



摘 要:為降低211車床油管接箍加工廢品率,節(jié)約加工成本,對加工現(xiàn)狀進行調(diào)查分析,解決了影響廢品率的螺紋加工工序存在的打刀問題,通過優(yōu)化切削深度和刀桿排屑面角度,使螺紋打刀頻率由85.6% 降低至15.74% ,接箍廢品率由1.2% 下降為0.47% ,不僅節(jié)約了原材料及人工成本,還提高了加工效率和產(chǎn)品加工質(zhì)量。
關鍵詞:油管接箍;廢品率;切削深度;刀桿
0 引 言
油管接箍是重要的石油管用鋼材,主要作用是連接石油輸送管[1]。螺紋加工是保證油管接箍質(zhì)量的重要環(huán)節(jié)[2],為保證石油在傳輸過程中不出現(xiàn)泄漏現(xiàn)象,就需要保證接箍內(nèi)螺紋的參數(shù)在允許誤差范圍之內(nèi)[3]。吐哈油田公司機械廠套管加工車間接箍班主要承擔油田用油管接箍的加工制造,其中211車床每年生產(chǎn)接箍約5萬件,廢品約600件,廢品率達1.2%。接箍產(chǎn)品廢品率高,嚴重影響了其加工成本和生產(chǎn)效率[4]。為避免耽誤后續(xù)接箍磷化、擰接試驗及產(chǎn)品發(fā)運,并節(jié)約加工成本,攻關小組進行現(xiàn)狀調(diào)查,找出油管接箍加工廢品率高的原因,制定對策措施,最終降低油管接箍加工廢品率。
1 、現(xiàn)狀調(diào)查
小組對2015年上半年211車床生產(chǎn)的348件油管接箍廢品進行了分類統(tǒng)計,見表1,由表可見產(chǎn)生廢品最多的工序是螺紋加工工序,發(fā)生頻率最高的廢品類型是螺紋打刀,螺紋打刀產(chǎn)生的廢品占比達到85.6%,是造成接箍廢品率高的主要原因。
2 、原因分析
2.1 切削深度
目前車間油管接箍螺紋加工選擇的是每英寸8牙的內(nèi)圓螺紋3齒刀片[5],根據(jù)刀具供貨廠家《石油管螺紋刀片切削用量的選擇建議》[6],螺紋車削分為4次進刀,切削深度分別為0.8、0.6、0.4、0.2 mm,而由表2可見,實際加工時前3刀切削深度均大于推薦深度。切削深度過大,導致頻繁打刀[7-8]。
2.2 刀桿排屑面角度
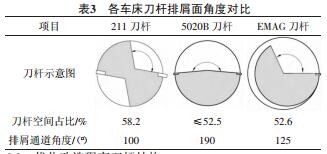
211車床選用的刀桿為直角面刀桿,與車間其他接箍螺紋加工車床刀桿對比見表3,發(fā)現(xiàn)211車床刀桿空間占比大,排屑通道角度小,容易阻擋排屑,造成鐵屑堆積,導
致刀具冷卻效果差、鐵屑與刀片碰撞,從而使刀具發(fā)生崩刃、打刀[9-10]。
由上述分析可見,切削深度不合理、211車床排屑面角度小是導致螺紋刀頻繁打刀,增高油管接箍廢品率的主要原因。
3 、措施制定及實施
3.1 優(yōu)化切削深度
將螺紋刀切削深度按《石油管螺紋刀片切削用量的選擇建議》進行優(yōu)化,與推薦深度統(tǒng)一,即4次進刀切削深度分別為0.8、0.6、0.4、0.2 mm,并對螺紋加工段程序進行
修改[11-13],修改如下:

原程序:N165 S700
N170 G00 X-65.0 Z50.0
N180 G92 X-72.8 Z-67.5 R-3.66 F3.175
N190 X-73.8
N200 X-74.2
N210 X-74.6
N480 G00 X-65.0 Z200.0
M09
修改后程序:
N165 M03 S700
N170 T0102
N180 G00 X-60.0 Z50.0
N190 G92 X-72.2 Z-67.5 R-3.62 F3.177
N200 X-73.4
N210 X-74.2
N230 X-74.6
N240 G00 X-70.0 Z200.0

3.2 優(yōu)化改造現(xiàn)有刀桿結(jié)構(gòu)
為確定刀桿最佳排屑面角度,小組自100°以每10°遞增進行試驗,試驗結(jié)果見表4,通過試驗結(jié)果發(fā)現(xiàn),隨著排屑面角度的增加,刀桿空間占比逐漸減小[14],刀
具壽命延長,打刀次數(shù)較少,但當排屑面角度為130°時,接箍加工出現(xiàn)顫紋[15],試驗終止。由表4可見,最佳排屑面角度為120°。通過磨削、銑削將排屑面角度增大到120°,從而增大排屑空間占比,并將尖角倒鈍,采用圓弧過渡。優(yōu)化后刀桿如圖1所示。

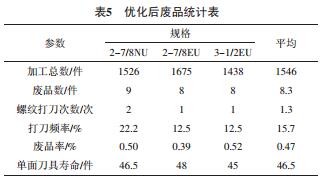
切削深度和刀桿優(yōu)化后,對三季度211車床加工的油管接箍進行打刀頻率、廢品率、刀具壽命統(tǒng)計,由表5可見,優(yōu)化后螺紋打刀頻率由85.6%降低至15.74%,降低了
81.6%,節(jié)約刀具成本2萬元;接箍廢品率由1.2%下降為0.47%,廢品率降低了60.83%,節(jié)約原材料及人工成本5萬元。

4 、結(jié) 論
1)切削深度不合理、車床排屑面角度小是導致螺紋刀頻繁打刀,增高油管接箍廢品率的主要原因。
2) 通過切削深度和刀桿的優(yōu)化,螺紋打刀頻率由85.6%降低至15.74%,降低了81.6%,節(jié)約刀具成本2萬元;接箍廢品率由1.2%下降為0.47%,廢品率降低了60.83%,節(jié)約原材料及人工成本5萬元。
文自:(吐哈油田公司 a.機械廠;b.勘探開發(fā)研究院,新疆 哈密 839009)
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況