


數控加工中心的編程加工模式淺議
2016-3-11 來源:南寧燎旺車燈有限責任公司 作者:陳國信
【摘要】通過對數控加工中心作業原理的簡單描述,簡要介紹數控加工中心的主要結構特點以及編程模塊的發展,利用簡單的加工實例,介紹數控加工中心的主要操作方法和加工控制,為加工中心的作業人員乃至模具加工以及其他精加工的設計人員提供借鑒。
【關鍵詞】 數控加工中心;聯動數量;加工中心精度;CNC加工中心;虛擬軸技術
現代生產過程中,數控加工中心被廣泛的運用于自動生產線中,數控加工中心的研制和生產應用已成為高技術鄰域內迅速發展起來的一門新興的技術,為模具制造和精密加工提供了前所未有的廣闊應用空間,無論是模具設計者還是模具加工活動參與者都需要對模具的加工性和設備應用情況有一定的了解,充分應用好這一有力的工具。
1 數控加工中心的基本結構特征
隨著加工中心的日益被加工行業所接受,更多的加工中心被用于實際生產和各類加工中,一般對于加工能力來分,我們可以采用三軸二聯動、三軸三聯動、四軸三聯動、五軸四聯動、六軸五聯動等,其加工中心運動坐標數和同時控制的坐標數是我們能夠產生各種復雜運動的基礎,根據不同的加工需要決定了加工中心能夠完成動作的復雜程度,加上控制系統可以同時控制運動的坐標數即聯動數量,決定了一個加工中心能夠實現的加工,同時根據工作臺面的不同,也可以分為單工作臺加工中心、雙工作臺加工中心,和多工作臺加工中心。
對于加工中心而已,無論立式臥式,對于加工過程來說,除了其動作的性能之外,加工中心精度是加工中心的主要指標。根據精度不同分為普通加工中心和高精度加工中心。高精度加工中心、分辨率為0.1μm,最大進給速度為15~100m/min,定位精度為2μm左右。介于2~10μm之間的,以±5μm較多,可稱精密級。
加工中心一般均采用封閉和半封閉結構,對于廠房的設置要求不高,同時適合聯排設置,較易于實現規模生產。同時選擇不同的刀具可以實現多種加工作業,具有用途多、加工精度高的特點,同時隨著程序化作業模式的普及,加工中心的操作會更加便捷,用途更加廣泛。
2 編程模塊的指令化整合優勢
隨著加工中心技術的普及和廣泛應用,加工中心的眾多指令被已經模塊化的操作指令代替,編程工作變得越發簡單,同時結合模擬示教操作技術的不斷完善,因為不需要真正熟悉晦澀難懂的FANUC編程語言,加工中心的編程難度在逐漸減小,其是融入虛擬軸技術的CNC加工中心為編程的簡潔化和可操作性又增添了新的活力。
CNC加工中心是利用虛擬軸機床主軸的刀具僅需作三維平移運動,其姿態為固定值,因此在加工常規零件是,組合機械臂的六個運動自由度,只需要通過三個平移矢量計算。由于虛擬軸機床中不存在沿固定方向導向的導軌,數控加工所需的刀具運動軸X、Y、Z等并不真正存在,因此稱為虛擬軸,所以即使僅需獲得三維刀具運動 (姿態恒定僅位置變化),也必需對動平臺進行六自由度控制。這樣僅需要對三個矢量坐標進行運算,就可以精確掌握和分配,而成為一種簡潔準確的控制方法,被認為是本世紀最具革命性的機床設計突破。
3 加工中心的基本作業程序和程序組設定
加工中心的常用指令和編程指令兩種,一般不同的加工中心所使用的編程語言有所區別,但大多以固定格式的語句的形式進行編程作業,同時若干語句形成一個固定的作業組,這樣就使得編程人員能夠很快適應編程的方式,實質上這是一種固定的語句,通過示教形式反映的操作指令,與程序原有的內部程序形成一種通信的方式,需要在操作過程中不斷熟悉摸索,達到融會貫通的應用。
例如如下程序組:
