


摘 要 : 深孔加工是在封閉坎態下迭行的, 不能直接觀查到刀具的削情況 。 采用了金屬塑性成形仿真軟件 D eform -3D ,用有限元方法動態模擬擬了深孔鉆削過程 , 預測了加工過程中的溫度及應力變化情況,比敕了不同鉆削參教下溫度與等故應力的變化情況, 獲得了不同切則速度下切削溫度及等故左力的變化曲線 。 分析結果表明 : 切削溫 度隨切入深度的增加而增大 ,逐漸趨于平穩 , 最高溫度出現在刀具和切屑接觸 的 位 置 ; 切削溫度與切削速度成正比 , 而效應力隨切削參數參數變化, 變化并不大。
關 鍵 詞 : 深孔如工 ; D eform -3D; 鉆削
深孔加工是孔加工中難度最大的工藝之一 , 深孔實體鉆削技術被公認為是深孔加工技術的關鍵技術。用傳統的加工方法耗時耗力,而且加工的深孔精度不高,還存在換刀頻繁的問題和刀具易斷的風險[1]。槍鉆加工深孔是目前較理想的加工手段。在深孔的加工過程中,鉆 桿 細 長 .容 易 偏 斜 ,產生振動,產生的熱量和切肩不易排出,不能直接觀察刀具切削情況,而且目前也沒有理想的途徑能夠實時地監控切削區域的溫度變化及分布[w ]。只能憑經驗,通過聽切削時的聲音、看切屑、觸摸振動等外觀現象來判斷切削過程是否正常。
近年來,隨著計算機硬件技術及數值模擬的快速發展,模擬仿真技術為解決這一難題提供了高效的科學技術途徑[4]。進行模擬鉆削對于提高深孔加工精度、加工穩定性和加工效率具有重要的意義。 目前有學者通過一些先進的測量手段和軟件分析,可以間接判斷或提前預測加工過程。如西安交通大學丁正龍等學者搭建了在線檢測量平臺進行深孔內徑測量[5),但無法在線監測加工過程;也有工程師通過改變機床傳統結構來改善深孔加工工藝,如為了防止加工后的切肩劃傷孔壁,采用機床主軸倒立式結構,利用切削液和切肩的自重,使切屑更順暢地從鉆桿V 形槽中排出[6]等措施,有效提高鉆削質量。
本文采用Def〇rm-3D 金屬塑性成形仿真軟件 ,動態模擬了鉆削加工過程;并獲得了在不同切削速度下的溫度變化和應力變化,提前預測深孔的加工工藝效果,同時為深孔加工冷卻液設計和實施提供了依據。
1 、槍鉆工作原理及鉆孔工藝
1 . 1 槍鉆工作原理
槍鉆是加工深孔的主要工具,它具有一次鉆削就獲得良好精度和表面粗糙度低的特點[7],槍鉆基本結構如圖1 所示。
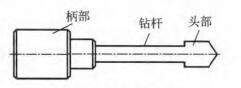
圖 1 槍鉆的基本結構
槍鉆由頭部、鉆桿和柄部三部分組成。頭部是整個槍鉆的關鍵部分,一般為硬質合金,有整體式和焊接式兩種,往往與鉆桿焊接為一體 。槍鉆的鉆桿一般采用專用合金鋼材并經熱處理制成,使其具有較好的強度和剛性,必須有足夠的強度和韌性;槍鉆的柄部用于刀具與機床主軸上連接,按一定的標準設計制造。
1 .2 槍鉆工藝過程
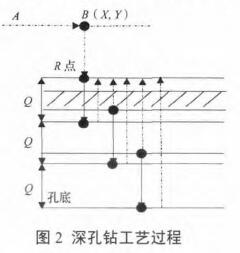
工作時,槍鉆柄部被夾持在機床主軸上,鉆頭通過導引孔或導套進入工件進行鉆削,鉆刃獨特結構起到自導向的作用,保證了切削精度。先加工導引孔,然后以一定的進給速度到引導孔上的2~ 5 m m 處 ,即圖 2 中 點 處 ,同時以中冷方式打開冷卻液;到導引孔后正常速度開始加工,加工過程中采用間斷進給,每次進給!2 深度,實現深孔短肩;加工結束離開實體時 ,先以較快的速度退刀到離孔底一定距離處 ,再以低速退出引導孔,最后快速離開加工工件并關閉冷卻液,整個過程如圖2 所示 ,圖中虛線表示快速進給,實線表示慢速進給。
2 、深孔鉆削力的分析
深孔鉆與其它金屬切削加工方法相比,最顯著的不同點是深孔鉆在封閉腔內利用導向塊的定位和支撐進行鉆削。刀具與工件之間并非是刀刃的單一接觸+91,還有刀具上附加的導向塊與工件的接觸。
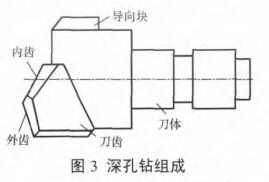
如 圖 3 所示。深孔鉆由切削刀體、刀齒和導向塊三大部分組成。刀體空心,切肩由前端進入,通過鉆桿內腔排出,后端螺紋用于與鉆桿連接。刀齒上主切削刃分為兩條,分別為外刃和內刃。
以多刃內排肩深孔鈷為例,副刀刃與兩個導向塊在同一圓周上,三點定圓自行導向,分析其受力,簡化后的力學模型如圖4 所示。( 1 ) 切削力F 。深孔刀具所受的切削力可 分解為相互垂直的切向力F ,,、徑 向 力 F ,.,和軸向力徑向力將直接導致刀具彎曲變形 ,軸向力增加刀具磨損,而切削刃上的切向力主要產生扭矩。加工過程中,總希望在保證加工質量和效率的前提下,盡量降低軸向力和扭矩,通常刀具的使用壽命與軸向力和扭矩直接掛鉤 ,過大的軸向力使得鉆頭更容易崩斷,扭矩過大也會加速刀具的磨損、折斷,直至報廢[1°]。
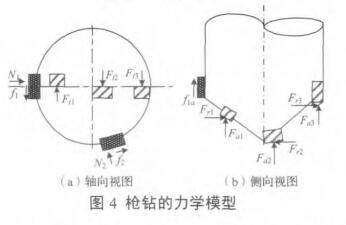
( 2 ) 摩擦力F/ 。導向塊相對孔壁轉動時產生摩擦力/ 和 /2 ; 導向塊沿軸向移動時與孔壁之間的軸向摩擦力為/ lu和7L ;
( 3 ) 擠 壓 力 擠 壓 力 是 由 于 孔 壁 的 彈 性變形引起的,導向塊與孔壁之間的擠壓力為M和 ^ 2 。根據力系平衡原理,可知:

式中: 為豎直方向切削力合力;F ,.為徑向切削力合力;F , 為周向切削力合力。假設只考慮庫倫摩擦系數,則導向塊上軸向摩擦力與周向摩擦力相等。通過實驗可以直
接在深孔加工時測得扭矩M ,和 F a。
對于給定的鉆頭,其公稱直徑為以及導向塊的位置角都是確定的,加之切削力經驗軸向力為主切削力的一半,綜合上式可以計算得到各切削力分量和導向塊上所受的力。
3 、槍鉆的鉆削仿真
內排肩深孔鉆削是在封閉或半封閉的狀況下進行,切削熱不易傳散,排肩困難,工藝系統剛性差。當鉆削中產生冷卻液進不到切削區,造成冷卻潤滑不良時,會使刀具溫度急劇上升,加速刀具磨損;隨著鉆孔的深度增加,刀具懸伸量增大,鉆削時的工藝系統剛性也隨之降低。所有這些,對內排屑深孔鉆削工藝過程提出了一些特別的要求,本文通過對實際加工工況的再現模擬,預測了切削過程產生的熱量和切削力,為優化深孔加工工藝提供依據。3 . 1 鉆削參數及材料屬性的定義D efo rm 是一套基于有限元的工藝仿真系統 ,用于分析金屬成形工藝。通過在計算機上模擬整個加工過程,幫助工程師和設計人員提前預測各種工況下的不利因素,有效改進加工過程nM 2]。本文通過三維造型軟件Pm /E 繪制仿真刀具模型,將模型保存為.STL格式導入到Defo rm -3 D 中。設置的切削參數和切削條件如表 1 所示。
( 1 ) 工作條件的設定:選擇機械加工類型為鉆削,單位標準S I ,輸入切削速度、進給量,環境溫度為20t :,工件接觸面摩擦因子為0.6,傳熱系數為45 W/m2.〇C ,熱 融 為 15 N/mm2/X 。
( 2 ) 刀具和工件的設定:刀具為剛性,材料 為 4 5 鋼 ,工件塑性,材料為W C 硬質合金。
( 3 ) 設置對象間關系:D e fo rm 的主仆關系是以剛體為主件,塑性體為仆件,所以刀具為主動,工件為從動。
表 1 工件和刀具的主要參數

