伴隨著水泥裝備技術(shù)的進(jìn)步和發(fā)展,水泥裝備的大型化是發(fā)展趨勢,大型回轉(zhuǎn)窯其筒體直徑已超過Φ6 000mm,大型磨機的規(guī)格已突破Φ10 000mm,其配套的傳動大齒輪最大已達(dá)到Φ13 000mm。直徑大于Φ8 000mm 以上的齒輪,一般稱特大型齒輪。由于齒輪毛坯結(jié)構(gòu)尺寸大,重量重,鑄造成型困難,一般均設(shè)計成剖分式,由兩個半圓齒輪組合而成,螺栓連接緊固。
特大型齒輪特點是尺寸大,重量大,輪齒模數(shù)大,齒數(shù)多。加工中存在諸多困難,導(dǎo)致很多企業(yè)望而生畏,不敢涉足。加工特大型齒輪要解決的三個主要問題。
(1) 輪齒的尺寸精度和表面質(zhì)量的保證;
(2) 齒輪變形的預(yù)防和控制;
(3) 提高加工效率,減少加工時間。
超大型齒輪是鑄造毛坯,尺寸大,熱處理不方便或熱處理效果不好,其內(nèi)部存在的鑄造應(yīng)力消除困難,應(yīng)力不斷變化,將導(dǎo)致齒輪變形。在機加工中,由于切削力的作用,使齒輪毛坯內(nèi)部產(chǎn)生新的應(yīng)力,原殘余應(yīng)力不斷釋放,新的應(yīng)力不斷產(chǎn)生和變化,使齒輪毛坯內(nèi)部存在十分復(fù)雜的應(yīng)力分布。這些應(yīng)力導(dǎo)致齒輪變形。變形特征是半齒輪對口處向外擴張,組成整個齒輪后,形成橢圓,剖分面對口處出現(xiàn)較大開口。該處齒槽寬尺寸變大,節(jié)距變大。齒輪工作時出現(xiàn)周期性震動。
特大型齒輪由于尺寸大,重量重,加工難度很大,加工中齒輪的變形影響加工質(zhì)量,機床的震動影響加工質(zhì)量,刀具的選擇影響加工質(zhì)量,工藝方案的確定影響加工質(zhì)量。大齒輪的主要質(zhì)量精度指標(biāo)包括齒厚誤差,齒形誤差,周節(jié)誤差,齒面粗糙度,齒頂圓和齒端面跳動誤差等。要保證齒輪的加工質(zhì)量,需要確定科學(xué)合理的加工工藝方案,采用高精度的加工機床,選用合適的加工刀具。
某礦山機械生產(chǎn)企業(yè),多年生產(chǎn)重型機械設(shè)備。2008 年加工一件特大型齒輪,齒輪直徑Φ9 039mm,獲得成功,并取得很好的加工經(jīng)驗。本文以該齒輪加工為例,談其加工工藝方案。大齒輪材質(zhì)為ZG35CrMo,模數(shù)M=40mm,齒數(shù)Z=224,齒頂圓直徑Φ9 039mm,分度圓直徑Φ8 960mm,齒寬b=680mm,整體重量52t。熱處理硬度HBS225~260。加工精度9 級(GB10095—2001)。
1 劃線與加工找正
齒輪毛坯上機床之前的第一道工序是劃線,劃線包括毛坯中心十字線,對口結(jié)合面線,輪緣線,齒寬中分面線,齒寬端面線,齒輪外圓線等。通過劃線可以檢查齒輪毛坯各部的加工余量是否合格,檢查齒輪各部尺寸的大小,通過劃線可以保證齒輪輪緣的厚度和對口結(jié)合面法蘭的厚度均勻,通過劃線確定中分面線,從而劃出兩端面線,保證兩端面與輻板對稱。
機加工第一道工序是加工對口結(jié)合面,可以在刨床上加工,也可以在鏜床上加工,可以單半齒輪加工,也可以兩個半齒輪毛坯疊放在一起加工,加工中按已劃出的外圓線和結(jié)合面線對齊,按兩半齒輪毛坯中分面線找平,按結(jié)合面線找正。第二道工序是上立車整圓加工外圓和端面,要以毛坯中心十字線為基準(zhǔn),毛坯中心十字線應(yīng)與機床工作臺中心重合,以外圓線找正。齒輪加工以外圓為基準(zhǔn)找正。
2 加工工藝合理安排及特點
2.1 加工中的“三個階段”
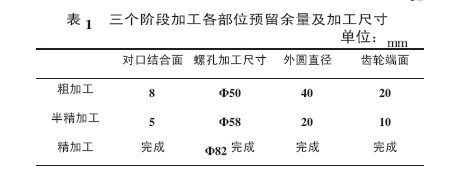