G04 X(U)-/P指刀具暫停時間,可以自主設置進給停止,保持暫停狀態;可以設置為G04 X2.0或者G04 X3.0等,表示不同的暫停時間。
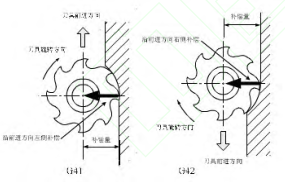
G02, G03代表順時針和逆時針插補,可以通過語句模式,控制以某點做圓弧起點和終點坐標,加上圓弧到圓心在各個坐標軸的增加值,規定圓弧半徑和進給量,就可以完成程序語句。通過常用的程序語句,加上基本的定位和刀具類型、加工基本信息等輔助語句就可以形成一個完整的程序組,例如下邊的基本切削指令組示例如下:
T1
M6
G0G90G54X0Y0S400M3
G1G43H1Z50F1000M8
Z10F1000
#1=-45
Z#1
G41D1Y36F100
N10G91G3J-36Z2
#1=#1+2
IF[#1LT1]GOTO10
G1G40G90Y0F1000
Z10F1000
G55X0Y0
#1=-45
Z#1
G41D1Y36F100
N20G91G3J-36Z2
#1=#1+2
IF[#1LT1]GOTO20
G1G40G90Y0F1000
G0G49Z0M9
M5
M30
4
刀具的調整和更換
實際加工中首先通過調整刀偏,設定刀具調整公差,直到首件螺紋塞規檢查零件檢驗合格,對于常用的數控加工中心而言,一致性的優異就可以完全保證加工合格。
加工中心的加工過程就是刀具切削作業過程,換刀是作業者的主要工作,注意換刀位置的檢查,并同時取消刀具補償和循環作業,關閉冷卻液,成熟的加工中心都是設定專門的換刀程序,以滿足設備保養和維護的需要,通常的換刀程序結構大同小異,都以滿足加工中心的各類設備需要為主要程序控制點,以達到完善設備安全運行的目的。
以PMC-10V20加工中心為例, 程序組編制如下:
02002
(program name)
G80G40G49
(取消固定循環、 刀具補償)
M05
(主軸停止)
M09
(冷卻液關閉)
G91G30Z0
(Z軸回到第二原點)
M06;
(換刀作業)
M99;
(子程序結束)
在該程序下,只要鍵入進入相應的程序組,即可實現刀具更換,既方便作業也可以避免許多不必要的失誤, 方便可行。
5 加工中心的加工特點
對于加工中心而言,并不是只是單單替代了原有的加工設備,而是從作業效率和加工精度的一場革命,能夠充分實現以前的連接部件直接一次加工成型,同時在加工精度上較前受到加工工具,模具的影響所產生的加工累計誤差得以消除,充分保證了加工效率和加工精度的優勢。
例如需要加工大尺寸螺紋對外形的對稱度≤0.3的鈦合金加工,依靠傳統的加工方法不但精度無法保證,甚至根本無法加工,而利用數控加工中心實現螺紋螺紋銑削加工,通過裝有螺紋刀片的鏜刀,可以加工不同不同旋向的內外螺紋,從而實現既保證螺紋結構,同時可以自主選擇螺紋旋向的情況下,實現零件一體加工完成,而不需要通過多次加工組裝完成,大大提高了加工效率,同時免除了機加過渡扣或退刀槽結構的設計加工,可以起到事半功倍的效果,這是在前加工中心時代無法想象的。而輔助工具的簡化,以及螺旋銑刀的耐用程度的提高,也為企業加工降低成本提供了前提保證,也減少了作業工人的勞動強度和對機械修復能力的要求。
6 結語
數控加工中心的優勢在于作業整合化和程式化,因此對操作者的細心程度和對設備的了解程度要求較高,設備安全作業的責任心也需要較強,嚴格執行設備作業規范需要著重注意的作業習慣。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

