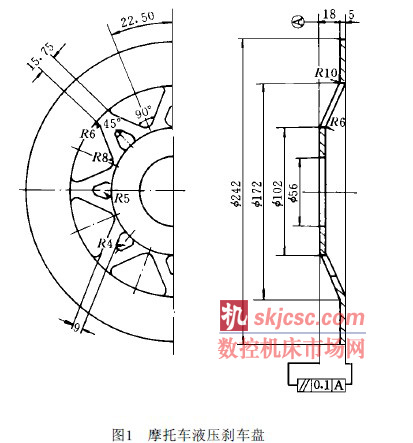
摩托車剎車盤( 圖1) 是典型的厚板沖裁及成形零件, 材料為2Cr13馬氏體耐熱不銹鋼。在沖孔過程中, 加工硬化現(xiàn)象嚴(yán)重, 致使加工工藝較為特殊。
該零件擬定加工工序?yàn)槁淞蠜_中心孔→沖16個(gè)交錯(cuò)孔( 一次沖對稱的大小孔各二個(gè), 共沖四次而成) →中間再結(jié)晶退火→成形。下面論述成形過程中出現(xiàn)的問題及解決方法。
1 沖裁斷面分析及沖孔時(shí)的加工硬化現(xiàn)象
沖裁過程的實(shí)質(zhì)是裂紋形成并擴(kuò)展, 最后發(fā)生斷裂。在沖裁結(jié)束后, 工件的斷面上留下了大量的微裂紋, 并分布于光亮帶、斷裂帶和毛刺區(qū), 其中, 以斷裂帶和毛刺區(qū)最為嚴(yán)重。沖孔斷面上裂紋的存在, 給后序成形帶來了一定的影響。但只要合理設(shè)計(jì)工藝方案, 盡可能避免產(chǎn)生裂紋, 就能獲得合格的零件。
加工硬化是在塑性變形過程中, 隨著金屬內(nèi)部組織的變化, 其力學(xué)性能也將產(chǎn)生明顯的變化, 而隨著變形程度的增加而使強(qiáng)度和硬度增加, 塑性和韌性降低。對于不銹鋼而言, 比一般碳素鋼的加工硬化嚴(yán)重, 而2Cr13馬氏體不銹鋼又比其他牌號不銹鋼嚴(yán)重。這是由于鋼中含碳量的不同, 以及鉻鎳等合金含量之不同引起組織不同, 進(jìn)而引起性能的差異。其中, 鉻對加工硬化速率的影響隨含鉻量的增加而略有增加, 這是鉻引起輕度的固溶效應(yīng)的結(jié)果。鎳對不銹鋼的性能也有影響, 加工硬化隨含鎳量的減少而增加。
2 工件成形失穩(wěn)的形式
生產(chǎn)實(shí)踐表明, 當(dāng)沖孔后的工件不進(jìn)行中間再結(jié)晶退火, 而直接成形時(shí), 成形后的工件筋條頸縮拉裂。若將16個(gè)交錯(cuò)排列的孔采用銑刀銑出后, 同樣不進(jìn)行中間再結(jié)晶退火而直接成形獲得成功。按該零件所制定的工序進(jìn)行沖裁、再結(jié)晶退火、成形加工也能獲得成功, 且效果較好。在試制中, 我們曾在沖出16個(gè)交錯(cuò)孔后, 在爐內(nèi)加熱到700℃余度, 進(jìn)行成形也獲得成功。分析以上結(jié)果, 可以得出工件成形失穩(wěn)與以下因素有關(guān): ¹ 沖孔后工件孔斷面所產(chǎn)生的微裂紋; º 沖孔時(shí)材料產(chǎn)生的加工硬化。
3 裂紋影響成形的機(jī)理及預(yù)防措施
從大量的斷裂事故調(diào)查表明, 大多數(shù)斷裂是由于材料中存在微小裂紋和缺陷引起的。為了說明裂紋的影響, 可作如下實(shí)驗(yàn)。將屈服強(qiáng)度R0. 2 =1400MPa 的材料試件中加工出不同深度的半橢圓形表面裂紋, 裂紋平面垂直于拉伸應(yīng)力, 其裂紋深度a 與實(shí)際斷裂強(qiáng)度Rc 的關(guān)系如圖2所示。
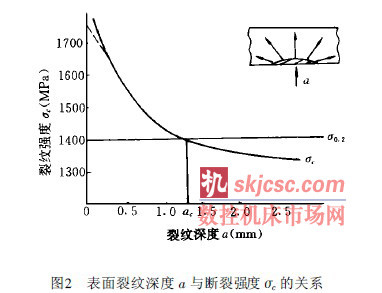
