


摘要: 切削熱和由此產(chǎn)生的切削溫度是金屬切削過程中的一個(gè)重要物理現(xiàn)象。大量的切削熱使切削區(qū)域的溫度升高,直接影響刀具的磨損和壽命,并影響工件的加工精度和表面質(zhì)量。切削溫度也可作為自動(dòng)化生產(chǎn)中監(jiān)控因素,所以研究切削熱和切削溫度變化規(guī)律對(duì)生產(chǎn)時(shí)間有重要的意義。
(一)切削熱的產(chǎn)生和傳出
被切金屬層在刀具的作用下發(fā)生彈性變形和塑性變形,這是切削熱的一個(gè)來源。同時(shí),切屑與前刀面、工件與后刀面間消耗的摩擦功也將轉(zhuǎn)化為熱能,這是切削熱的又一個(gè)來源(見圖1)。
如果忽略后刀面上的摩擦功和進(jìn)給運(yùn)動(dòng)所消耗的功,并假定主運(yùn)動(dòng)所消耗的功全部轉(zhuǎn)化為熱能,則單位時(shí)間內(nèi)產(chǎn)生的切削熱可算出:
Qc=Fzvc
式中 Qc--每秒鐘內(nèi)產(chǎn)生的切削熱,單位為J/s;
Fz--主切削力,單位為N;
vc--切削速度,單位為m/s。
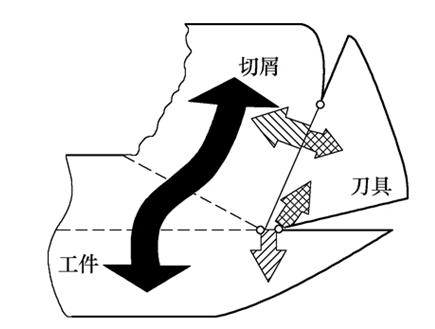
圖1 切削熱的產(chǎn)生和傳出
(二)切削溫度及其測量方法
切削溫度一般是指刀具與工件接觸區(qū)域的平均溫度。切削溫度測量的方法很多,如圖2所示。目前比較常用的測量切削溫度的方法是熱電偶法和光熱輻射法。下面將分別進(jìn)行闡述。
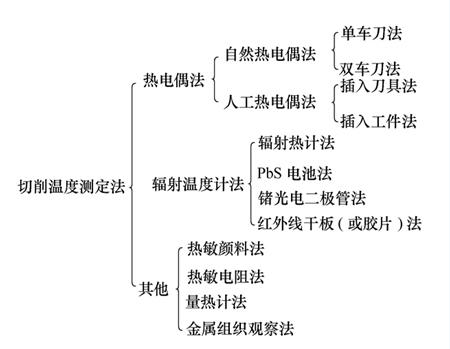
圖2 切削溫度的測量方法
1.熱電偶法
熱電偶法又分為自然熱電偶法和人工熱電偶法(見表1)。
表1 自然熱電偶與人工熱電偶比較
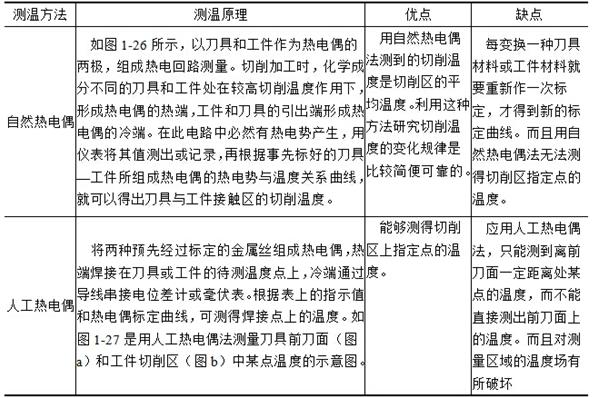
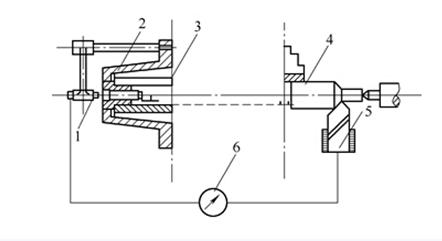
圖3 自然熱電偶法測溫示意圖
1.銅頂尖 2.銅銷3.車床主軸尾部4.工件5.刀具
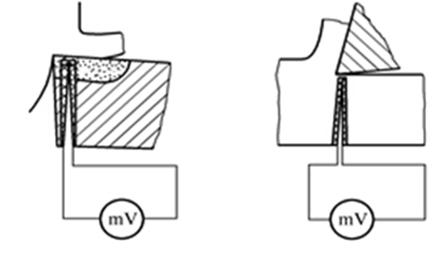
圖4 人工熱電偶法測溫示意圖
a)測前刀面溫度 b)測工件溫度
要想知道前刀面上的溫度,還需應(yīng)用傳熱學(xué)的原理和公式進(jìn)行推算。應(yīng)用人工熱電偶法測溫,并輔以傳熱學(xué)計(jì)算所得到的刀具、切屑和工件的切削溫度分布情況(見圖5)。