為了對比不同工藝參數對切削過程溫度、應力 、應變的變化影響,在 如 表 2 所示的不同鉆削參數下進行模擬仿真,觀察結果。
表 2 槍鉆鉆削參數
3 . 2 鉆削仿真模擬與結果分析
( 1 ) 溫度
金屬切削時消耗的能量大部分轉換為熱能。這些熱量使得切削區溫度升高.直接影響刀具的磨損、工件的加工精度和表面質量。金屬在高速切削下,劇烈的摩擦和斷裂使得局部區域的溫度在短時間內就上升到很高的溫度。槍鉆加工中,熱量主要來自于金屬切肩的變形、鉆頭支撐墊與工件孔墊的摩擦以及切肩在刀具前傾面的摩擦[13],這些熱量都需要切削液進行冷卻。通過模擬鉆孔過程,獲得在不同轉速及進給量下工件接觸區域的溫度變化,這些數據為深孔加工時的優化冷卻系統提供設計依據。由 于 D e f o r m 模擬鉆削過程,對汁算機的性能要求較高,模擬完整的孔加工的過程需要較長的時間。通過設置鉆削仿真的步長,控制模擬的深度以達到穩態加工。
仿真條件設定•.仿真步數設:定為1000步 ,仿真的間隔步數設定為5 0 , 每 隔 5 0 步數據自動保存一次;Deform-3D 采用自適應網格劃分技術,工件為塑性體,劃分網格用于計算切削力,采用絕對單元類型如圖5 所示,仿真結果如 表 3 所示。

圖 5 深孔鉆的有限元模型及鉆削過程
表 3 切削速度與溫度隨步數的數據采集

對 表 3 的數據進行分析處理,獲得三種工況下工件切削區域溫度隨步數的變化曲線如圖6 所示。
圖 6 可以看出鉆削速度對工件接觸區域溫度有較大的影響。鉆孔開始階段,鉆頭和工件開始接觸,進給量大,刀具沖擊工件劇烈作用致使開始的溫度變化很大且迅速上升。隨著鉆削趨于穩定,曲線總體變的平緩但仍有波動,這對深孔加工而言是正常的。因為鉆頭直徑較小 .而 進 給 量 大 ,振動會持續存在。
從 圖 6 還可知,鉆削速度對溫度有較大影響。隨著速度增加.鉆削溫度越來越高。從有限元模型結果看,不同鉆削速度下產生的最高溫度發生在鉆尖附近的局部變形區域內,因為這里是塑性變形和刀肩摩擦比較集中的地方。
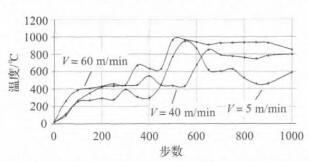
圖 6 接觸區域溫度隨切削速度的變化曲線
( 2 ) 等效應力分布
von M is e s應力是基于剪切應變能的一種等效應力,是一種屈服準則。引入等效應力后,不管單元體受力狀態如何復雜,均可想象為承受數值上一個單向拉伸時的應力。而分析得到的等效應力和等效應變的對應關系則反映了工件材料由塑性變形引起的加工硬化通過有限元分析.得出了槍鉆在不同鉆削速度下的等效應力變化的情況,仿真間隔步數為5 0 , 每 隔 50步數據自動保存結果,如 表 4 所示。
表 4 切削速度與等效力隨步數的數據采集
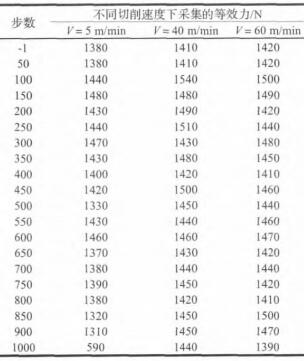
分析等效應力和步數之間的關系如圖7 所示 ,可以看出,不同主軸轉速對于工件加工過程中所受等效應力沒有太大的影響,在一定范圍內波動,但三種加工情況下的最大等效應力變化趨勢非常相近。

鉆削等效應力圖7 中曲線表明了,鉆削初始階段應力較大。隨著鉆削深入趨于穩定,曲線總體下降并變得平緩。同時通過應力應變分析 ,槍鉆所受的最大等效應力為1550 M Pa,整體的最大位移為0.0823 m m。
4 、結論
利 用 D e fo rm 軟件有效模擬了深孔切削過程 ,分析了切削加工中的溫度變化及應力變化,獲得了切削溫度與切削速度之間的變化曲線,為研究深孔加工的切削機理以及在實際加工時 .切 削 參 數 的 選 取 、冷卻系統的設計都提供了一定的依據。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

