深孔加工是機(jī)械加工中的一道難題,尤其是細(xì)長(zhǎng)孔的加工,難點(diǎn)在于刀具細(xì)長(zhǎng),剛度差,強(qiáng)度低,易引起刀具偏斜,且散熱困難,排屑不易,經(jīng)常會(huì)產(chǎn)生直徑變大,出現(xiàn)錐形等現(xiàn)象,從而達(dá)不到加工質(zhì)量的要求。因此,在沒(méi)有深孔加工的專用設(shè)備下,用普通設(shè)備加工深孔、細(xì)長(zhǎng)孔,刀具和夾具的設(shè)計(jì)非常重要。通過(guò)對(duì)車工單件小批量日常生產(chǎn)中,偶爾會(huì)遇到的一些精度要求較高的深孔、細(xì)長(zhǎng)孔的加工,分析了其加工的技術(shù)難點(diǎn),并設(shè)計(jì)了行之有效的簡(jiǎn)易浮動(dòng)絞刀,從而使缺乏深孔、細(xì)長(zhǎng)孔加工專業(yè)設(shè)備的小型加工企業(yè)和個(gè)體加工戶對(duì)深孔、細(xì)長(zhǎng)孔的加工問(wèn)題得以完滿解決,對(duì)小型加工企業(yè)和個(gè)體加工戶有較高的推廣意義。
1 深孔、細(xì)長(zhǎng)孔加工方法:
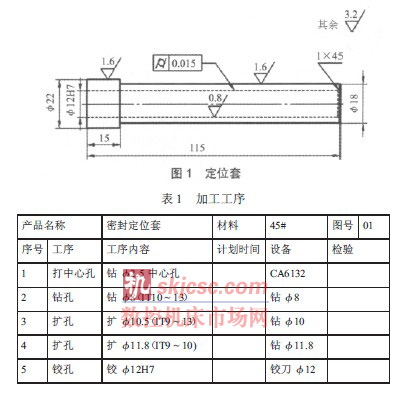
打中心孔—鉆孔—擴(kuò)孔—鉸孔深孔加工是指孔深與直徑之比L/d≥5 的孔。現(xiàn)代對(duì)深孔的加工,主要采用專用的設(shè)備和特制輔助工裝來(lái)加工。其特點(diǎn)是效率高、質(zhì)量好、勞動(dòng)強(qiáng)度低。但對(duì)于一些中小型的加工企業(yè)及個(gè)體加工戶來(lái)說(shuō),一般都不具備上述設(shè)備,因此只能因地制宜,因陋而簡(jiǎn),在普通機(jī)床上,采用簡(jiǎn)易的工裝對(duì)深細(xì)長(zhǎng)孔進(jìn)行加工。如圖1 所示,加工一尺寸精度為φ12H7,圓柱度長(zhǎng)度為115 mm 的細(xì)長(zhǎng)孔,因孔壁較薄,直接用φ11.8 mm 或φ11.9 mm 的鉆頭鉆孔,一次切削產(chǎn)生的熱量大,沒(méi)有足夠的時(shí)間消除熱變形帶來(lái)的加工誤差及鉆削后留在孔壁表層上殘余應(yīng)力產(chǎn)生的加工誤差,一次鉆削加工出來(lái)的孔壁粗糙度也較大,不宜直接用來(lái)進(jìn)行精鉸孔加工。因此,為了減少熱變形和殘余應(yīng)力對(duì)精加工的影響,應(yīng)采取多次擴(kuò)孔加充分澆注冷卻液的方法減少粗加工留下的加工誤差,以提高后續(xù)加工精度。加工工序如表1 所示。
2 鉆頭的刃磨要求
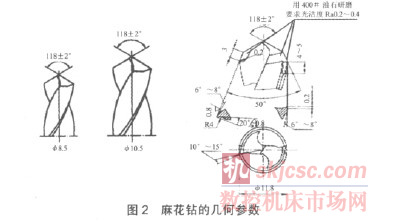
對(duì)圖1 齒輪定位套的加工,由于尺寸精度要求較高,所以鉆頭的刃磨非常重要,尤其是最后一次擴(kuò)孔鉆頭的刃磨,鉆頭磨得好不好直接影響著最后鉸孔的尺寸精度和表面粗糙度,因此,對(duì)這支擴(kuò)孔鉆頭的刃磨要作特殊的處理,即改進(jìn)鉆頭的幾何參數(shù)。一是在兩主切削刃上修磨出第二鋒角,一般不超過(guò)75°,并在外緣刀尖角處研磨出兩邊R0.2~0.5 的圓弧過(guò)度刃,粗糙度達(dá)Ra0.4 以下,且兩個(gè)過(guò)度刃相互對(duì)稱,高度一致,以增大刀尖外緣處的強(qiáng)度和耐磨度,改善散熱條件,減少孔壁的殘留面積高度。二是將前端棱邊磨窄,只保留0.1~0.2 mm 的寬度,修磨長(zhǎng)度為4~5 mm,以減少棱邊與孔壁的摩擦。三是修磨副切削刃、前刀面和后刀面,要求用320# 以上油石研磨,最好400# 以上,研磨各部位光潔度達(dá)到Ra0.4~Ra0.2μm。各支鉆頭的幾何參數(shù)如圖2 所示。
3 鉸孔及注意事項(xiàng)
3.1 浮動(dòng)鉸刀的設(shè)計(jì)
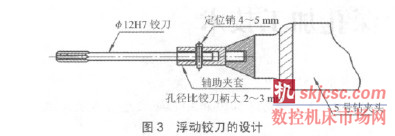