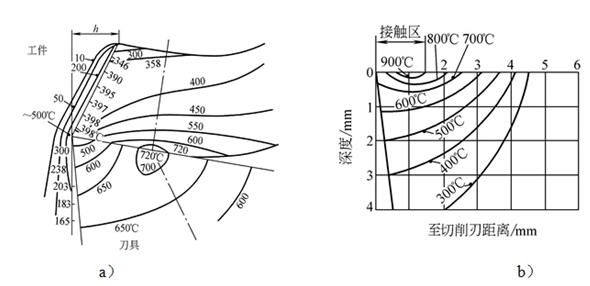
圖5 切削溫度的分布
a)刀具、工件和切屑中溫度分布 b)刀具前刀面上溫度分布
加工條件:刀具YT20,vc=600m/min 加工條件:工件30Mn4,ap=3mm,f=0.25mm/r
由圖5可以看出切削溫度的分布規(guī)律:
(1)前刀面上溫度最高處并不在切削刃口處,而在離刃口有一定距離的位置,工件材料塑性越大,距離刃口越遠(yuǎn),反之越近。這是因?yàn)闊崃垦厍暗睹嬗袀€(gè)積累過程,這也是刀具磨損嚴(yán)重之處;
(2)切屑底層的溫度梯度最大,說明摩擦熱集中在切屑底層與前刀面接觸處。
2.光熱輻射法
除了熱電偶測溫法,采用觀察刀具或零件切削前后金相組織變化的方法也能判定切削溫度,但這兩種方法并不直觀,而且觀察和分析的工作量較大。近來也更多的是使用紅外線測溫儀或光能電池測量切削溫度。熱像儀就是利用紅外線原理來測量切削溫度的,它是通過非接觸探測紅外熱量,并將其轉(zhuǎn)換生成熱圖像和溫度值,進(jìn)而顯示在顯示器上,并可以對(duì)溫度值進(jìn)行計(jì)算的一種檢測設(shè)備。如圖6是用熱像儀測溫的現(xiàn)場演示圖。圖1-30是利用熱像儀的配套軟件采集到的切削溫度場圖,軟件可以將切削過程以紅外影像采集下來,在確定準(zhǔn)確的發(fā)射率情況下,設(shè)定播放速度,調(diào)節(jié)播放位置,對(duì)采集切削過程的溫度分布進(jìn)行測量和繪制。

圖6 用熱像儀現(xiàn)場測溫
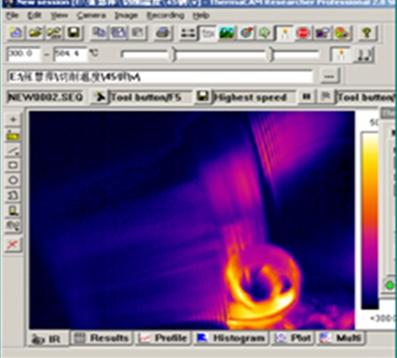
圖7 測得溫度場圖
3.切屑顏色與切削溫度的關(guān)系
在生產(chǎn)實(shí)踐中,可以通過切削加工時(shí)切屑的顏色來判斷刀尖部位的大致溫度。以車削碳素結(jié)構(gòu)鋼為例,隨著切削溫度的提高,切屑顏色變化過程順序?yàn)椋恒y白色→黃白色→金黃色→紫色→淺藍(lán)色→深藍(lán)色。其中,銀白色切屑反映的切削溫度約為200℃左右,金黃色切屑反映的切削溫度約400℃左右,深藍(lán)色切屑反映的切削溫度約600℃左右。
(三)影響切削溫度的主要因素
1.工件材料
