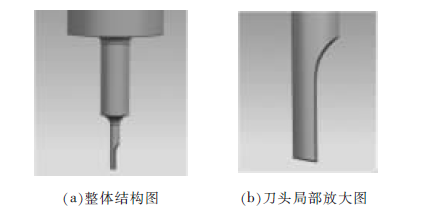
圖13 微細立銑刀的結構
微細立銑刀毛坯為直徑0.9 mm 的硬質合金棒料, 裝夾在可沿Z 向作進給運動的機床主軸上,線電極裝夾在可沿X 向作進給運動的工作臺上,該線電極直徑為0.12 mm。加工過程分為4 步:外圓面粗加工、外圓面精加工、前刀面精加工和底面精加工。為提高加工精度,每步均采用分層加工的方式。如表1 所示,外圓面加工時主軸旋轉,其自下而上的運動為主運動,每加工一層,線電極沿X 向進給一次。粗加工時電壓為100 V,單層進給量為20 μm;精加工時電壓為80 V,單層進給量為5 μm。前刀面加工時主軸定位到0°不旋轉,其自上而下的運動為主運動,每加工一層,線電極沿X 向進給一次,加工電壓為80 V, 單層進給量為2 μm。底面加工時主軸定位到180°不旋轉,主軸與工作臺聯動實現20°斜面的加工,每加工一層,線電極沿Z 向進給一次,加工電壓80 V,單層進給量1 μm。
3.2 實驗結果
如圖14 所示, 掃描電鏡下的微細立銑刀有良好的幾何位置精度,表面較平整,刃口半徑<3 μm,刀刃鋒利, 初步驗證了μEM-200CDS2 機床具有良好的微銑刀在位制備能力。
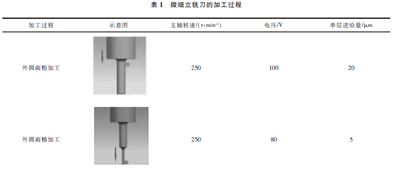
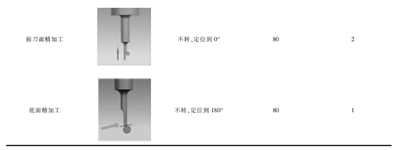
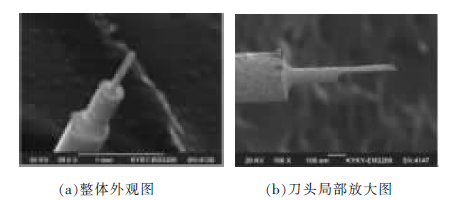
圖14 直徑100 μm 的直刃D 型微細立銑刀掃描電鏡圖
4. 結束語
在微細銑削加工技術領域,刀具材料以硬質合金為主, 研究熱點集中在開發新牌號的硬質合金上,同時對PCD、PCBN 等其他耐熱耐磨材料的研究也越來越多。刀具涂層的發展特點是多樣化和系列化,在層出不窮的涂層新產品中,既有適應高速切削、干切削和硬切削的耐磨、耐熱涂層,也有適應斷續切削的韌性涂層,還有適用于干切削及需要降低摩擦系數的潤滑涂層, 以硬質合金為基底的PCD、CBN 等涂層刀具的研究越來越受到重視。
隨著微型銑刀的發展, 刀具形式趨于多樣化,刀具形狀一般區別于常規的普通銑刀。微型銑刀的切削刃有類似于普通銑刀刃口形狀的螺旋刃,也有特別經過設計的獨有的三角形截面立銑刀、半圓形單刃銑刀和正六邊形的六刃立銑刀。所有目前常用的微銑刀制造工藝以特種加工為主,加工效果較好的方法為聚焦離子束加工,而性價比較高的方法為電火花加工。今后,微銑刀制備技術的發展將趨于獲更小尺寸、更好表面質量、更高加工效率和更可靠的加工穩定性,電火花、FIB 等特種加工的復合或組合加工方法,將會是微銑刀制備領域的重要手段。
實驗證明,中物院機械制造工藝研究所自行研制的μEM-200CDS2 微細組合電加工機床能滿足微銑刀在位精密制備的要求,具有良好的微銑刀在位制備能力。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

