引言
通常將工件的長(zhǎng)度與直徑之比(即長(zhǎng)徑比)大于25(即L/D>25)的軸類零件稱為細(xì)長(zhǎng)軸。細(xì)長(zhǎng)軸雖然外形并不復(fù)雜,但由于其自身剛度低(長(zhǎng)徑比越大,剛度越低),車削時(shí)受切削力、重力、切削熱等因素的影響,容易發(fā)生彎曲變形,產(chǎn)生振動(dòng)、錐度、腰鼓形和竹節(jié)形等缺陷,難以保證加工精度,使細(xì)長(zhǎng)軸的車削成為難度較大加工工藝。因此,采用反向進(jìn)給車削,配合最佳的刀具幾何參數(shù)、切削用量、拉緊裝置和軸套式跟刀架等一系列有效措施,以提高細(xì)長(zhǎng)軸的剛性,得到良好的幾何精度和理想的表面粗糙度,來(lái)保證細(xì)長(zhǎng)軸的加工要求。
一、細(xì)長(zhǎng)軸在加工中常見(jiàn)的問(wèn)題
1、受熱變形而伸長(zhǎng)。
細(xì)長(zhǎng)軸車削時(shí)熱擴(kuò)散性差、工件受熱伸長(zhǎng)變形產(chǎn)生相當(dāng)大的線膨脹,當(dāng)工件兩端頂緊時(shí)易產(chǎn)生彎曲。
2、工件剛度差
車削時(shí)工件受到切削力、細(xì)長(zhǎng)的工件由于自重下垂、高速旋轉(zhuǎn)時(shí)受到離心力等都極易使其產(chǎn)生彎曲變形。
3、表面加工質(zhì)量難以保證
由于工件自重、變形、振動(dòng),影響工件圓柱度和表面粗糙度。
二、提高細(xì)長(zhǎng)軸的加工精度及注意事項(xiàng)
1、選擇合適的裝夾方法
(1)一夾一頂?shù)难b夾法。采用一夾一頂?shù)难b夾方式。在該裝夾方式中,如果頂尖頂?shù)锰o,除了可能將細(xì)長(zhǎng)軸頂彎外,還能阻礙車削時(shí)細(xì)長(zhǎng)軸的受熱伸長(zhǎng),導(dǎo)致細(xì)長(zhǎng)軸受到軸向擠壓而產(chǎn)生彎曲變形。另外卡爪夾緊面與頂尖孔可能不同軸,裝夾后會(huì)產(chǎn)生過(guò)定位,也能導(dǎo)致細(xì)長(zhǎng)軸產(chǎn)生彎曲變形。因此采用一夾一頂裝夾方式時(shí),頂尖應(yīng)采用彈性回轉(zhuǎn)頂尖,使細(xì)長(zhǎng)軸受熱后可以自由伸長(zhǎng),減少其受熱彎曲變形;同時(shí)可在卡爪與細(xì)長(zhǎng)軸之間墊入一個(gè)開(kāi)口鋼絲圈,以減少卡爪與細(xì)長(zhǎng)軸的軸向接觸長(zhǎng)度,消除安裝時(shí)的過(guò)定位,減少?gòu)澢冃巍?/font>
(2)兩頂尖裝夾法。采用兩頂尖裝夾,工件定位準(zhǔn)確,容易保證同軸度。但用該方法裝夾細(xì)長(zhǎng)軸,其剛性較差,細(xì)長(zhǎng)軸彎曲變形較大,而且容易產(chǎn)生振動(dòng)。因此只適宜于長(zhǎng)徑比不大、加工余量較小、工件加工精度要求不高、多臺(tái)階軸類零件的加工。
(3)采用反向進(jìn)給方法車削細(xì)長(zhǎng)軸。反向切削法就是車削時(shí)床鞍帶動(dòng)車刀由主軸卡盤開(kāi)始向尾架方向進(jìn)給。這樣在加工過(guò)程中產(chǎn)生的軸向切削力使細(xì)長(zhǎng)軸受拉(與工件伸長(zhǎng)變形方向一致),由于細(xì)長(zhǎng)軸左端通過(guò)鋼絲圈固定在卡盤內(nèi),右端支撐在彈性回轉(zhuǎn)頂尖上,可以自由伸縮,不易產(chǎn)生彎曲變形,可以有效地補(bǔ)償?shù)毒咧廖布芤欢蔚墓ぜ氖軌鹤冃魏蜔嵘扉L(zhǎng)量,避免工件的壓彎變形。
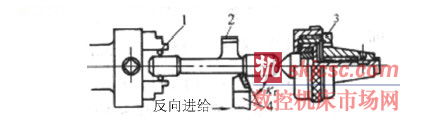
1-鋼絲圈;2-三爪跟刀架;3-彈性回轉(zhuǎn)頂尖;4-幾何角度合理的車刀圖1
(4)采用跟刀架和中心架。使用跟刀架支撐細(xì)長(zhǎng)軸時(shí),跟刀架固定在床鞍上跟在車刀的后面,隨車刀的進(jìn)給移動(dòng),抵消了背向力,并增加工件的剛度,減少變形,從而提高細(xì)長(zhǎng)軸的形狀精度并減小表面粗造度,傳統(tǒng)上采用跟刀架和中心架,相當(dāng)于在細(xì)長(zhǎng)軸上增加了一個(gè)支撐,增加了細(xì)長(zhǎng)軸的剛度,可有效地減少?gòu)较蚯邢髁?duì)細(xì)長(zhǎng)軸的影響。
2、合理選擇細(xì)長(zhǎng)軸車刀的幾何參數(shù)
