壓鑄模具是壓鑄生產(chǎn)的重要裝備,其通過與壓鑄機和壓鑄工藝相互協(xié)調(diào),共同完成壓鑄件的壓鑄成型過程。壓鑄模具哪怕出了很小的問題,也會影響公司的生產(chǎn)。由于壓鑄件尺寸精確,表面品質(zhì)好,加工余量小,或不經(jīng)機械加工即可進行裝配,減少了機械加工設(shè)備和加工工時。壓鑄件價格便宜,可獲得較好的經(jīng)濟效益[1],所以壓鑄件受到諸多行業(yè)的歡迎。
然而國際上對壓鑄件的要求越來越高,逼迫我們壓鑄模具企業(yè)向精密、復(fù)雜、長壽命和多功能的方向發(fā)展。我們的壓鑄模具企業(yè)雖然取得了一定的成績,但也不能沾沾自喜,企業(yè)要在瞬息萬變的市場環(huán)境中,獲得穩(wěn)定長久的發(fā)展,就不應(yīng)該忽視任何細節(jié)。
1 設(shè)計環(huán)節(jié)易被忽視的細節(jié)
壓鑄模具設(shè)計是一項繼承與創(chuàng)新的工作,一方面要以傳統(tǒng)保守的思維方式繪制圖紙,另外又要以富有開拓創(chuàng)新的精神去設(shè)計模具。但是,就筆者近期對一些壓鑄模具企業(yè)的了解,發(fā)現(xiàn)模具設(shè)計者往往會忽視一些細節(jié)。
(1)橫澆道。制作壓鑄模具需注意控制橫澆道的截面積,一般從直澆道起至內(nèi)澆口需緩慢減小,不應(yīng)有突然的收縮和擴張,尤其是不應(yīng)該有擴張狀態(tài)。這是由于隨著截面面積的擴大,金屬液流動時會出現(xiàn)低壓區(qū)或渦流現(xiàn)象卷入的氣體,影響金屬液流動的穩(wěn)定性[2]。通常橫澆道出口處截面,應(yīng)比進口處小10%~30%,并且保證橫澆道應(yīng)有一定的長度和深度,這樣可以發(fā)揮出良好的穩(wěn)流和導(dǎo)向作用。
(2)標準化。設(shè)計人員應(yīng)盡量利用標準來設(shè)計,這樣有利于減少模具設(shè)計和制作的出錯率,節(jié)約成本,縮短制作周期,提升模具的水平檔次。
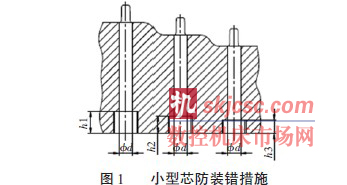
(3)防錯。設(shè)計人員在設(shè)計時候要考慮防錯措施,目的只有一個,防止模具制作人員和模具修理人員裝錯(裝反)零件。比如有多枚小型芯,他們與鑲塊孔配合的直徑相同,但長度不一致,設(shè)計時可把底部臺階的高度設(shè)計成不一致,這樣在裝配的時候小型芯不會裝錯地方。(見圖1)
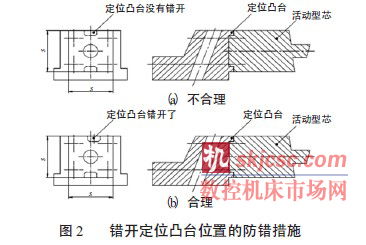
又如活動型芯的截面是正方形的,設(shè)計時可以錯開定位凸臺的位置來防錯,使得活動型芯只能在一個方向上正確安裝(見圖2)。
(4)編號。一副模具的小型芯比較多時,裝配模具時一枚一枚地試配,費時又費力。如果圖紙上注明小型芯與對應(yīng)孔的編號,那在裝配模具的時候就一目了然,省時又省力(建議5 枚以上編號,5 枚以下可以不編號)。當然推桿也是如此,編了號的推桿在裝配時,很容易找到位置。
(5)冷卻水管的進出口方向。冷卻水管的進出口方向,最好不要設(shè)計在模具的下方(下方指模具安裝到壓鑄機上時,對著地面的面),如果設(shè)計在下方,壓鑄工接冷卻水不方便。確實要設(shè)計在下方的,可采用快速接口。
2 生產(chǎn)環(huán)節(jié)易被忽視的細節(jié)