工件材料的強(qiáng)度、硬度越高,切削時(shí)消耗的功就越多,產(chǎn)生的切削熱越多,切削溫度就越高。工件材料的熱導(dǎo)率越大,通過切屑和工件傳出的熱量越多,切削溫度下降越快。
2.刀具幾何參數(shù)
前角增大,切削變形減小,產(chǎn)生的熱量少,切削溫度降低;但過大的前角會(huì)減少散熱體積,當(dāng)前角大于20°~25°時(shí),前角對(duì)切削溫度的影響減少。主偏角減小,使切削寬度增大,散熱面積增加,切削溫度下降,如圖8、圖9所示。
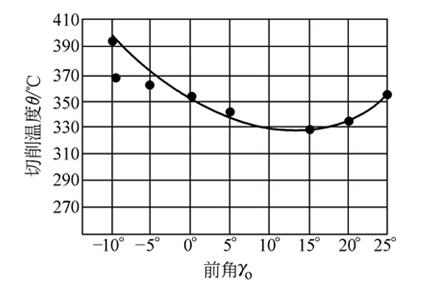
圖8 前角對(duì)切削溫度的影響
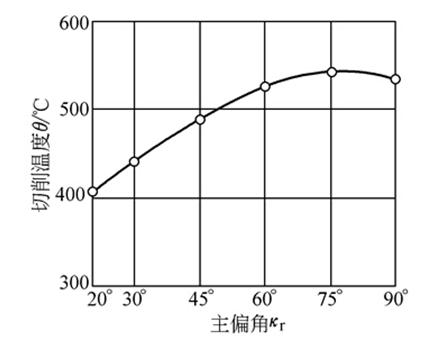
圖9 主偏角對(duì)切屑溫度的影響
3.切削用量
對(duì)切削溫度影響最大的切削用量是切削速度,其次是進(jìn)給量,而背吃刀量的影響最小,這是因?yàn)楫?dāng)切削速度vc增加時(shí),單位時(shí)間內(nèi)參與變形的金屬量增加而使消耗的功率增大,切削溫度升高;當(dāng)f增加時(shí),切屑變厚,由切屑帶走的熱量增多,故切削溫度上升不甚明顯;當(dāng)ap增加時(shí),產(chǎn)生的熱量和散熱面積同時(shí)增大,故對(duì)切削溫度的影響也小,如圖10所示。
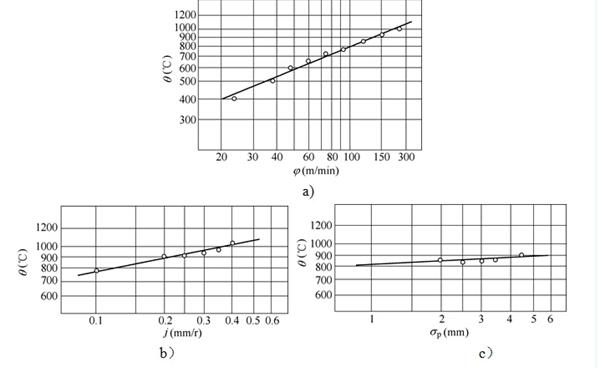
圖10 切削用量對(duì)切削溫度的影響
a)切削速度的影響 b)進(jìn)給量的影響 c)背吃刀量的影響
4.其他因素
刀具后刀面磨損量增大時(shí),加劇了刀具與工件間的摩擦,使切削溫度升高,切削速度越高,刀具磨損對(duì)切削溫度的影響就越顯著(見圖11)。澆注切削液對(duì)降低切削溫度、減少刀具磨損和提高已加工表面質(zhì)量有明顯的效果。切削液的潤滑作用可以減少摩擦,減小切削熱的產(chǎn)生。
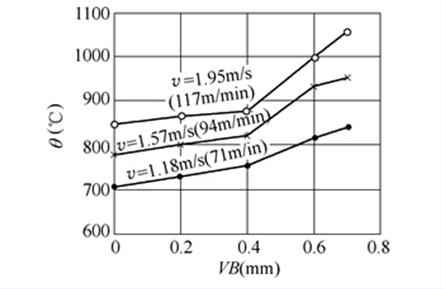
圖11 不同切削速度下后刀面磨損與切削溫度的關(guān)系
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年7月 新能源汽車銷量情況
- 2025年7月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別