車削細(xì)長(zhǎng)軸時(shí),由于工件剛度低,車刀的幾何形狀對(duì)減少作用在工件上的切削力,減少工件彎曲變形和振動(dòng),減少切削熱的產(chǎn)生均有明顯影響,而在刀具的幾何角度中,前角、主偏角和刃傾角對(duì)切削力的影響最大。選擇時(shí)主要考慮:
(1)前角(γ0)。其大小直接影響著切削力、切削溫度和切削功率,增大前角,以減少切削力和切削熱,前角一般取γ0=15°~30°。
(2)主偏角(Kr)。車刀主偏角Kr 是影響徑向力的主要因素,在不影響刀具強(qiáng)度的前提下,應(yīng)盡量增大車刀主偏角,以減小徑向力,從而減小細(xì)長(zhǎng)軸的彎曲變形。一般細(xì)長(zhǎng)軸車刀的主偏角選Kr=80°~93°。
(3)刃傾角(λs)。影響著車削過(guò)程中切屑的流向,選擇正值刃傾角,使切屑流向待加工表面,通常采用正刃傾角+3°~+10°。此外,車刀也容易切入工件。
(4)后角較小α0 =4°~6°,起防振作用。
(5)要求切削刃表面粗糙度Ra≤0.4 μ m,并保持切削刃鋒利。
(6)車刀前面應(yīng)該磨有R1.5~3mm 的斷屑槽,使切削順利卷曲折斷。
(7)為了減少?gòu)较蚯邢髁Γ瑧?yīng)選擇較小的刀尖圓弧半徑(re<0.3mm)。倒棱的寬度也應(yīng)選得較小,取倒棱寬br1=0.5f。
此外,選用紅硬性和耐磨性好的刀片材料(如硬質(zhì)合金YT15、YT30、YW1 等),并提高刀尖的刃磨質(zhì)量,使切削刃經(jīng)常保持鋒利,表面粗造度Ra 值小于0.4 μ m。
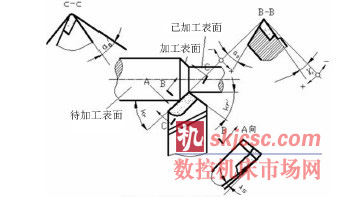
圖2 刀具幾何角度圖
3、合理地控制切削用量
切削用量選擇的是否合理,對(duì)切削過(guò)程中產(chǎn)生的切削力的大小、切削熱的多少是不同的,對(duì)車削細(xì)長(zhǎng)軸時(shí)引起的變形也是不同的。車削細(xì)長(zhǎng)軸時(shí),一般在加工長(zhǎng)徑比及材料韌性大時(shí),選用較小的切削用量,即多走刀,切深小,來(lái)減少振動(dòng),增加剛性。
(1)背吃刀量( α p)
隨著切削深度的增大,車削時(shí)產(chǎn)生的切削熱隨之增大,引起細(xì)長(zhǎng)軸的受力、受熱變形也增大。因此在車削細(xì)長(zhǎng)軸時(shí),應(yīng)盡量減少背吃刀量。
(2)進(jìn)給量(f)
進(jìn)給量增大會(huì)使切削厚度增加,切削力增大。但切削力不是按正比增大。
(3)切削速度( υc )
提高切削速度有利于降低切削力。這是因?yàn)椋S著切削速度的增大,切削溫度提高,刀具與工件之間的摩擦力減小,細(xì)長(zhǎng)軸的受力變形減小,所以切削速度應(yīng)控制在一定范圍。對(duì)長(zhǎng)徑比較大的工件,切削速度要適當(dāng)降低。
4、注意事項(xiàng)
(1)為防止長(zhǎng)細(xì)長(zhǎng)軸產(chǎn)生錐度,車削前必須調(diào)整尾座中心,使之與車床主軸中心同軸。
(2)車削時(shí),應(yīng)隨時(shí)注意頂尖的松緊程度,檢查方法是開(kāi)動(dòng)車床使工件回轉(zhuǎn),用右手拇指和食指捏住彈性回轉(zhuǎn)頂尖的轉(zhuǎn)動(dòng)部分,頂尖能停止回轉(zhuǎn),松開(kāi)手指后,頂尖能恢復(fù)回轉(zhuǎn),說(shuō)明頂尖的松緊程度適當(dāng)。
(3)粗車時(shí)應(yīng)選擇好第一次切削深度,必須保證將工件毛胚一次進(jìn)刀車圓,以免影響跟刀架的正常工作。
(4)車削過(guò)程中,應(yīng)隨時(shí)注意支撐爪與工件表面的接觸狀態(tài)及支撐爪的磨損情況,并隨時(shí)作出相應(yīng)的調(diào)整。
(5)車削過(guò)程中,充分加注切削液可有效地減少工件所吸收的熱量,減少工件的熱變形伸長(zhǎng),還可以降低刀尖的溫度和延長(zhǎng)刀具的使用壽命。因此,加工細(xì)長(zhǎng)軸時(shí),無(wú)論是低速切削,還是高速切削,都必須充分加注切削液。
結(jié)論
綜上所述,對(duì)于細(xì)長(zhǎng)軸的加工來(lái)講,要想保證細(xì)長(zhǎng)軸的加工質(zhì)量要求,就要通過(guò)采用合適的裝夾方式和先進(jìn)的加工方法,選擇合理的刀具角度和切削用量等措施,這樣細(xì)長(zhǎng)軸車削問(wèn)題便會(huì)迎刃而解。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