由圖2可看出: 隨著表面裂紋深度a 增大斷裂強(qiáng)度逐漸減小, 當(dāng)裂紋深度達(dá)到ac 時(shí), Rc = R0. 2, 若a< ac , 則Rc > R0. 2, 此時(shí)為宏觀塑性斷裂, 當(dāng)a> ac時(shí), Rc< R0. 2, 斷裂前試件不產(chǎn)生塑性變形, 而發(fā)生脆性斷裂。裂紋引起應(yīng)力集中, 產(chǎn)生復(fù)雜的應(yīng)力狀態(tài)。根據(jù)斷裂力學(xué)( 圖3) : 裂紋深度較小, 且靠近試件表面時(shí),裂紋前端區(qū)域僅在試件寬長方向受Rx 、Ry 作用, 而在板厚方向的應(yīng)力Rz = 0, 屬平面應(yīng)力狀態(tài)。若板較厚, 三向拉應(yīng)力狀態(tài)達(dá)到某種極限狀態(tài)時(shí)( Rz= 0) ,應(yīng)力最大, 為平面應(yīng)變狀態(tài), 在外力作用下, 裂紋前端的應(yīng)力很快超過材料的屈服點(diǎn), 形成塑性變形區(qū),并在該區(qū)的異相質(zhì)點(diǎn)處形成微孔, 導(dǎo)致開裂與裂紋擴(kuò)展。對于高強(qiáng)度材料, 屈服強(qiáng)度高, 塑性差, 塑性變形區(qū)很小, 裂紋易擴(kuò)展并最終斷裂。
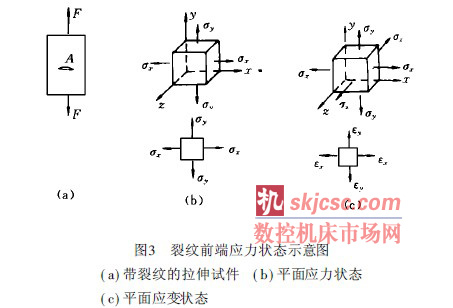
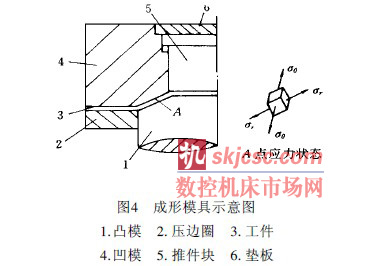
而改變了構(gòu)件的斷裂行為。同理, 受載方式的不同,造成的應(yīng)力狀態(tài)的改變, 也能改變材料的斷裂行為。如在拉伸彎曲時(shí), 脆性大的材料在受三向壓應(yīng)力時(shí),可表現(xiàn)出良好的塑性, 基于此, 工件的成形模具結(jié)構(gòu)應(yīng)盡可能使變形區(qū)處于三向壓應(yīng)力狀態(tài), 見圖4。
此外, 在成形時(shí)可將毛坯上留有毛刺的一側(cè)對向凸模放置, 因?yàn)樵诔尚巫冃螘r(shí), 靠近凹模一側(cè)的材料變形大于靠近凸模一側(cè)的, 這種情況和彎曲變形時(shí)中性層的外層變形情況類似, 因此這樣放置有利于減小毛刺對開裂的影響。
4 加工硬化的實(shí)質(zhì)及提高塑性的措施
加工硬化程度與位錯(cuò)的交互作用有關(guān)。隨著塑性變形的進(jìn)行, 位錯(cuò)密度增加, 位錯(cuò)在運(yùn)動時(shí)的相互交割加劇, 其結(jié)果產(chǎn)生固定割結(jié)、位錯(cuò)纏結(jié)等, 使位錯(cuò)運(yùn)動的阻力增大而引起變形抗力增加, 塑性變形困難。
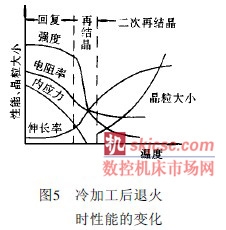
加工硬化所帶來的一系列組織、結(jié)構(gòu)與性能的變化, 可通過退火得到不同程度的回復(fù)。根據(jù)退火溫度的高低, 大致可分為回復(fù)、再結(jié)晶、二次再結(jié)晶三個(gè)階段。三個(gè)階段之間有些交迭, 無十分明顯的界限, 退火過程的性能變化如圖5所示。