實(shí)踐證明,擴(kuò)孔有糾正位置精度的能力,而鉸刀鉸孔只能保證尺寸、形狀精度和減少孔的表面粗糙度,但不能糾正孔的位置精度,有時(shí),由于機(jī)床的振動(dòng),甚至鉸出的孔會(huì)變橢圓。當(dāng)孔的尺寸精度、形狀精度要求比較高,表面粗糙度要求又比較小時(shí),往往還要再安排一次手鉸加工。圖1 中,定位孔的圓柱度要求很高,為避免常規(guī)機(jī)用鉸孔容易鉸出橢圓孔的現(xiàn)象,可預(yù)先設(shè)計(jì)具有自動(dòng)定心功能的浮動(dòng)鉸刀,如圖3 所示。選用φ12H7 的直柄機(jī)用鉸刀,為讓鉸刀起到浮動(dòng)的作用,再設(shè)計(jì)一輔助夾具,輔助夾具的安裝孔要比鉸刀的夾持柄部大2~3 mm,然后將鉸刀套在輔助夾具的安裝孔上,用4~5 mm 鉆頭將安裝孔連鉸刀柄一起鉆出一個(gè)定位孔,然后用圓柱銷將鉸刀安裝的輔助夾具上即可得到簡(jiǎn)易的浮動(dòng)鉸刀。為提高鉸刀鉸削時(shí)的剛性和夾緊力,浮動(dòng)鉸刀的輔助裝置最好采用莫氏5 的鉆夾頭裝夾。
3.2 鉸刀的選用和保護(hù)
鉸孔的精度主要取決于鉸刀的尺寸,因此,鉸刀最好選擇被加工孔公差帶中間1/3 左右的尺寸。如圖1 零件要鉸φ12H75-3-鉸刀。選用時(shí),鉸刀刃口必須鋒利,沒(méi)有崩刃和毛刺。不用時(shí),工作(刃口)部分用塑料套和軟麻布保護(hù),不允許碰毛。一般選用標(biāo)準(zhǔn)的高速鋼機(jī)用鉸刀,若采用硬質(zhì)合金鉸刀,因硬質(zhì)合金刀頭的切削刃沒(méi)有高速鋼的鋒利,容易使鉸出的孔變大,故一般要事先對(duì)鉸刀進(jìn)行試鉸,再根據(jù)鉸出孔的實(shí)際尺寸對(duì)鉸刀進(jìn)行研磨,修正鉸刀的直徑,直至鉸出合適的孔。
3.3 調(diào)整尾座軸線
鉸孔前,必須先調(diào)整尾座套筒軸線,使之與主軸軸線重合,同軸度最好找正在0.02 mm 之內(nèi),以提高鉸孔時(shí)孔的位置精度。
3.4 選擇合理的鉸削用量
用鉸刀時(shí),為了得到較小的表面粗糙度值,避免產(chǎn)生刀瘤,減少切削熱及變形,宜采用較小的切削速度,一般最好小于5 m/mm;進(jìn)給量取0.2~1 mm/r。對(duì)圖1 鉸削φ12H7!+0.0210 mm 的孔,因尺寸精度要求較高,故鉸削時(shí)車床轉(zhuǎn)數(shù)要選得較低一些,取n=30~50 r/min,最好不超過(guò)100 r/min。
3.5 選擇合理的切削液
鉸孔時(shí),切削液對(duì)孔的擴(kuò)脹量和孔的表面粗糙度有一定的關(guān)系。實(shí)踐證明,在干切削和非水溶性切削液的鉸削情況下,鉸出的孔徑比鉸刀的實(shí)際直徑稍微大一些,干切削最大。而用水溶性切削液(如乳化液),鉸出的孔稍微小一些。因此,當(dāng)使用新鉸刀鉸削鋼料時(shí),可選用10%~20%的乳化液作切削液,這樣鉸出的孔不容易擴(kuò)大;當(dāng)鉸孔要求較高時(shí),宜采用30%的菜油加70%的肥皂水;當(dāng)鉸孔要求更高時(shí),可以采用柴油加機(jī)油。對(duì)圖1 鉸削φ12H75-4-的孔,尺寸要求較高,實(shí)驗(yàn)證明,用97%柴油加3%的機(jī)油作切削液,鉸出的孔尺寸精度及表面粗糙度更好些。
4 采用浮動(dòng)鉸刀加工細(xì)長(zhǎng)孔優(yōu)點(diǎn)
(1)夾具設(shè)計(jì)工藝簡(jiǎn)單,制作容易,成本低。(2)加工質(zhì)量好,鉸孔的精度可達(dá)IT6~IT8,表面粗糙度一般達(dá)Ra0.8~Ra1.6,甚至更小,達(dá)到圖樣精度要求。(3)加工的適用范圍較廣,對(duì)孔徑加工要求較高的中小孔(φ5~φ20)都可以通過(guò)制作不同的輔助夾套來(lái)裝夾相應(yīng)的鉸刀,從而起到浮動(dòng)鉸削的作用。
深細(xì)孔的加工是機(jī)械加工中的一個(gè)難題, 利用簡(jiǎn)單的工藝裝備,在普通車床實(shí)現(xiàn)細(xì)長(zhǎng)孔的加工方法,經(jīng)濟(jì)實(shí)用,效果良好,對(duì)廣大中小型工廠企業(yè)、個(gè)體加工業(yè)者有著較高的實(shí)用價(jià)值。本試驗(yàn)研究表明,采用適當(dāng)?shù)墓ぱb夾具,選擇合理的加工工藝,對(duì)加工精度要求較高的深孔加工是可行的,也是有效的,對(duì)缺乏專用加工設(shè)備或單件小批量生產(chǎn)有著十分好的經(jīng)濟(jì)效益。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