壓鑄模具生產(chǎn)是一種先進的精密鑄造方法,在優(yōu)化產(chǎn)品品質(zhì)、提高加工精度、改善生產(chǎn)效率等方面意義非常顯著。因此,從生產(chǎn)環(huán)節(jié)看,不能忽視以下幾點:
(1)圓角。型腔上漏掉了圓角,使得鑄件沒有達到鑄件圖要求,甚至影響了整個壓鑄模具的性能。鑄造圓角可使金屬液填充順暢,使腔內(nèi)氣體順序排出,并可減少應(yīng)力集中,延長模具使用壽命。制作人員在制作模具時,不得忽略圓角的作用,尤其是在設(shè)計人員遺忘了圓角時,應(yīng)立即提出。
(2)粗糙度。由于金屬液由壓室進入澆注系統(tǒng),并填滿型腔的整個過程僅需0.01~0.2 s 的時間,為了減少金屬液流動的阻力,盡可能減少壓力損失少,需要保持型腔表面較高的光潔度。另外,成型表面上有良好的表面品質(zhì),利于脫模。所以成型部位、澆注系統(tǒng)均應(yīng)認真打光,而且應(yīng)順著脫模方向打光。
(3)補救方面。制作人員在制作模具零件時,難免有失誤的時候。出現(xiàn)失誤后,制作人員切不可私自通過鑲塊拼接、焊接等手段修改模具,應(yīng)該會同設(shè)計人員協(xié)商解決。因為有些產(chǎn)品表面,客戶有特殊要求,比如不允許有鑲塊的拼接痕跡、型腔焊接處開裂致使鑄件表面產(chǎn)生細痕等等。
3 忽視細節(jié)的危害
壓鑄模具在設(shè)計和制作時,忽視以上提到的細節(jié),就會影響到3 個方面:
(1)影響鑄件品質(zhì)。在工業(yè)產(chǎn)業(yè)結(jié)構(gòu)優(yōu)化升級階段,客戶對零件產(chǎn)品品質(zhì)的要求更加嚴格,特別是發(fā)達國家的機械裝配企業(yè),重點強調(diào)了零件產(chǎn)品的品質(zhì)標準。壓鑄模具制作時出現(xiàn)錯誤,后期鑄造成形的金屬零件品質(zhì)必定不符合要求。如:模具成型部位某個微小的R 沒有制作,使得鑄件達不到客戶的要求,企業(yè)自然拿不到貨款,甚至還要賠償。
(2)影響模具壽命。假設(shè)在加工模具時,一不小心把內(nèi)澆口直沖處的材料去除掉了,當時補救的辦法是采用焊接,那么會致使模具在服役期間焊補處龜裂相當嚴重,大大降低了模具的壽命。如果采用的是鑲塊補救的辦法,可能就影響不到模具的壽命了。
(3)影響到了生產(chǎn)效率。壓鑄模具是現(xiàn)代無切削零件加工的先進設(shè)備,模具結(jié)構(gòu)決定了企業(yè)日常生產(chǎn)效率的高低。模具存在結(jié)構(gòu)問題,不僅影響了生產(chǎn)效率,也會對人員、設(shè)備、模具的安全使用造成危害。
如:一處渣包沒有和鑄件或整個澆注系統(tǒng)連接牢固,使得頂出鑄件的時候,渣包還擱在型腔內(nèi)。渣包沒有和鑄件或整個澆注系統(tǒng)連接牢固,是個小問題,但要把型腔內(nèi)的渣包取出來,是個大問題,一則使得機械自動化不能繼續(xù),二則壓鑄操作工的安全受到威脅。
4 結(jié)束語
筆者根據(jù)多年的經(jīng)驗,針對模具在設(shè)計與制造過程中一些看似簡單、但又常常被忽略的細節(jié)加以強調(diào),因為細節(jié)決定成敗。只要對上述設(shè)計、制造過程中的細節(jié)給予足夠重視,必將在一定程度上提高模具的壽命,縮短模具制作周期,提高模具和鑄件的品質(zhì)。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