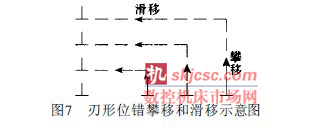
冷變形后, 晶體中的同號刃形位錯(cuò)在滑移面上塞積而導(dǎo)致晶格彎曲( 圖6a) , 在退火過程中通過位錯(cuò)的滑移和攀移( 圖7) , 使同號刃形位錯(cuò)沿垂直于滑
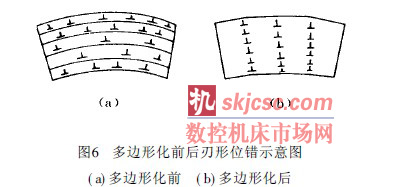
移面的方向排列成小角度的亞晶界, 這一過程稱為多邊形化( 圖6b) 。這就好象原來呈連續(xù)彎曲的晶體經(jīng)退火后被位錯(cuò)分隔成幾個(gè)亞晶粒一樣, 亞晶粒內(nèi)的彈性畸變大為減小。
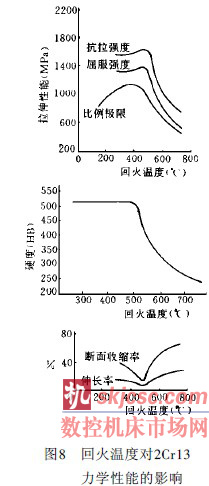
在回復(fù)階段所形成的亞晶粒, 有些會逐漸長大成為再結(jié)晶的晶核, 再結(jié)晶階段形成了無畸變、位錯(cuò)密度小的新晶粒的形核與核長大的過程。再結(jié)晶發(fā)生后, 加工硬化帶來的性能變化全部復(fù)原。回火溫度對2Cr13不銹鋼的力學(xué)性能的影響如圖8所示, 退火溫度對力學(xué)性能的影響也與之相似。
此外, 成形速度對零件的破裂也有影響。在實(shí)際生產(chǎn)中, 以選用液壓機(jī)成形為宜, 因?yàn)橐簤簷C(jī)可以精確地控制速度和壓力。奧氏體鋼通常采用較低的速度( 大約6m/ min以下) 成形, 馬氏體鋼所用速度和奧氏體鋼相近。使用液壓機(jī)的另一優(yōu)點(diǎn)是液壓機(jī)能保壓, 使零件能較好地整形。
5 再結(jié)晶退火工藝
由前面分析得知, 工件沖孔斷面上的裂紋是無法避免的, 但只需通過退火軟化消除加工硬化, 消除沖孔帶來的影響, 可確保后續(xù)合理成形。
再結(jié)晶退火是把冷變形后的金屬加熱到再結(jié)晶溫度以上, 保溫適當(dāng)?shù)臅r(shí)間, 使變形晶粒重新轉(zhuǎn)變?yōu)榫鶆虻容S晶粒而消除加工硬化的熱處理工藝。再結(jié)晶退火的溫度主要取決于冷變形程度, 通常是加熱到該鋼種的再結(jié)晶溫度以上100~250℃, 如果溫度過高, 再結(jié)晶后的晶粒粗大, 這對板材的沖壓性能是不利的; 如果再結(jié)晶溫度過低, 則冷作硬化難于消除, 也將使沖壓性能惡化。
不銹鋼2Cr13的退火工藝是: 工件加熱到830~885℃→保溫1~3h→空冷( 允許溫差±30℃, 空冷時(shí)應(yīng)放置在干燥處) 。
不銹鋼2Cr13在860℃退火后的各項(xiàng)典型塑性指標(biāo)如下: Ds= 22%, W= 65% , HRC≤20, 塑性得到明顯的改善。
總之, 2Cr 13剎車盤的成形與諸多因素有關(guān), 需要綜合考慮。沖孔時(shí)要盡可能使凸凹模間的間隙均勻, 使孔斷面上的裂紋盡可能均布且較少, 其次是精確地控制成形速度, 最主要的是通過再結(jié)晶退火軟化消除沖孔時(shí)造成的加工硬化, 以獲得合格的零件。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