齒輪在加工中分三個階段,粗加工,半精加工和精加工。
粗加工包括粗加工對口結(jié)合平面,粗加工對口螺孔,粗加工外圓及端面,粗加工齒形,采用銑齒加工方法。
半精加工包括半精加工對口結(jié)合平面,半精加工對口螺孔,半精加工外圓及兩端面,半精銑齒形。
精加工包括精加工對口結(jié)合平面,精加工對口螺孔,精加工外圓及兩端面,精滾加工齒形,完成。
三個階段加工各部位預(yù)留余量及加工尺寸見表1。
2.2 加工中的“三次組合”和“三次拆卸”
為充分釋放齒輪毛坯內(nèi)存在的應(yīng)力,控制變形,加工中實行“三次組合”和“三次拆卸”的步驟。
對口粗加工后,將兩半齒輪毛坯組成整圓(第一次組合),粗加工外圓及兩端面,上滾齒機粗加工齒形,然后拆開(第一次拆開),釋放應(yīng)力。
對口半精加工后,將兩半齒輪毛坯二次組圓,(第二次組合),進(jìn)行其他部位半精加工,然后拆開釋放應(yīng)力(二次拆開)。
對口精加工后,將兩半齒輪毛坯第三次組圓,(第三次組合),進(jìn)行其他部位精加工,然后拆開釋放應(yīng)力(第三次拆開)。
2.3 加工中的“三個結(jié)合”
2.3.1 熱處理和時效處理與機加工相結(jié)合
齒輪毛坯為鑄造毛坯。其內(nèi)部存在鑄造應(yīng)力,在機加工過程中,由于切削力作用,也會在毛坯內(nèi)部產(chǎn)生應(yīng)力,這些應(yīng)力的存在會導(dǎo)致齒輪產(chǎn)生變形,所以必須進(jìn)行釋放應(yīng)力的處理。
毛坯鑄造后,進(jìn)行正火處理,消除其內(nèi)部殘余應(yīng)力,正火溫度850℃,保溫,取出空冷。粗加工后進(jìn)行二次正火處理,消除加工應(yīng)力。
齒輪在半精加工后,拆開進(jìn)行自然時效處理,時效時間2 周。齒輪精加工完成后,拆開進(jìn)行二次自然時效處理,時效時間1~2 周。時效處理后,再次組圓,進(jìn)行整體檢查,包括徑向跳動,端面跳動等,對稱檢查8 個點,檢查直徑方向變形量,最大變形小于2mm 為合格。
2.3.2 車加工和銑齒加工相結(jié)合
三個階段加工,每次都包括車外圓和銑齒,車加工和銑齒加工相結(jié)合,通過多次車加工和齒形加工,不斷釋放應(yīng)力,有利于控制變形。
2.3.3 銑齒加工和滾齒加工相結(jié)合
齒形加工分粗銑齒,半精銑齒和精滾齒加工。齒形粗加工采用銑齒,可以提高加工效率,減小滾刀的磨損和消耗。
粗銑齒采用模數(shù)M=28 的指形銑刀,銑刀為四刃刀,該種銑刀強度高,抗沖擊,耐磨損,適于粗加工。銑齒從對口縫開始,對口縫在齒谷中間,按“米”字形對稱跳躍式加工。銑刀降刀量為0.07~0.08mm/r,刀具轉(zhuǎn)速80~85r/min。
半精銑齒采用模數(shù)M=36 指形銑刀,銑刀為六刃刀,該種銑刀可以提高加工精度。加工方式與粗銑齒一樣。銑刀降刀量為0.07~0.08mm/r,刀具轉(zhuǎn)速80~85r/min。
精加工齒形采用模數(shù)M=40 的滾刀,滾刀為機夾硬質(zhì)合金滾刀,分兩刀加工,第一刀吃刀深度3mm,進(jìn)給量0.7mm/r,第二刀吃刀深度2mm,進(jìn)給量0.9mm/r。
3 結(jié)語
該企業(yè)在加工特大型齒輪過程中,不斷總結(jié)經(jīng)驗,制定科學(xué)可行的工藝方案,保證了特大型齒輪的尺寸精度和表面粗糙度,控制了齒輪的變形,取得較好的效果。設(shè)備的大型化發(fā)展,要求制造企業(yè)的加工手段和加工工藝方案適應(yīng)這種變化,本文所述加工方案已證明是可行的,可供同仁參考。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








